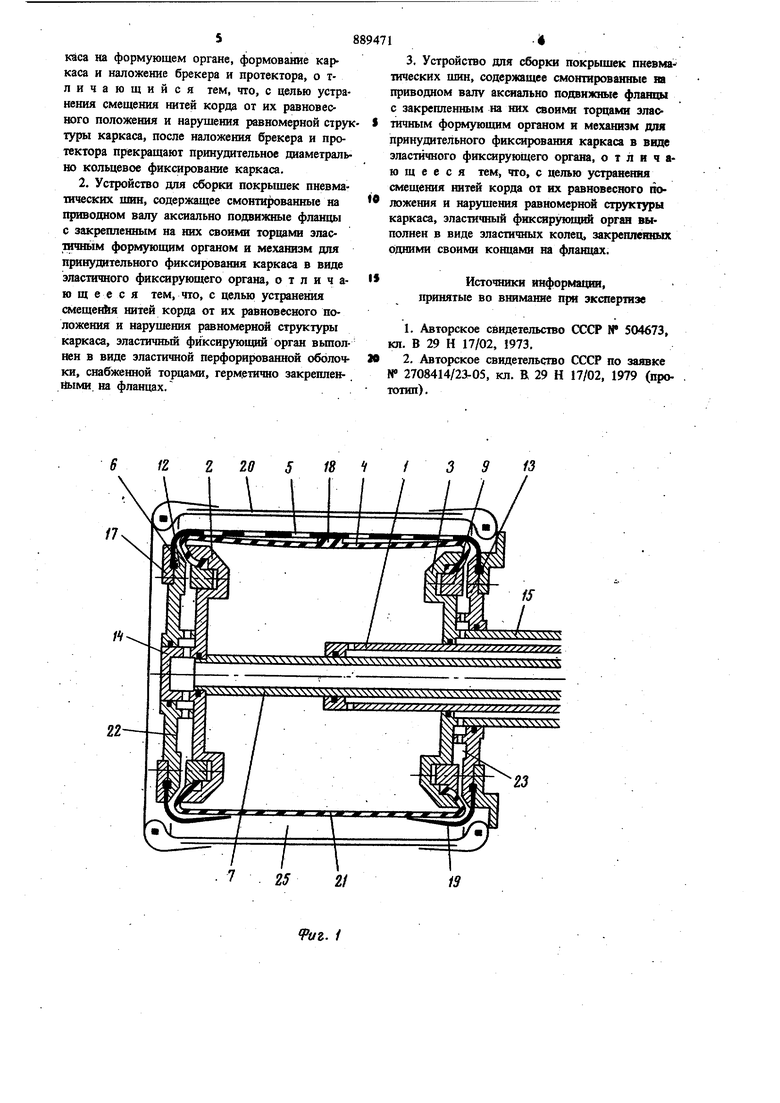
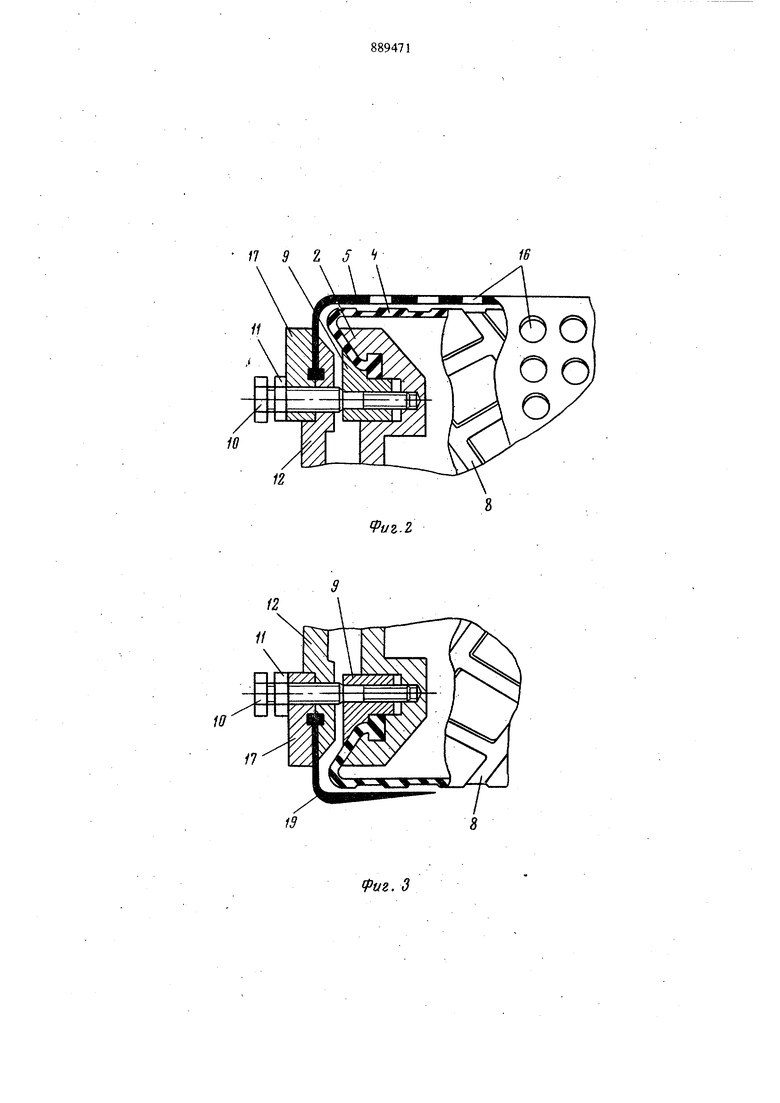
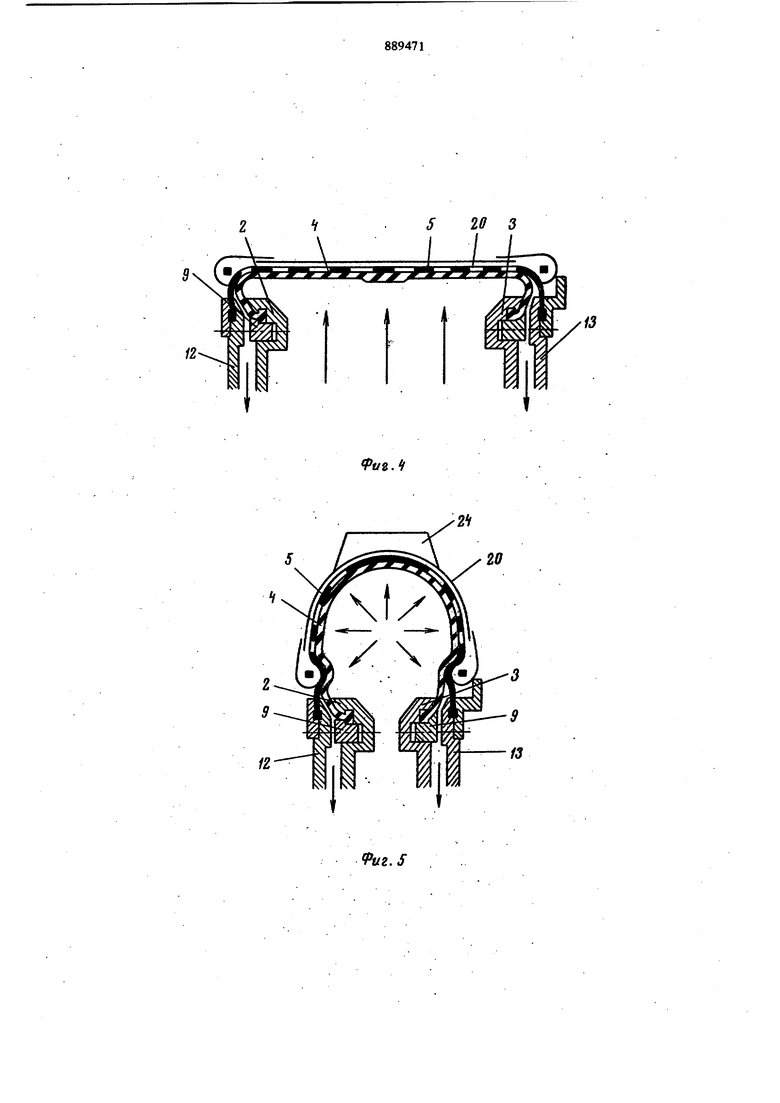
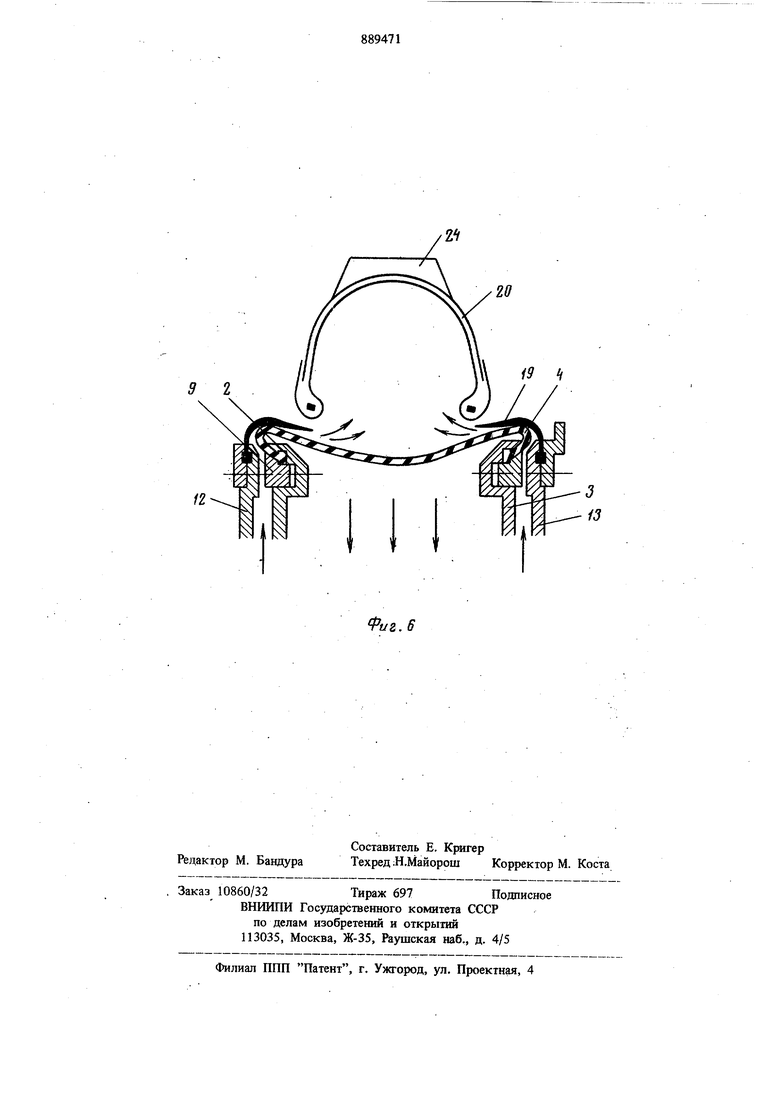
обусловленной упругостью невулканизованной резины, и в местах стыка и нахлеста дополнительно под воздействием неразорванного утка. После окончания формования и отвода эластичного органа на нить корда продолжает дайствовать сдвигающая сила, обусловленная упругостью невулканизованной резины и воздействием неразорванного утка, вызьгеая смещение 1ШТИ от ее равновесного положения и нарушает равномерность структуры каркаса. Цель изобретения - устранение смещения нитей корда от. их равновесного положения и нарушения равномерной структуры каркаса. Указанная цель достигается тем, что согласно способу сборки покрышек пневматических шин осуществляют принудительное диаметрально кольцевое фиксирование каркаса на формующем органе, формование каркаса и наложемяе брекера и протектора, после наложения бре кера и протектора прекращают принудительное диаметрально кольцевое фиксирование каркаса. Такой способможет быть осуществлен устройством для сборки покрышек пневматически щин, содержащем смонтированные на приводном валу аксиально подвижные фланцы с закрепленным на них своими торцами эластичным формующим органом и механизм для принудительного фиксирования каркаса в виде эластичного фиксирующего органа, в котором эластичный фиксирующий орган выполнен в виде элас тишой перфорированной оболочки, снабженной торцами, герметично закрепленными на фланцах. Способ может быть также осуществлен устройством для сборки покрышек пневматических шин, содержащем смонтированные на приводном валу аксиально подвижные фланцы с закрепленным на них своими торцами эластичным формующим органом и механизм для при нудительного фиксирования каркаса в виде эластичного фиксирующего органа, в котором эластичный фиксирующий орган вьшоЛнен в ви де эластичных колец, закрепленнь1Х одними своими концами на фланцах. На фиг. 1 изображено предлагаемое устройство, продольный разрез; на фиг. 2 - крепление эластичной перфорированной оболочки; на фиг. 3 - крепление эластичных колец; на фиг. 4-6 - различные положения устройств в процессе сборки покрышек. Устройство содержит смонтированные на при водному валу аксиально подвижные фланцы 2 и 3 с закрепленным на них своими торцаМи эластичным формующим органом 4 и механизм для принудительного фиксирования каркаса в виде эластичного фиксирующего органа. Последний выполнен в виде эластичной перфорированной оболочки 5, снабженной торцами 6, герметично закрепленными на фланцах 2 и 3. Внутри приводного вала 1 телескопически установлена труба 7, на которой крепится фланец 2. Формуюишй орган 4 имеет на наружной поверхности канавки 8 для отвода воздуха и вьшолнен в виде эластичной диафрагмы, гермепино закрепленной посредством колец 9 ла фланцах 2 и 3. Фланцы 2 и 3 жестко соединены посредством болтов 10 и гаек И с кольцевь1мйэлементами 12 и 13, которые установлены на ступицах 14 и 15 фланцев 2 и 3. Эластичная перфорированная оболочка 5 имеет по всей своей поверхности отверстия 16 и крепится на кольцевых элементах 12 и 13 при помощи колец 17. Формующий орган 4 в своей центральной части имеет выступ 18, соединяющий ее с перфорированной оболочкой 5 по всей окружности. Эластичный фиксирующий орган может быть выполнен в виде эластичных колец 19. Способ сборки покрышек пневматических шин осуществляют следующим образом. После установки предварительно собранного каркаса 20 в исходное положение (фиг. 1) подают сжатый воздух в полость 21, образованную фланцами 2 и 3 и формующим органом - диафрагмой 4, и создают вакуум в полостях 22 и 23. Это позволяет осуществить фиксацию каркаса 20 перфорированной оболочкой 5, за счет отвода воздуха через отверстия 16 оболочки 5 и канавки 8 диафрагмы 4 (фиг. 4). Затем сближают фланцы 2 и 3 и осуществляют формование каркаса 20. Далее накладывают на сформованный корпус 20 брекер и протектор 24 (фиг. 5). После окончания процесса сборки пневмопокрышки создают вакуум в полости 21 и подают сжатый воздух в полости 22 и 23, одновременно раздвигая фланцы 2 и 3. Это позволяет осуществить отвод диафрагмы 4 и перфорированной оболочки 5, жестко соединенных между собой, из внутренней полости собранной пневмопокрьшпси (фиг. 6). При вьшолнешга устройства с механизмом фиксации в виде упругих эластичных колец 19 (фиг.. 3) фиксация каркаса 20 осуществляется за счет создания вакуума в полости 25, образованйой внутренней поверхностью каркаса 20, диафрагмой 4 и эластичными кольцами 19 путем отвода воздуха через канавки 8 диафрагмы 4. . Предлагаемый способ и устройство позволяют улз чшить качество формования за счет под чёния однородной структуры каркаса, и значит, увеличить пробег готовой покрьпшси. Формула изобретения 1. Способ сборки покрышек пневматических шин, при котором осуществляют принудительiHoe диаметрально кольцевое фиксирование каркаса на формующем органе, формование каркаса и наложение брекера и протектора, о тличающийся тем, что, с целью устранения смешения нитей корда от их равновесного положения и нарушения равномерной струк туры каркаса, после наложения брекера и протектора прекрашают принудительное диаметрально кольцевое фиксирование каркаса.
2. Устройство для сборки покрышек пневматических шин, содержашее смонт1фованные на фиводном валу аксиально подвижные фланцы с закрепленным на них своими торцами эласшчнь1М формуюшим органом и механизм для принудительного фиксирования каркаса в виде эластичного фикшруюшего органа, о т л и ч аю ш е е с я тем, что, с целью устранения (MemefihH нитей корда от их равновесного положения и нарушения равномерной структзфы каркаса, эластичный фиксирующий орган вьшолиен в виде эластичной перфорированной оболочки, снабженной торцами, герметично закрепленными на фланцах.
3. Устройство для сборки покрьпиек пневма-тических шин, содержашее смонтированные яа приводном валу аксиально подвижные фланцы с закрепленным на них своими торцами эластичным формуюшим органом и механизм для принудительного фиксирования каркаса в виде эластичного фиксируюШего органа, о т л и ч аю ш е е с я тем, что, с целью устранения смешения нитей корда от их равновесного положення и нарушения равномерной структуры каркаса, эластичный фиксируюпщй орган выполнен в виде эластичных колец, закрепленных Одними cBOHNffl концами на фланцах.
Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР N 504673, кп. В 29 Н 17/02, 1973,
2. Авторское свидетельство СССР по заявке № 2708414/23-05, кл. В 29 Н 17/02, 1979 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки покрышек пневматическихшиН | 1979 |
|
SU821195A1 |
| Способ формования покрышек пневматических шин | 1990 |
|
SU1742098A1 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU738899A1 |
| Способ сборки радиальных покрышек пневматических шин | 1977 |
|
SU734004A1 |
| Способ сборки радиальных покрышекпНЕВМАТичЕСКиХ шиН | 1979 |
|
SU821196A1 |
| Станок для сборки покрышек пневматических шин | 1974 |
|
SU519343A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |
| Диафрагма для изготовления покрышек пневматических шин | 1991 |
|
SU1766705A1 |
| Способ изготовления радиальных покрышек пневматических шин и устройство для его осуществления | 1977 |
|
SU617901A1 |
| Устройство для сборки и формованияпОКРышЕК пНЕВМАТичЕСКиХ шиН | 1979 |
|
SU804509A1 |
fZ Z 20 5 18 Ч f 3 9 13
. 1
f7 9 I 5
VIA
n
Vuz.Z
ipuz. 3
S20 3
«/г.
20
fuz. S
9 2
ZO
Риг. 6
