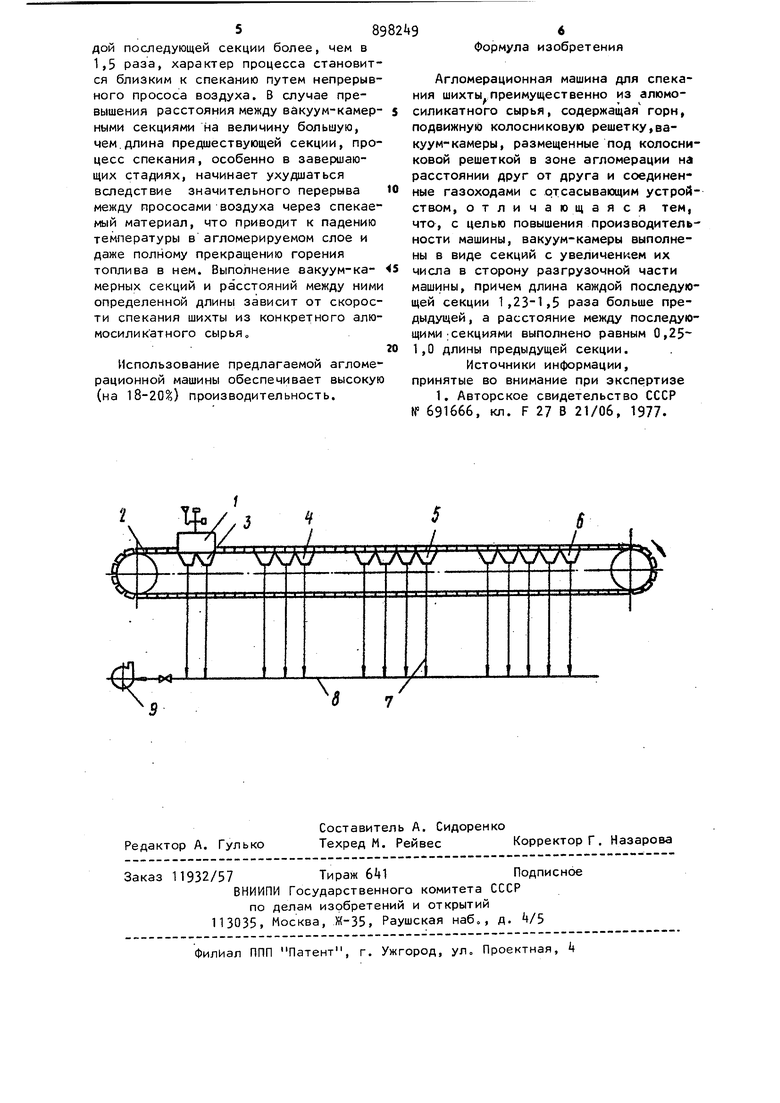
размещенные под колосниковой решеткой в зоне агломерации на расстоянии друг от друга и соединенные газоходами с отсасывающим устройством,вакуумкамеры выполнены в виде секций с увеличением их числа в сторону разгрузочной части машины, причем длина каждой последующей секции в 1,23-1,5 раза больше предыдущей, а расстояние между последующими секциями выполнено 0 равным 0,25-1,0 длины предыдущей секНа чертеже изображено устройство, общий вид. Агломер-ационная машина содержит гори 1, пoдвижj yю колосниковую-решет ку 2, установленные под колосниковой решеткой вакуу м-камеры в виде секций 3 (в зоне зажигания), k-6 (в зоне агломерации), Секции 3-6 соединены газоходами 7 и 8 с отсасывающим устройством 9. При длине каждой вакуум-камеры 2,0 м длина вакуум-камерных секций в Зоне агломерации составляет: секции k - 6,0 м, секции 5 - 8,0 ми секции 6 - 10,0 м. Расстояние между секциями выполнено равным 4,0 м. Таким образом, длина секции 5 в 1,33 раза больше, чем секции Ц, а длина секции 6 в 1 ,25 раза больше длины секции 5 Отношение расстояния между секциями 3 и 4 к длине секции 3-1,0 (4,0 м: 3,0 м), между секциями 4 и 5 к длине секции 4 - 0,66 м (4,0 м : 6,0 м), между секциями 5 и 6 к длине секции 5 - 0,5 (4,0 м : 8,0 м). Агломерационная машина работает следующим образом. Подвижная колосниковая решетка 2 вместе с непрерывно загружаемым в го ловной части агломерационной машины материалом проходит под горном 1, где осуществляется зажигание поверхностного слоя материала. При продвижении материала через зону агломерации, в которой вакуум-камерные секци 4-6, соединенные газоходами 7 и 8 с отсасывающим устройством 9, установлены на указанном расстоянии друг от друга, происходит прерывный, или пул сирующий npcfcoc воздуха через спекаемый материал с постоянно увеличивающимися .циклами прососа вследствие того, что вакуум-камеры выполнены в виде увеличивающихся по длине секций. Во время продвижения материала над вакуум-камерной секцией через него просасывается воздух, после че
го просос воздуха прекращается до того момента, когда материал при движении окажется над следующей вакуумкамерной секцией и т.д. К моментузавершения.спекания материал достигает разгрузочной части агломерационной машины и сбрасывается в колосниковой решетке. Длина вакуум-(амерных секций и расстояние между ними обусловлены продолжительностью прососа воздуха и длительностью перерывов между прососами, то есть режимом спекания алюмосиликатного сырья. В приведенном примере (при скорости движения колосниковой решетки 0,75 м/мин) продолжительность прососа воздуха в зоне агломерации в процессе спекания увеличивается с 8 до 13,3 мин, а длительность перерыва между прососами воздуха 5,3 мин. При указанных режимах агломерации алюмосиликатного сырья достигается наиболее высокая скорость спекания и выход годной продукции. Постоянное увеличение раскаленной зоны в агломерируемом слое и, следовательно, повышение сопротиаления прососу воздуха компенсируется постоянно увеличивающейся длительностью циклов прососа. Пределы увеличения длины каждой последующей вакуум-камерной секции (в 1,23-1,5 раза), а также расстояния между секциями (0,25-1,0) длины предыдущей секции определены путем экспериментального исследования по спеканию шихты из малопластичного глинистого сырья, наиболее широко применяемого для производства агломерата. Если увеличение длины вакуумкамерных секций в зоне агломерации составляет меньше, чем 1,23,то соответствующее увеличение длительности прососа воздуха оказывается недостаточным для предотвращения снижения скорости спекания. Превьшение увеличения длины секций более, чем в 1,5 раз приводит к значительному увеличению длительности прососа воздуха в завершающих стадиях агломерации и характер спекания становится близким к спеканию путем непрерывного прососа с присущими этому способу недостатками - ухудшением процесч.а спекания и снижением выхода годной продукции. При расстоянии между вакуум-камерными секциями, меньшем 0,25 длины предшествующей этому расстоянию секции, как и в случае увеличения длины каж589дои последующей секции более, чем в 1,5 раза, характер процесса становится близким к спеканию путем непрерывного прососа воздуха, В случае превышения расстояния между вакуум-камерными секциями на величину большую, чем.длина предшествующей секции, процесс спекания, особенно в завершающих стадиях, начинает ухудшаться вследствие значительного перерыва между прососами воздуха через спекаемый материал, что приводит к падению температуры в агломерируемом слое и даже полному прекращению горения топлива в нем. Выполнение вакуум-камерных секций и расстояний между ними определенной длины зависит от скорости спекания шихты из конкретного алюмосиликатного сырья, Использование предлагаемой агломерационной машины обеспечивает высокую (на 18-20%) производительность. 9 Формула изобретения Агломерационная машина для спекания шихты преимущественно из алюмосиликатного сырья, содержащая горн, подвижную колосниковую решетку,вакуум- камеры, размещенные под колосниковой решеткой в зоне агломерации на расстоянии друг от друга и соединенные газоходами с отсасывающим устройством, отличающаяся тем, чта, с целью повышения производительности машины, вакуум-камеры выполнены в виде секций с увеличением их числа в сторону разгрузочной части машины, причем длина каждой последующей секции 1,23-1,5 раза больше предыдущей , а расстояние между последующими ; секциями выполнено равным 0,25 1,0 длины предыдущей секции. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 691666, кл. F 27 В 21/06, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агломерационная машина | 1978 |
|
SU691666A1 |
| Агломерационная машина для спекания шихты | 1982 |
|
SU1024676A1 |
| Способ получения аглопорита | 1981 |
|
SU977434A1 |
| Способ получения аглопорита | 1982 |
|
SU1062194A1 |
| Способ получения аглопорита | 1980 |
|
SU885213A1 |
| Способ спекания шихты | 1980 |
|
SU893955A1 |
| Способ агломерации фосфатного сырья | 1980 |
|
SU986065A1 |
| Агломерационная машина непрерывного действия | 1976 |
|
SU702230A1 |
| Агломерационная машина | 1988 |
|
SU1716287A1 |
| Агломерационная машина | 1976 |
|
SU739323A1 |
/
vvwv
ww
/
