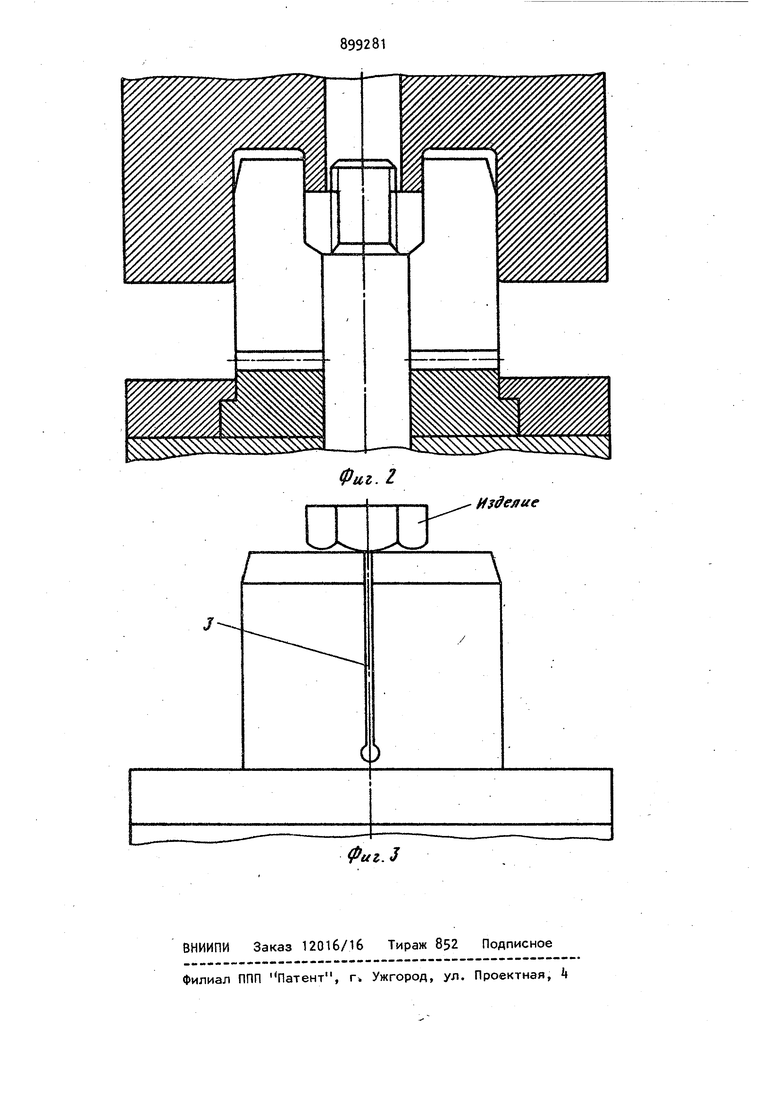
(5) УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ СПЕЧЕННЫХ Изобретение относится к порошковой металлургии, в частности к устройствам для изготовления изделий сложной формы,например гаек, прессованием спеченных заготовок. Известно устройство для прессоваНИИ спеченных заготовок, включающее верхний и нижний пуансоны, матрицу, направляющие и опорные плиты, причем наружные поверхности пуансонов и внут ренняя поверхность матрицы выполнены с косыми зубьями, а пуансоны установлены с возможностью поворота вокруг вертикальной оси Г1}. Недостатком данного устройства является отсутствие возможности прессования изделий с внутренней резьбой.. Наиболее близким к -предлагаемому по технической сущности и достигаемому результату является устройство для прессования спеченных заготовок, включающее обойму, пуансон, корпус, матрицу и центральный стержень с резьбовой поверхностью. При этом пуанЗАГОТОВОКСОН установлен с возможностью перемещения относительно обоймы, матрица выполнена разъемной и снабжена формирующими .клиньями С2. К недостаткам данного устройства относится низкая производительность при изготовлении изделия с внутренней резьбой, что обусловлено необходимостью разборки устройства после каждого цикла прессования. Цель изобретения - увеличение производительности при прессовании спеченных заготовок с внутренней резьбой . Поставленная цель достигается тем, что в устройстве для прессования спеченных заготовок, включающей обойму, пуансон, корпус, матрицу и центральный стержень с резьбовой поверхностью, матрица выполнена с родольным разрезом, высота которого ревышает высоту ее рабочей части, уансон жестко закреплен на обойме, а центральный стержень снабжен приводом вращения. На фиг. 1 показана схема устройства в момент загрузки заготовки; на фиг. 2 - то же, в момент прессования; на фиг 3 то же, в момент выпрессовки готового изделия. Устройство состоит из пуансонаобоймы 1, матрицы 2 с продольным раз резом 3, закрепленной с помощью плиты на корпусе 5, внутри которого установлен привод вращения стержня 6 с резьбой на рабочей части поверхнос ти, причем привод включает систему подшипников и червяк 8. Устройство работает следующим образом. В исходном положении (фиг. 1) холодная или нагретая до заданной температуры спеченная заготовка размеща ется в матрице на стержне с резьбой. Затем пуансон-обойма идет вниз и обж мает матрицу таким образом, что разрезанные части матрицы соединяются, а после этого при дальнейшем опускании пуансона, прессует заготовку (фиг. 2). После прессования пуансонобойма возвращается в исходное положение Так как матрица выполнена с продольным разрезом на величину, в два раза большую ее рабочей части, то разрезные части матрицы расходятся после прессования на ширину разреза, чем обеспечивается снятие сжимающих усилий на запрессованную деталь. Затем при вращении червяка стержень 6 получает вращательное движение, обеспечивающее свинчивание спрессованного изделия с резьбовой части стержня. Свинчивание изделия обеспечивается также тем, что он не имеет вращательного движения в ма рице. ; Таким образом, при вращении стерж ня спрессованное изделие поднимается 14 по резьбе вверх и выходит из зацепления (фиг, З). После удаления изде-ЛИЯ с внутренней резьбой, например гайки, процесс прессования повторяетВыполнение обоймы и пуансона, в виде единого целого, а также выполнение матрицы неразъемной с продольным разрезом на величину, в два раза большую ее рабочей части, приводит к повышению производительности труда при изготовлении изделий с внутренней резьбой. Так при изготовлении, например, гайки М20 высотой 30 мм механической обработкой из проката трудоемкость, составляет 0,0бб5 н/ч, в то время как при использовании предлагаемого устройства трудоемкость составляет 0,011 н/ч, т.е. производительность возрастает примерно в 6 раз. Формула изобретения Устройство для прессования спеченных заготовок, преимущественно с внутренней резьбой, включающее обойму, пуансон, корпус, матрицу и центральный стержень с резьбовой поверхностью, отличающееся тем, что, с целью увеличения производительности, матрица выполнена с продольным разрезом, высота которого превышает высоту ее рабочей части, пуансон жестко закреплен на обойме, а центральный стержень снабжен приводом вращения. Источники информации, принятые во внимание.ПРИ экспеотизе 1. Патент Японии № 8-29901, кл. 73ВО, 1973. 2.Радомысельский И.Д.и др.Пресс-формы для порошковой металлургии, Техника, Киев, 1970, с„б2.
Фиг. i
GL
Изделие
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МУНДШТУЧНОГО ФОРМОВАНИЯ | 2012 |
|
RU2486056C1 |
| МНОГОЭТАЖНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС | 1969 |
|
SU256990A1 |
| Пресс- форма для изготовления изделий типа втулки из металлических порошков | 1986 |
|
SU1447571A1 |
| Пресс-форма для прессования длинномерных изделий из металлического порошка | 1982 |
|
SU1090498A1 |
| Устройство для прессования изделий из порошка | 1980 |
|
SU931292A1 |
| Устройство для прессования изделий из металлических порошков | 1980 |
|
SU897399A1 |
| Способ прессования трубчатых заготовок из порошка и устройство для его осуществления | 1982 |
|
SU1016071A1 |
| Разборная пресс-форма для прессования порошков | 2024 |
|
RU2838040C1 |
| Пресс-форма для прессования изделий из порошков с профильными углублениями на наружной поверхности | 1988 |
|
SU1523253A1 |
| Устройство для изготовления двухслойных изделий трубчатой формы | 1982 |
|
SU1084115A1 |

фиг.З
