(54) СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ С РАЗЛИЧНОЙ ПЛАСТИЧНОСТЬЮ
1
Изобретение относится к электросетестроению, .Б частности к способу получения соединения деталей с различной пластичностью, например, обеспечивающему , армирование медью алюминиевых шин высоковольтных разделителей.
Известен способ получения соединения деталей с различной пластичностью, сог ласно которому на более пластичной детали образуют путем пластичной деформации элемент в виде выступа, выдавливаемого через отверстие, образованное в менее пластичной детали, с последующим формированием на конце выступа замыкающей головки fl Однако указанный способ не обеспечивает армирование медью алюминиевых шин, так как требуется большая прочность и стойкость к длительному воздействию агрессивных сред. Наконечники постепенно теряют сцелление с алюминиевой основой, подвергаясь щелевой корроаин. Последняя, увеличиваясь Ь объеме, разбухая, вызывает появление межэлектрод-
ного давления, отрывающего медь от алюминия. Это ведет к авариям в сетях из-за разрушения, например, ножей разъединителей и т.п.
Цель изобретения - обеспечение армирования медью алюминиевых шин и повышения прочности соединения.
Поставленная цель достигается тем, что в способе получения соединения деталей с различной пластичностью, заклк чаЕощемся в том, что на более пластичной детали образуют путем пластической деформации крепежный элемент в внде выступа, выдавливаемого через отверстие, образованное в менее пластичной детали, с последующим формированием на конце выступазамыкающей головки, усилие деформации прикладывают к менее пластичной детали, обеспечивая уменьшение толщины последней в месте приложения этого усилия.
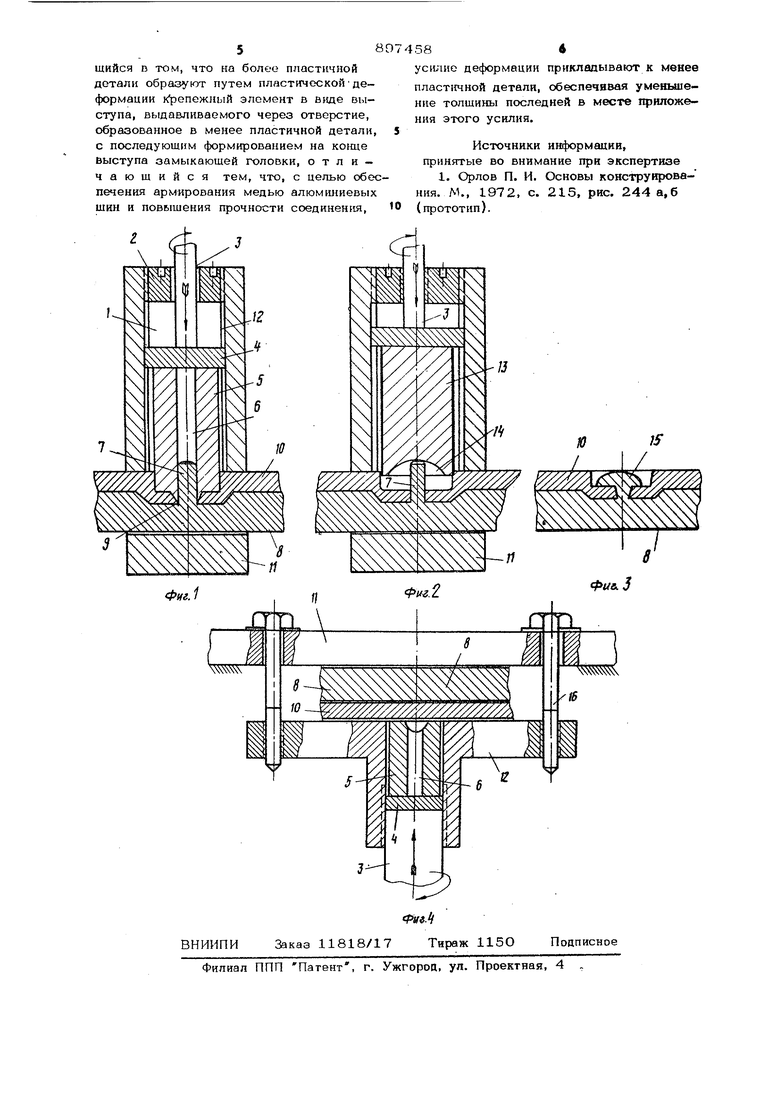
На фиг. 1 изображено устройство для осуществления способа в момент образования выступа; на фиг; 2 - то же, в 3 ..80 момент образования замыкающей головки на выступе; на фиг. 3 - полученное соединение, об1дий .В1щ; на фиг. 4 - устройство для осуществления способа,имеющее деформирующий пуансон без режущей кромки. Предлагаемый способ осуществляется устройством, которое содержит полый корпус 1 с крыщкой 2, жестко соединенной с корпусом, через который на резьбе установлен перемещаеммй силовой што 3 привода (не показан), контактирующий с ползуном 4, воздействующим на дефор мнруюший сменный пуансон 5, выполненный с осевым каналом 6, для формирования выступа 7 крепежного элемента из алюминиевой шины 8. На торце пуансона .по образующей канала 6 выполнена режущая кромка 9. В случае, если медная на. кладка 1О выполнена с готовым отверсти ем под формируемый выступ 7, режущая кромка может отсутствовать, в этом случае вьщавливаемый выступ 7 сам утоняет накладку (медную) и прорывает ее. Соосно с пуансоном 5 установлена поддержка 11, а концентрично пуансону 5 - прижим пакета 12. Устройство содержит так же и сменный приводной пуансон 13 с формообразующим гнездом 14 для замыкающей головки 15 выступа 7. Способ осуществляют следующим образом. Вращением силового штока 3 от приво да за счет его ввинчивания в крышку 2 корпуса 1 перемещают вниз (в направлении стрелки) ползун 4, который осуществляет поступательное движение, вдавливая режущую кромку деформирующего пуансона 5 в медную накладку 10. За счет воздействия тупой торцовой части п ансона на медную накладку Ю, а через нее - на алюминиевую шину 8, происходит выдавливание в образовавшееся отвер стие Выступа 7. Выдавливанию способствует наличие большей пластичности у алюминиевой шины, чем у медной Накладки. После формирования выступа 7 производят замену пуансона 5 деформируюШего на пуансон 13. Для этого вывинчивают крышку 2 полого корпуса 1 и заменяют пуансоны. Действием силового штока 3 на пуансон 13 формируют замыкающую головку 15 по форме гнезда 14. Головка 15 прижимает медную накладку 10 к алюминиевой шине 8 и осуществля ет их механическое и электрическое соед нение. 84 В том случае, осли соединение испольуется в неагрессивной среде, можно соед}гнеи,чо медной }1акладки с алюминиевой шиной, осуществленное тредложенным способом, дополнить известным способом холодной сварки пластических металлов. При работе соединения в агрессивных средах, целесообразно между контактиующими поверхностями вводить антикорозийные. пас1Ы, например кварцевазелиновые или краску (нитроэмали) и т.д. На фиг. 4 показано получение соединения по предлагаемому способу, когда между соединяемыми поверхностями вводится антикоррозийная защита - покрытие, например, кварцевазелиновой пастой, нитроэмалью и др. В этом случае предлагаемый способ осуществляется в следующей последовательности. поддержкой 11 и прижимом пакета 12 с помощью болтов 16 зажимаются соединяемые элементы - медная накладка 10 и алюминиевая. шина 8. Предварительно на контактирующие поверхности наносится слой антикоррозийного покрытия - кварцевазелиновая паста, нитроэмаль и др. Затем, вращая силовой шток 3 и перемещая его в направлении, указанном стрелкой, через ползун 4 передается вдавливающее усилие на пуансон 5. При вдавливании пуансона 5 происходит постепенное утонение медной накладки 10 под торцом пуансона 5. После достия.ения определенной толщины медная накладка 10 прорывается алюминиевым выступом 7, устремляющимся внутрь канала 6 пуансона 5. После этого вывинчивается силовой шток 3, извлекается ползун 4 и пуансон 5 заменяется на пуансон 13 (фиг. 2). Перемещая щтоком ,3 вверх пуансон 13 формирования, из выступа 7 формируют замыкающую головку 15. В этом случае контактирование соединяемых элементов осуществляется только за счет механического соединения их с помощью крепежного элемента типа заклепки. Предложенный способ обеспечивает качественное армирование медных наконечников на алюминиевых шинах разъединителя РЛНД-11О-6ОО, что позволяет ликвидировать аварии на трансформаторных подстанциях. Формула изобретения 1. Способ получения соединения деталей с различной пластичностью, заключаю

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения деталей с различной пластичностью | 1985 |
|
SU1276475A1 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, УЗЕЛ СОЕДИНЕНИЯ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2004 |
|
RU2281827C2 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ ИЗ ШИН К ВОЗДУХОВОДАМ, СЕКЦИЙ КАРМАННЫХ ФИЛЬТРОВ ОЧИСТКИ ВОЗДУХА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2557844C1 |
| Способ соединения деталей из разнородных металлов | 1987 |
|
SU1581554A1 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ К ВОЗДУХОВОДАМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2395361C2 |
| Способ холодной сварки металлов внахлестку | 1981 |
|
SU1004048A1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ | 1991 |
|
RU2007250C1 |
| СПОСОБ ОБРАЗОВАНИЯ ПОТАЙНОГО СОЕДИНЕНИЯ | 1991 |
|
RU2007249C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ РАЗНОРОДНЫХ СОЕДИНЕНИЙ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ В ВИДЕ ПИЛА | 2023 |
|
RU2809060C1 |
| Способ соединения деталей | 1988 |
|
SU1715468A1 |
