(5) СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ АРМАТУРНЫХ
1
Изобретение относится к области обработки материалов, в частности, к оборудованию для скрепления арматурных каркасов, используемых главным образом в железобетонных изделиях.
Известен станок для изготовления каркасов М , содержащий смонтированный на станине механизм подачи заготовок стержней с серпообразными отсекателями.
Недостаток известного технического решения в том, что его производительность невелика
Изве.стен также станок для изготовления плоских арматурных каркасов (2, содержащий смонтированные на станине механизм для последовательного перемещения заготовок в зону сборки каркаса и механизм для скрепления заготовок с упором для них.
Недостаток этого станка также в том, что его производительность ограничена. КАРКАСОВ
Наиболее близким к предлагаемому по своей технической сути является станок для изготовления плоских арматурных каркасов 31, содержащий смонтированные на станине механизм подачи заготовок, механизм для последовательного перемещения заготовок в зону-сборки каркаса, состоящий из неподвижной зубчатой рейки и подвижной зубчатой рейки с шарнирными
10 звеньями, и механизм для скрепления заготовок.
Недостаток этого станка в том, что его производительность ограниче на, особенно при подаче стержней,
15 имеющих отклонение от допуска.
Целью изобретения является повышение производительности.
Указанная цель достигается тем; что станок для изготовления .плоских,
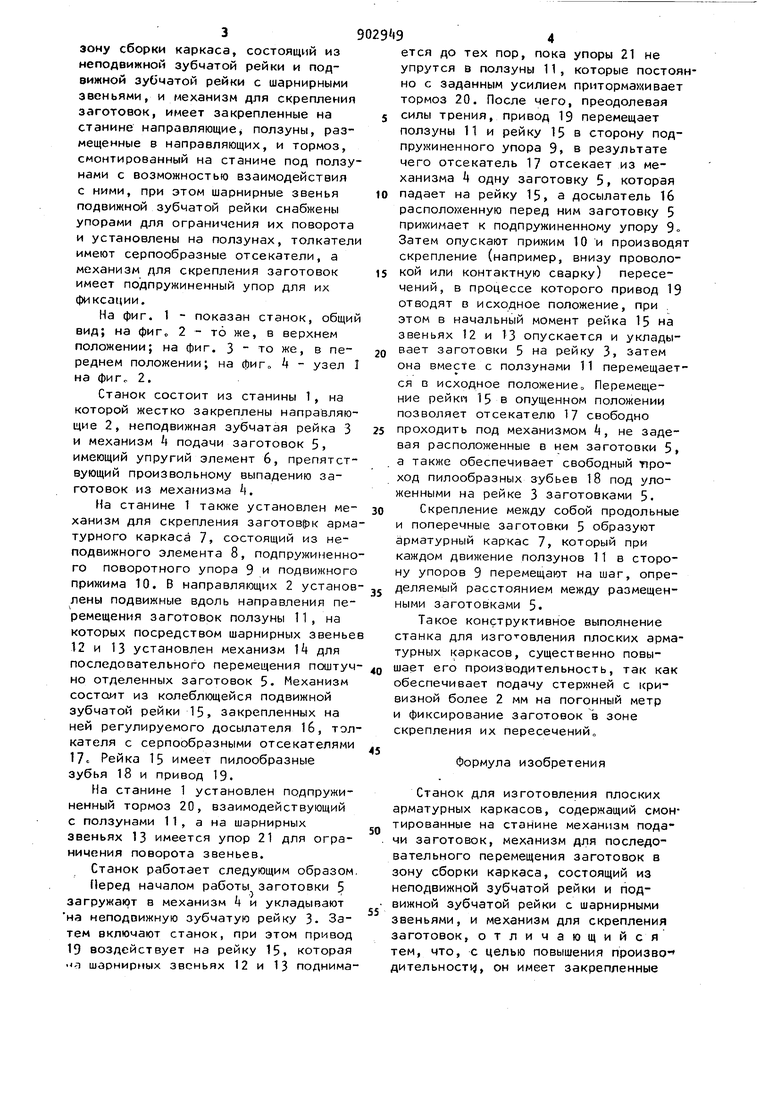
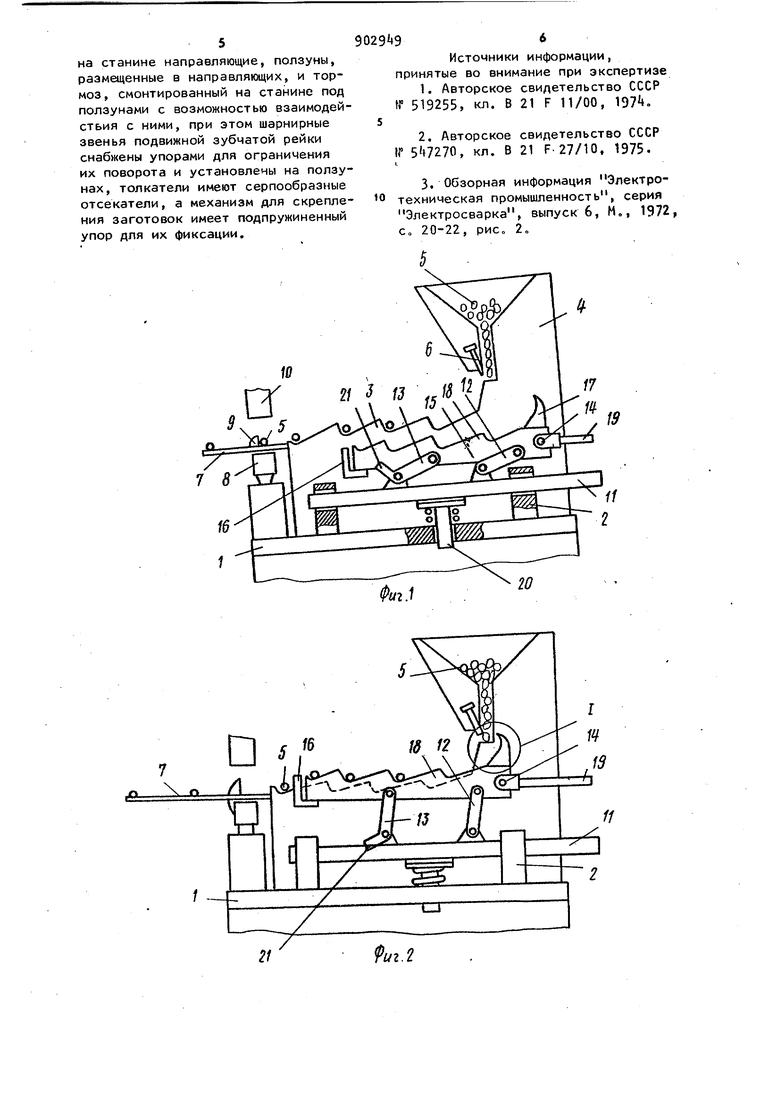
20 арматурных каркасов, содержащим смонтированные на станине механи;зм пода чи заготовок, механизм для последовательно о перемещения заготовок в зону сборки каркаса, состоящий из неподвижной зубчатой рейки и подвижной зубчатой рейки с шарнирными звеньями, и механизм для скрепления заготовок, имеет закрепленные на станине направляющие ползуны, размещенные в направляющих, и тормоз, смонтированный на станине под ползу нами с возможностью взаимодействия с ними, при этом шарнирные звенья подвижной зубчатой рейки снабжены упорами для ограничения их поворота и установлены на ползунах, толкател имеют серпообразные отсекатели, а механизм для скрепления заготовок имеет подпружиненный упор для их фиксации. На фиг. 1 - показан станок, общи вид; на фиг 2 - то же, в верхнем положении; на фиг. 3 то же, в переднем положении; на фиг - узел на фиГо 2. Станок состоит из станины 1, на которой жестко закреплены направляющие 2, неподвижная зубчатая рейка 3 и механизм ( подачи заготовок 5, имеющий упругий элемент 6, препятствующий произвольному выпадению заготовок из механизма i|. На станине 1 также установлен механизм для скрепления заготовеж арма турного каркаса 7, состоящий из неподвижного элемента 8, подпружиненно го поворотного упора 9 и подвижного прижима 10. В направляющих 2 установ лены подвижные вдоль направления перемещения заготовок ползуны 11 , на которых посредством шарнирных звенье 12 и 13 установлен механизм 14 для последовательного перемещения поштуч но отделенных заготовок 5. Механизм состоит из колеблющейся подвижной зубчатой рейки 15, закрепленных на ней регулируемого досылателя 16, тол кателя с серпообразными отсекателями 17. Рейка 15 имеет пилообразные зубья 18 и привод 19. На станине 1 установлен подпружиненный тормоз 20, взаимодействующий с ползунами 11, а на шарнирных звеньях 13 имеется упор 21 для ограничения поворота звеньев. Станок работает следующим образом С1еред началом работы заготовки 5 загружают в механизм k и укладывают на неподвижную зубчатую рейку 3- Затем включают станок, при этом привод 19 воздействует на рейку 15, которая а шарнирных звеньях 12 и 13 поднима ется до тех пор, пока упоры 21 не упрутся в ползуны 11, которые постоянно с заданным усилием притормаживает тормоз 20. После чего, преодолевая силы трения, привод 19 перемещает ползуны И и рейку 15 в сторону подпружиненного упора 9 в результате чего отсекатель 17 отсекает из механизма k одну заготовку 5, которая падает на рейку 15, а досылатель 16 расположенную перед ним заготовку 5 прижимает к подпружиненному упору 9 Затем опускают прижим 10 и производят скрепление (например, внизу проволокой или контактную сварку) пересечений, в процессе которого привод 19 отводят в исходное положение, при , этом в начальный момент рейка 15 на звеньях 12 и 13 опускается и укладывает заготовки 5 на рейку 3, затем она вместе с ползунами 11 перемещается D исходное положение Перемещение рейкп 15 в опущенном положении позволяет отсекателю 17 свободно проходить под механизмом , не задевая расположенные в нем заготовки 5, а также обеспечивает свободный троход пилообразных зубьев 18 под уложенными на рейке 3 заготовками 5Скрепление между собой продольные и поперечные заготовки 5 образуют арматурный каркас 7, который при каждом движение ползунов 11 в сторону упоров 9 перемещают на шаг, определяемый расстоянием между размещенными заготовками 5. Такое конструктивное выполнение станка для изготовления плоских арматурных каркасов, существенно повышает его производительность, так как обеспечивает подачу стержней с кривизной более 2 мм на погонный метр и фиксирование заготовок в зоне скрепления их пересечений„ Формула изобретения Станок для изготовления плоских арматурных каркасов, содержащий смонтированные на станине механизм подачи заготовок, механизм для последовательного перемещения заготовок в зону сборки каркаса, состоящий из неподвижной зубчатой рейки и подвижной зубчатой рейки с шарнирными звеньями, и механизм для скрепления заготовок, отличающийся тем, что, с целью повышения производительност), он имеет закрепленные
на станине направляющие, ползуны, размещенные в направляющих, и тормоз, смонтированный на станине под ползунами с возможностью взаимодействия с ними, при этом шарнирные звенья подвижной зубчатой рейки снабжены упорами для ограничения их поворота и установлены на ползунах, толкатели имеют серпообразные отсекатели, а механизм для скрепле ния заготовок имеет подпружиненный упор для их фиксации.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР ff 519255, кл. В 21 F П/ОО, ID.
2.Авторское свидетельство СССР If 5t7270, кл. В 21 F. 27/10, 1975.
L
3.Обзорная информация Электротехническая промышленность, серия
Электросварка, выпуск 6, М,, 1972, Со 20-22, рисо 2 X о /1 .2
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU292021A1 |
| Навивочное устройство автомата для изготовления спиральных пружин | 1977 |
|
SU657894A1 |
| Загрузочное устройство к резьбонакатному станку с плоскими плашками | 1989 |
|
SU1708579A1 |
| Автоматизированный пресс для объемной горячей штамповки заготовок | 1989 |
|
SU1804943A1 |
| Устройство для сварки арматурных сеток с укороченными поперечными стержнями, смещенными к ее боковым сторонам | 1978 |
|
SU725761A1 |
| Резьбонакатной автомат Кирьянова А.В. | 1988 |
|
SU1704893A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Станок для заклинивания обмоток в пазах якоря электрической машины | 1989 |
|
SU1728910A1 |
| Автоматическая линия для изготовления деталей типа спиц | 1986 |
|
SU1412932A1 |
| Манипулятор к гильотинным ножницам | 1978 |
|
SU770687A1 |

