(54) УСТРОЙСТВО УПРАВЛЕНИЯ ТРУБОГИБОЧНОЙ МАШИНОЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического управления трубогибочным станом | 1987 |
|
SU1505624A1 |
| Устройство для управления процессом гибки | 1987 |
|
SU1412836A1 |
| Устройство для коррекции угловпРужиНЕНия HA ТРубОгибОчНыХМАшиНАХ | 1979 |
|
SU804081A1 |
| Устройство для программного управления | 1976 |
|
SU583406A1 |
| Устройство для отсчета углов поворота гибочного шаблона трубогибочной машины | 1975 |
|
SU617111A1 |
| Устройство для управления процессом гибки спирали | 1987 |
|
SU1648593A1 |
| Устройство для управления подводным буксируемым аппаратом | 1983 |
|
SU1124259A2 |
| Способ гибки труб по эталону | 1983 |
|
SU1250350A1 |
| Трубогибочный станок | 1984 |
|
SU1274802A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ГИБКИ ТРУБ | 2011 |
|
RU2481910C2 |
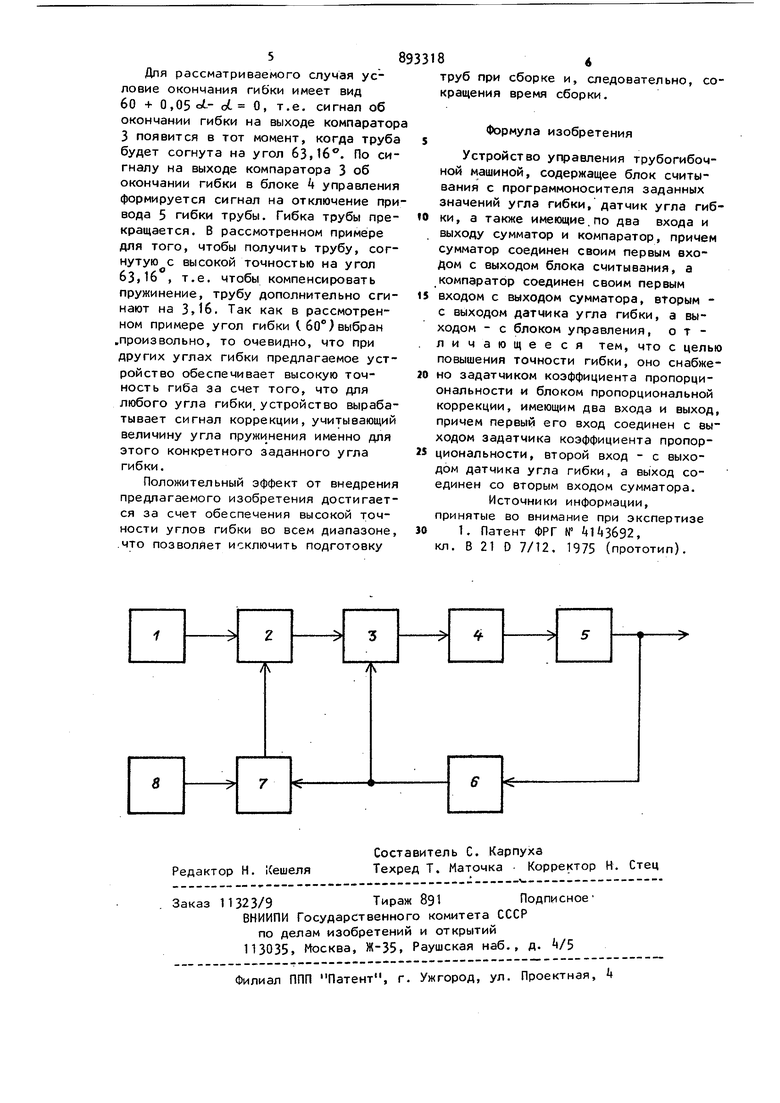
Изобретение относится к обработке металлов давлением, в маетности к системам управления трубогибочными машинами. Известно утройство, содержащее блок считывания с перфоленты или с перфокарты заданных значений угла гибки, датчик угла гибки сумматор и компаратор, соединенный своим входом с выходом сумматора. Другие вход компаратора соединены с четырьмя декадными переключателями, а вход сумматора соединен с выходом блока считывания. Устройство обеспечивает коррекцию углов гиба с помощью четырех .декадных переключателей, настроенных на различные уровни напряжений. Каждый переключатель предназначен для определенного диапазона углов гибки, например, первый - о - 5 второй -70, третий - 71 - 135 четвер тый.- 136 - . Недостаток устройства управления трубогибочной машиной заключается в том, что оно не обеспечивает высокой точности гибки во всем диапазоне углов, так как при компенсации величины пружинения для любого заданного угла гиба в пределах одного диапазона используется одна и та-же величина коррекции, являющаяся усредненной для всего диапазона. Для углов, находящихся в середине каждого из четырех диапазонов, ошибка при изгибе минимальна, а для углов, находящихся ближе к границам диапазонов, ошибка При гибе достигает значительных велиЦель изобретения - повышение точности гибки во всем диапазоне. Поставленная цель достигается тем, что устройство управления трубогибочной машиной, содержащее блок считывания с прЬграммоносителя заданныхзначений угла гибки, датчик угла гибки, а также имеющие по два входа и ходу сумматор и компаратор, причем сумматор соединен своим первым входо с выходом блока считывания, а компар тор соединен своим первым входом с выходом сумматора, вторым - с выходо датчика угла гибки, а выходом - с блоком управления, снабжено датчиком коэффициента пропорциональности и бл ком пропорциональной коррекции, имею щим два входа и выход, причем первый его вход соединен с выходом датчика коэффициента пропорциональности, вто рой вход - с выходом датчика угла ги ки а выход соединен со вторым входом сумматора. Это позволяет корректировать заданное значение угла гибки на величину коррекции, соответствующую каждому данному углу гибки. На чертеже представлена блок-схем предлагаемого устройства. Устройство состоит из блока 1 счи гывания, соединенного своим выходом с сумматором 2. Выход сумматора 2 со единен со входом компаратора 3 соед ненного посредством блока 4 управления- с приводом 5 угла гибки. Жа выхо де привода 5 угла гибки установлен датчик 6 угла , выход которого соединен со входом компаратора 3 и первым входом блока 7 пропорциональной коррекции. Второй вход блока 7 пропорциональной коррекции соединен с выходом задатчика 8 коэффициента пропорциональности, а выход блока 7 пропорциональной коррекции соединен со вторым входом сумматора 2. Устройство работает следующим образом. Производят пробную гибку трубы, являющейся представителем партии труб с. примерно одинаковыми геометри ческими и физико-механическими характеристиками. Определяют абсолютну величину угла пружинения. Затем выражают найденное абсолютное значение угла пружинения в долях от пробного угла гибки. Например, пусть задана величина угла пробной гибки ЮО. Величина угла пружинения составляет 5. Это составляет в долях от величи пробной гибки 0,05. Полученное значение величины коэф фициента пропорциональности 0,05 посредством задатчика 8 коэффициента пропорциональности вводят в блок 7 пропорциональной коррекции. После этого устройство Готово к работе. Перфокарта (либо перфолента) вводятг-я в блок 1 считывания. Блок 1 счи8гывания осуществляет считывание заданного угла гиба и преобразование информации о величине заданного угла гибки к виду, обеспечивающему работу сумматора 2 и других блоков устройства. Если устройство собрано на элементах, осуществляющих обработку сигналов в цифровом виде, то на выход блока считывания информации о величине угла гибки будет представлена информация в виде кода числа, В случае реализации предлагаемого устройства на элементах, осуществляющих обработку сигналов в аналоговом виде, информация на выходе блока 1 считывания будет представлена в виде уровня напряжения. По сигналу, вырабатываемому в блоке 4 управления, привод 5 гибки трубы осуществляет гибку трубы. Пусть, например, необходимо согнуть трубу на угол . В процессе гибки трубы сигнал с выхода датчика 6 угла гибки поступает на вход блока 7 пропорциональной коррекции. В блоке 7 происходит умножение сигнала с выхода датчика 6 угла-гибки на коэффициент пропорциональности, определенный по результатам пробной гибки и введенный в блок 7 пропорциональной коррекции посредством задатчика 8 коэффициента пропорциональности. Таким образом, на выходе блока пропорциональности формируется сигнал пропорциональной коррекции Коб, где oL - текущее значение угла гибки, а К - коэффициент порпорциональности (для рассматриваемого случая равный 0,05). Сигнал K-ci с выхода блока 7 пропорциональной коррекции поступает на вход сумматора 2. В сумматоре происходит сложение заданной величины угла с величиной сигнала пропорциональной коррекции. На выходе сумматора 2 формируется сигналoLg+ К, где ol.- величина заданного угла гиб-. ки. Сигнал с выхода сумматора 2 поступает на вход компаратора 3 на другой вход которого поступает текущее значение угла гиба с выхода датчика угла гибки. В компараторе 3 происходит сравнение заданного угла гибки, увеличенного на величину пропорциональной коррекции, с текущим значением угла гибки. Сигнал об окончании гибки трубы на выходе компаратора 3 формуетсяв тот момент, когда вьфолняется. условие О 5 Для рассматриваемого случая условие окончания гибки имеет вид 60 + 0,05oL- ot О, т.е. сигнал об окончании гибки на выходе компаратор 3 появится в тот момент, когда труба будет согнута на угол 63,16°. По сигналу на выходе компаратора 3 об окончании гибки в блоке 4 управления формируется сигнал на отключение при вода 5 гибки трубы. Гибка трубы прекращается. В рассмотренном примере для того, чтобы получить трубу, согнутую с высокой точностью на угол 63,16 , т.е. чтобы компенсировать пружинение, трубу дополнительно сгинают на 3,16. Так как в рассмотренном примере угол гибки (60°) выбран .произвольно, то очевидно, что при других углах гибки предлагаемое устройство обеспечивает высокую точность гиба за счет того, что для любого угла гибки, устройство вырабатывает сигнал коррекции, учитывающий величину угла пружи нения именно для этого конкретного заданного угла гибки. Положительный эффект от внедрения предлагаемого изобретения достигается за счет обеспечения высокой точности углов гибки во всем диапазоне, .что позволяет исключить подготовку 86 труб при сборке и, следовательно, сокращения время сборки. Формула изобретения Устройство угравления трубогибочной машиной, содержащее блок считывания с программоносителя заданных значений угла гибки, датчик угла гибки, а также имеющие,по два входа и выходу сумматор и компаратор, причем сумматор соединен своим первым вхоДом с выходом блока считывания, а .компаратор соединен своим первым входом с выходом сумматора, вторым с выходом датчика угла гибки, а выходом - с блоком управления, отличающееся тем, что с целью повышения точности гибки, оно снабжено задатчиком коэффициента пропорциональности и блоком пропорциональной коррекции, имеющим два входа и выход, причем первый его вход соединен с выходом задатчика коэффициента пропорциональности, второй вход - с выходом датчика угла гибки, а выход соединен со вторым входом сумматора. Источники информации, принятые во внимание при экспертизе 1. Патент ФРГ № )3692, кл. В 21 О 7/12. 1975 (прототип).
