I
Изобретение относится к машиностроению и может быть использовано при многономенклатурной обработке.
Известны станки для двухстороннего шлифования торцов ll.
Недостатком указанных устройств является их сложность.
Известен также станок, содержащий Д1лифовальные бабки, установленные на станине, шлифовальные круги, закрепленные в шпинделях шлифовальных бабок, инструменты для правки шлифовальных кругов и устройство для определения положения торцов шлифовальных кругов, содержащее измерительную линейку, закрепленную на шлифовальных бабках, подвижные указатели, перемещающиеся по линейкам, индикатор и упоры, укрепленные на шлифовальных бабках С lНедостатком известного станка является длительность времени переналадки при многономенклатурной обработке. .
Цель изобретения - сокращение времени переналадки при многономенклатурной обработке.
Поставленная цель достигается тем, что станок снабжен каретками, установленными с возможностью перемещения относительно шлифовальных бабок, четырьмя указателями Износ, одна пара которых неподвижно укреплена на шлифовальных бабках, а другая - на станине,
10 двумя указателями Правка, неподвижно установленными на станине и указателями Высота изделия, и Нуль, укрепленными на станине с возможностью наладочного перемещения по измеритель15ной линейке, при этом инструменты для правки шлифовальных кругов размеще--. ны на станине, указатели Круг неподвйжно закреплены на каретках, упоры установлены на станине с возможностью
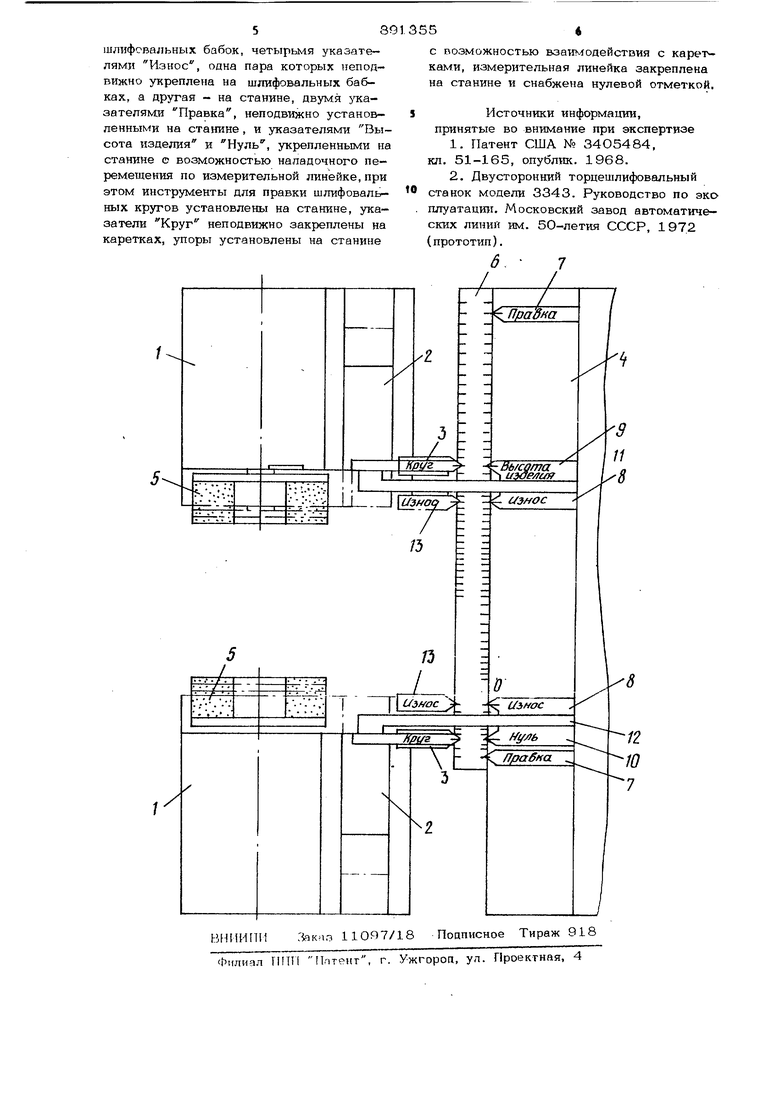
20 взаимодействия с каретками, измерительная линейка закреплена на станине и снабжена нулевой отметкой, соответствующей положению плоскости сведения торНОЕ НОВЫХ шлифовальных кругов, расстояние между указателями Высота иаде- пкя к Изиос и между указателями и Износ равно величине макси мально допустимого износа круга, а расстояние между двумя указателями Правка равно расстоянию между режущ 1мк кромками инструментов для правки шлифовальных кругов. На чертеже изображен предлагаемый станок. Станок содержит шлифовальные бабки Iс каретками 2, установленные на станине 4. На каретках неподвижно размещены указатели 3 Круг, Шлифовальные круги 5 закреплены на шпинделях шлифовальных бабок, Инструменты для правки шлифовальных кругов (не показаны) и устройство для определения положения торцов кругов, включаюш.ее измер 1тель- ную линейку 6 с нулевой отметкой, указатели 7 Правка и 8 Износ, неподвижно узсреплены на станине, указатели 9 Высота изделия, 10 Нуль и упоры IIК 1.2 закреплены на станине с возмо жностыо наладочного перемешешш по измерительной линейке, причем упор 11 размещен под уасазателем Высота изде лип, 12 над указателем Нуль Указатели 13 Износ неподвинсно укреп лены на шлифовальных бабках, причем у1-сазатегЛ1 9 Высота изделия и 8 Износ, а также асазатели 10 Нуль и 8 Износ установлены на станине на расстоянии, равном величине максимально допустимого износа круга, а указатели 7 Правка - на расстоянии, равном рас стоянию между режущими кромками инст рументов для правки шлифовальных кругов. Устройство работает следующим обра зом. При установке новых шлифовальных кругов 5 в позиции VIX сведения на ли нейку 6 наносится нулевая отметка. Ка ретка 2 с указателями 3 Круг совмещают с указателями 13 Износ, закpeПd eнными на шлифовальных бабках 1. Указатель 9 Высота изделия устанавливают на линейке 6 на отметке, рав ной высоте обрабатываемого изделия и неподвижно закрепляют. Совмещают указатели Круг и Высота изделия путем перемещения верхней шлифовальной бабки, при этом упор 1 1 приходит во взаим.одействие с кареткой 2. По мере vi3Hoca шлифовального круга происходит перемещение шлифорюльиой бабки 1 вмес те с указателем 8 Износ, а указатель 3 Круг остается неподвижным, так как каретку 2, на которой он укреплен,, удерживает от перемещения упор 11 против указателя 9 Высота изделия. Расстояние между указателями 3 и 13 определяют действительный износ шлифовального круга. Замену крута проводят при совмещении указателей 13 и 8 Износ. Для правки шлифовальных кругов производят перемещение шлифовальных бабок 1 до совмещения указателей 3 Круг и 7 Правка. Во время правки шлифовальные бабки подают на правильные инструменты на величину правки, которую отмечают по линейке 6. После правки шлифовальные бабки подают в положение совпадения указателя 3 Круг с риской линейки, расположенной ниже указателя 9 Высота изделия на величину правки, после чего можно продолжать обработку изделия.. При переналадке станка на изделие друго высоты проводят перестановку указателя 9 Высота изделия на новую отметку по линейке 6, соответствующую высоте нового изделия , и перемещают верхнюю шлифовальную бабку до совпадения указателей 3 Круг и 9 Высота изделия.. Изобретение обеспечивает быструю переналадку станка на новый типоразмер при многономенклатурной обработке и сокращает время настройки, так как позволяет визуально определять положение торца шлифовального круга, следить за его износом и дает возможность отводить шлифовальные бабки на правку кругов при закрытых кожухах и без соответствующих измерений. Формула изобрет ения Двусторонний торцешлифовальный станок, содержащий шлифовальные бабки, установленные на станине, шлифовальные круги, закрепленные на шпинделях шлифовальных бабок, инструменты для правки шлифовальных кругов и устройство для определения положения торцев кругов, включающее измерительную линейку, подвижные указатели Круг, перемещающиеся по линейке, и упоры, отличающийся тем, что, с целью сокращения времени настройки станка и переналадки его при многономенклатурной обработке, он снабжен каретками, уста ктлеиными с возможностью перемещения относ ггельно 53 шлифовальных бабок, четырьмя указателями Износ, одна пара которых неподвижно укреплена на шлифовальных бабках, а другая - на станине, двумя ук.азателями Правка, неподвижно установленными на станине, и указателями Высота изделия и Нуль, укрепленными на станине с возможностью наладочного перемещения по измерительной линейке, при этом инструменты для правки шлифовальных кругов установлены на станине, указатели Круг неподвижно закреплены на каретках, упоры установлены на станине 5« с возможностью взаимодействия с каретками, измерительная линейка закреплена на станине и снабжена нулевой отметкой. Источники информации, принятые во внимание при экспертизе 1.Патент США № 34О5484, кл. 51-165, опублик. 1968. 2.Двусторонний торцешлифовальный станок модели 3343. Руководство по эко плуатации. Московский завод автоматических линии им. 50-летия СССР, 1972 (прототип). б. 7 // - - npa3f a
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки кольцевого желоба переменного профиля | 1988 |
|
SU1645108A1 |
| Торцешлифовальный станок | 1979 |
|
SU854688A1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| Устройство для обработки кольцевого желоба переменного профиля | 1973 |
|
SU515628A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1964 |
|
SU164426A1 |
| БЕСЦЕНТРОВЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК | 1948 |
|
SU84945A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ НА ТОРЦЕШЛИФОВАЛЬНЫХ СТАНКАХ | 2006 |
|
RU2319598C2 |
| Шлифовальный станок | 1980 |
|
SU865615A1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| Станок для заточки ножей | 1989 |
|
SU1729733A1 |
73
L
О
C/3f/OC
- -
3
ffl//fb
.Прабна
