I
Изобретение относится к металлургии и может быть использовано при внепечном рафинировании, металлов, а также для получения металлических порошков.
Известно устройство для рафинирования жидких металлов, включающее металлоприемник с тангенциальным подводом металла, выполненный в виде воронки, и стопор, снабженный сменной фурмой и образующий с донным отверстием щелевое сопло 1П . .
Недостатком этого устройства являются большие расходы по переделу при рафинировании, обусловленное тем, что на распыление одной тонны -металла расходуется не менее 3 м дорогого и пеЛицитного аргона. Экономически целессообразнее для дробления на капли жидкого металла, подлежащего последующей обработке ишаком, использовать электрический ток, поскольку расход электроэнергии на дробление составляет 2 кВт-ч/т.
Наиболее близким к предлагаемому по технической сущности является устройство для получения металлических порошков, включающее два электрода, один из которых расположен в днище металлоприемника, имеющего выпускное отверстие, а второй закреплен на конце огнеупорной трубы, входящей в выпускное отверстие с зазором 22.
Недостатком этого устройства является то, что электрический ток проходит не только через нижнюю часть струи, которая разрушается на капли,- но и через верхнюю, находящуюся в зазоре между стенкой отверстия и огнеупорной трубой. Это приводит к бесполезным потерям энергии в кольцевой зазоре и к раэрушенио огнеупорной трубы вследствие постоянного ударного воздейстш1Я на .нее со стороны разрывающейся струи.
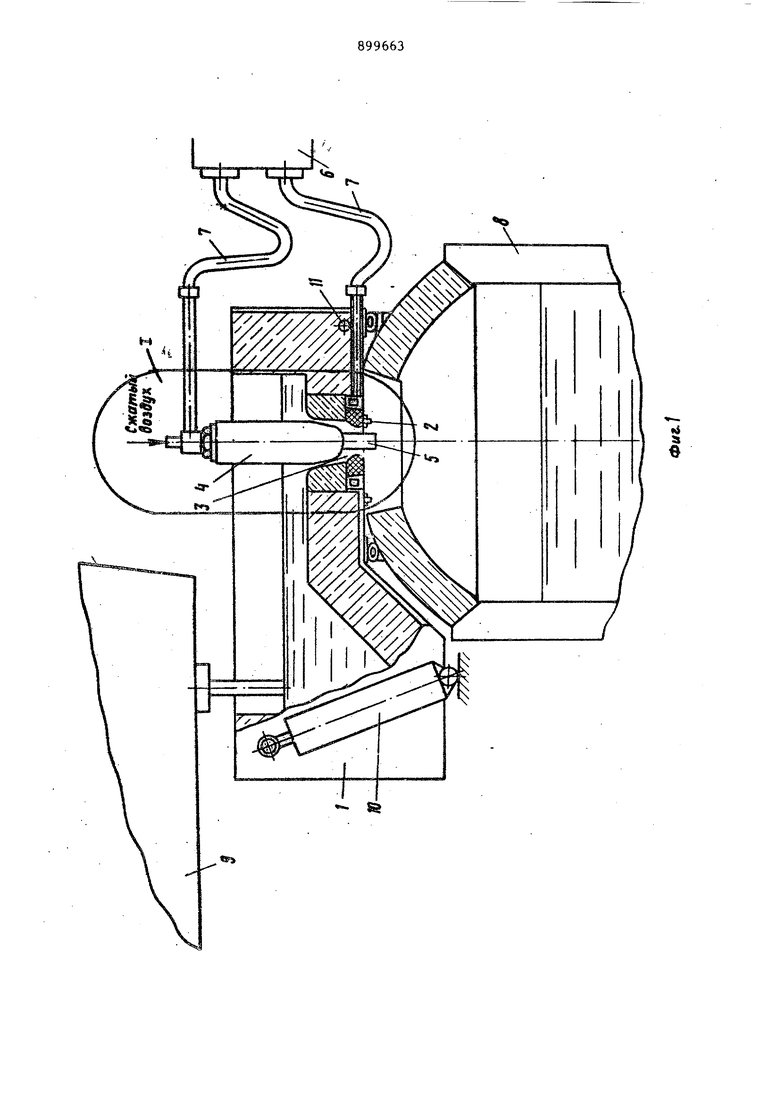
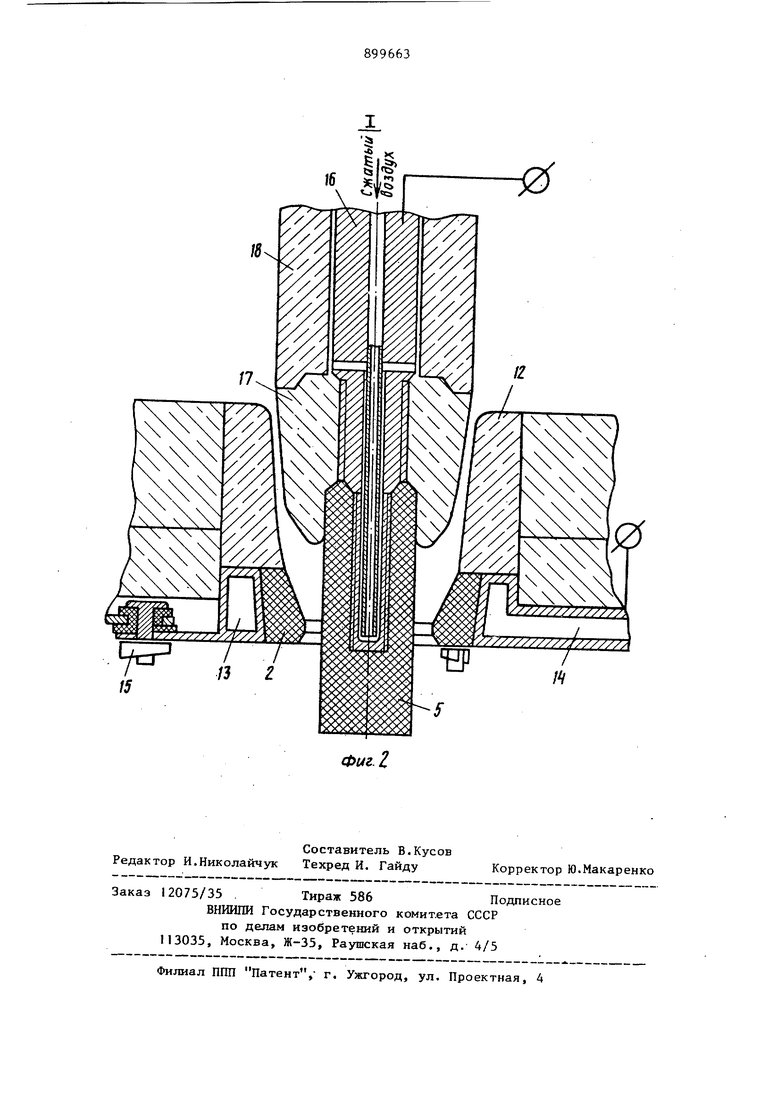
Цель изобретения - повышение надежности работы устройства. Поставленная цель достигается тем, что в устройстве, включающем два электрода, один из которых расположен в днище металлоприемника, имеющего выпускное отверстие, а вто рой закреплен на конце огнеупорной трубы, входящей в выпускное отверстие с зазором, электрод днища оформ ляет нижнюю часть выпускного отверс тия, вьтолненного сужающимся по ход движения металла, при этом нижний торец огнеупорной трубы расположен выше электрода днища. На фиг. 1 изображено предлагаемо устройство, общий ВИД; на фиг. 2 узел I на фиг. I.. Устройство включает металлоприемник I с нерасходуемым электродом 2 и выпускным отверстием 3 в днище. В металлоприемнике установлена огнеупорная труба 4, снабженная нерасходуемым электродом 5 и приводом верти кального перемещения (не показан). Конец огнеупорной трубы установлен в верхней части выпускного отверстия 3 металлоприемника. Электроды 2 и 5 подключены к источнику 6 тока с помощью токоподвода 7. Металлоприемник 1 установлен на емкости 8 со щлаком дли рафинирования металла. Металл в Металлоприемник поступает из сталеразливочного ковша 9. Под выпускным отверстием ковща 9 в днище метал лоприемника 1 выполнен зумпф, предот вращающий размывание футеровки струей металла. Для слива остатков металла из зумпфа Металлоприемник снабжен механизмов 10 наклона и шар нирной опорой П. Узел распыления совмещен с выпускным отверстием, расположенным в днище металлоприемника. В кладке днища установлен гнездовой кирпич 12 с коническим отверстием. Под кирпичом 12 установлена плита с коническим отверстием, которая служит электродом. Отверстие в плите является продолжением отверстия в кирпиче 12. В целом, вьшускное отверстие металлоприемника, образованное отверстиями в кирпиче 12 и плите, сужается книзу. Электрод 12 может быть выполнен из электропроводного огнеупора (например, графипэшамота) или металла и установлен в охлаждае мую металлическую обойму 13. Трубы 14, через которые к обойме 13 подаю охладитель, одновременно соединяют электрод 2 с одним из полюсов источ ника 6 тока. Обойма 13 прикреплена к кожуху металлоприемника 1 с помощью разъемов 15 и электрически изолирована от него. Огнеупорная труба 4, входящая нижним концом в выпускное отверстие металлоприемника, набрана по образу обычного стопора. На стопорный стержень 16 навинчена стопорная пробка 17 и надеты катущки 18. Стержень 16 имеет продольное отверстие для подачи сжатого воздуха, охлаждающего огнеупорную трубу. Конструктивные особенности пробки 1 7 и стержня 16 позволяют закрепить на конце огнеупорной трубы нерасходуемый электрод 5, который выступает из выпускного отверстия. Электрод 5 соединен со вторым полюсом источника 6 тока через стержень 16. Стопорная пробка 17 введена в отверстие в кирпиче 12 на 0,2-0,8 часть его глубины и образует со стенкой отверстия кольцевой зазор, ширину которого можно изменять, перемещая огнеупорную трубу с помощью специального привода. Устройство работает следующим образом. Перемещая огнеупорную трубу, устанавливают требуемую ширину кольцевого зазора. Затем открывают стопор ковша 9 и заполняют металлом зумпф в днище металлоприемника 1. Металл поднимается дс уровня выпускного отверстия и поступает в кольцевой зазор между стенкой отверстия в кирпиче 12 и огнеупорной пробкой 17. При этом струя металла формируется в виде полого конуса. В нижней части отверстия струя контактирует с электродом 2. Затем струя вытекает из отверстия и попадает на электрод 5. При замыкании струей электродов 2 и 5 свободный участок струи распадается на капли, которые падают в шлак, находящийся в емкости 8. После разрушения нижней части струи электричесКвя цепь размыкается. Металл, стекающий через выпускное отверстие, снова за я 1кает электроды 2 и 5, и цикл повторяется. Ширину кольцевого зазора регулируют, меняя положение огнеупорной трубы. Зазор выбирают с учетом физико-химических свойств металла и требуемой дисперсности образующихся капель. Очевидно, что большой зазор обеспечивает повышенный расход металла в ущерб качеству распыления и наоборот. При необходимости, с помощью огнеупорной трубы можно прекратить разливку. После вьтуска всего металла ковш 9 убирают и сливают остатки металла из металлоприемника, наклоняя его с помощью механизма 10. Технико-экономические преимущества предлагаемого устройства обусловлены повышением надежности устройства и КПД. Повышение надежности устройства достигается тем, что электро днища установлен в нижней части вьшускного отверстия, а огнеупорная труба - в верхней. Этим устранено прохождение электрического тока через кольцевой зазор между огнеупорной трубой и стенкой выпускного отверстия, формирующий полую струю, и ударное воздействие разрьшающейся струи на огнеупорную трубу. Повышение стойкости огнеупорной трубы 634 обеспечивает безаварийность работы всего устройства. Формула изобретения Устройство для распыления жидких металлов, включающее два электрода, один из которых расположен в днище металлоприемника, имеющего выпускное отверстие, а второй закреплен на конце огнеупорной трубы, входящей в выпускное отверстие с зазором, отличающееся тем, что, с целью повышения надежности работы устройства, электрод днища оформляет нижнюю часть выпускного отверстия, выполненного сужающимся по ходу движения металла, при этом нижний торец огнеупорной трубы расположен выше элек трода днища. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР №384883, кл. С 21 С 7/00, 1967. 2.Авторское свидетельство СССР ,№430962, кл. В 22 F 9/00, 1972.
«i
4
Фиг. 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поворотный конусный огнеупорный затвор | 1982 |
|
SU1072995A1 |
| Устройство для вакуумирования жидких металлов | 1974 |
|
SU556184A1 |
| Устройство для подвода металла под уровень расплава в кристаллизаторе | 1973 |
|
SU564783A3 |
| Устройство для выпуска металлаиз КОВшА | 1979 |
|
SU833371A1 |
| УСТАНОВКА И СПОСОБ (ВАРИАНТЫ) ПОЛУЧЕНИЯ РАСПЛАВОВ МЕТАЛЛА | 1998 |
|
RU2205878C2 |
| Стакан для разливки металлов и сплавов | 1982 |
|
SU1052316A1 |
| Вихревой смеситель | 1978 |
|
SU779392A1 |
| Способ обработки изделий из ферритовых материалов давлением | 1983 |
|
SU1121100A1 |
| Агрегат для обработки жидких металлов | 1979 |
|
SU772248A1 |
| Устройство для обработки жидкого металла | 1983 |
|
SU1157078A1 |