ьэ
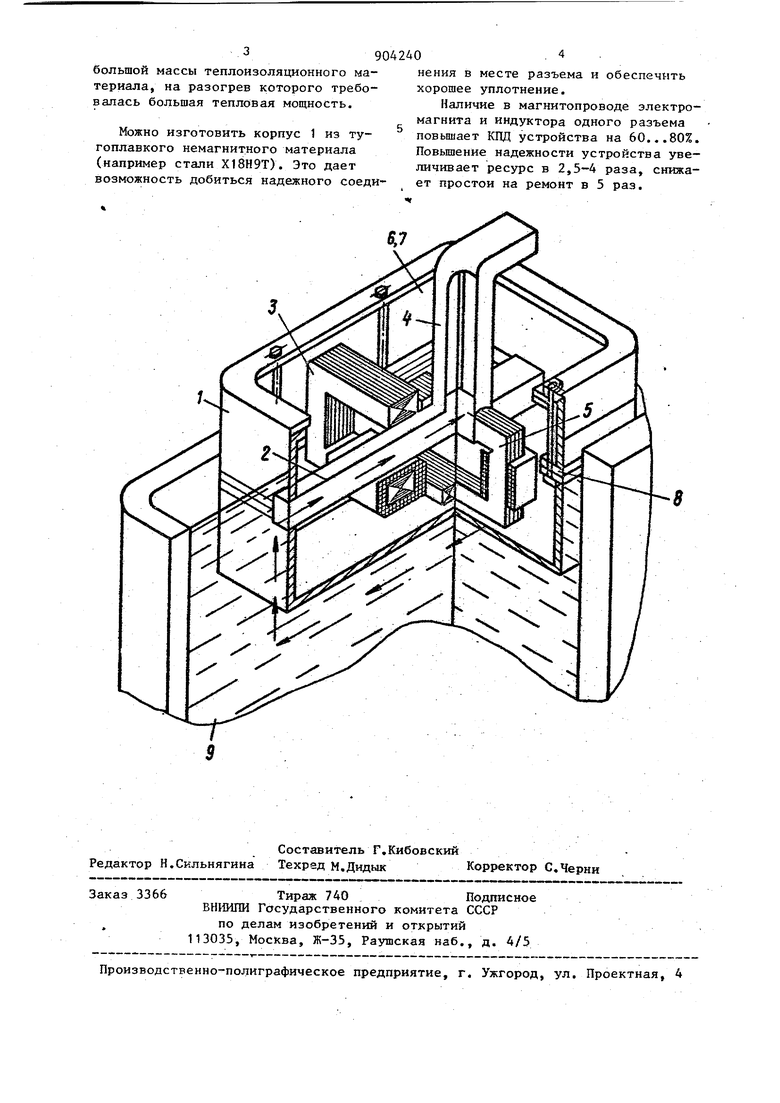
4: 1 Изобретение относится к области литейного производства, в частности к устройствам ля дозирования и заливки жидкого металла, Изв--стно устройство для заливки жидкого металла, содержащее электромагнитные систеъы, канал и корпус, В этом устройстве электромагнитные системы частично или полностью находятся в контакте с жидким металлом. Это приводит к их интенсивному коррозионному разрушению. Указанные устройства не могут работать с металлами, имеющими температуру плавления выше точки Кюри, т.е. 760бОО С. Наиболее близким к заявленному устройству По технической сущности и достигаемому эффекту является дозирующее устройство, содержащее размещенные в разъемном корпусе индуктор, электромагнит, канал и металлопровод. Устройство обладает рядом недостатков. Наличие трех плоскостей разъ ема увеличивает вероятность проникновения жидкого металла внутрь корпу са и снижа;ет надежность устройства. Температура электромагнитных систем, зафутерованных в корпусе, с течением времени становится равной температуре перекачиваемого металла Это снижает надежность работы устройства. Ремонт устройства является дорогим из-за необходимости замены целой секции, вьшолненной из дорогостоящей керамики. После ремонта или технологическо го перерыва устройства необходимо длительно и равномерно нагревать, что усложняет ремонт и эксплуатацию Наличие нескольких разъемов в магни топроводах увеличивает магнитное со противление цепи и снижает КПД устройства на 20-30%. Целью данного изобретения являет повьшение надежности, упрощение ремонта и обслуживания устройства. Указанная цель достигается тем, что в известном устройстве, содержа щем размещенные в разъемном корпусе индуктор, электромагнит, канал и ме таллопровод, корпус выполнен в виде полой оболочки, а канал установлен плоскости разъема корпуса и выполне съемным. 0 Кроме того, корпус может быть выполнен из немагнитного тугоплавкого металла с футеровкой по наружной поверхности. Оболочка корпуса может быть заполнена сыпучим теплоизоляционным материалом, например, вспученным перлитом. Выполнение корпуса устройства в виде разъемной полой оболочки обеспечит свободную теплоотдачу с поверхности магнитопровода и дает возможность визуального контроля состояния электромагнитных систем насоса. Ускоряет и упрощает ремонт и обслуживание насоса. На чертеже представлено предлагаемое устройство. Оно состоит из разъемного корпуса 1, в плоскости разъема которого установлен канал 2, проходящий внутри окна магнитопровода индуктора 3, в месте соединения канала 2 с металлопроводом 4 установлен электромагнит 5. Корпус 1 устройства стянут шпильками 6, с компенсаторами теплового расширения 7, В плоскости разъема установлено уплотнение 8, Устройство работает следующим образом. При погружении устройства в жидкий металл 9 до заполнения канала 2 возникает кольцо жидкого металла вокруг магнитопровода индуктора 3, В результате подачи напряжения на катушку индуктора 3 в канале 2 индуктируется электрический ток с пересекающим его магнитным потоком, создаваемым электромагнитом 5, в металле возникают пандемоторные силы, которые обусловливают движение металла вдоль металлопровода 4, При разрушении канала 2 ремонт устройства заключается в разборке корпуса 1, замене канала 2 и уплотнения 8. Выполнение корпуса 1 в виде полой оболочки со съемным каналом 2 обеспечивает свободный доступ к электромагниту 5 и индуктору Зо Улучшается теплообмен с поверхностей электромагнитных систем. В процессе работы возможен визуальный контроль за состоянием канала 2, корпуса 1 и электромагнитных систем, а в случае прорыва металла быстрое прекращение работы. Перед запуском устройства в работу время нагрева сокращается до 1520 мин. Разогревается только внутренняя полость канала из-за отсутствия
большой массы теплоизоляционного материала, на разогрев которого требовалась большая тепловая мощность.
Можно изготовить корпус 1 из тугоплавкого немагнитного материала (например стали Х18Н9Т). Это дает возможность добиться надежного соединения в месте разъема и обеспечить хорошее уплотнение.
Наличие в магнитопроводе электромагнита и индуктора одного разъема повьш1ает КПД устройства на 60...80%. Повышение надежности устройства увеличивает ресурс в 2,5-4 раза, снижает простои на ремонт в 5 раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКОГО МЕТАЛЛА | 1990 |
|
RU1688767C |
| Устройство для заливки металла | 1980 |
|
SU858245A1 |
| СПОСОБ НАГРЕВА ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2831575C2 |
| Индукционная канальная печь для плавления,обработки и разливки жидкого металла | 1983 |
|
SU1072574A1 |
| Устройство для разливки металла | 1981 |
|
SU1014650A1 |
| АГРЕГАТ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО И ШЛАКОВОГО РАСПЛАВОВ | 1999 |
|
RU2172456C1 |
| Устройство для периодической разливки металла | 1981 |
|
SU956143A1 |
| Устройство для литья под электромагнитным давлением | 1983 |
|
SU1118481A1 |
| ИНДУКЦИОННАЯ КАНАЛЬНАЯ ПЕЧЬ | 1970 |
|
SU435286A1 |
| Установка для литья под электромагнитным давлением | 1980 |
|
SU944779A1 |
1. УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ ЖИДКОГО МЕТАЛЛА, содержащее размещенные в разъемном корпусе индуктор, электромагнит, канал и металлопровод, отличающееся тем, что, с целью повышения надежности и упрощения ремонта и обслуживания, корпус выполнен в виде полой оболочки, а канал установлен в плоскости разъема корпуса и выполнен съемным. 2.Устройство по п.1, о т л и ч; а ю щ е е с я тем, что корпус выполнен из немагнитного тугоплавкого металла с футеровкой по наружной поверхности. 3.Устройство по пп. 1, 2, о т л и ч а ю щ е е с я тем, что оболочка корпуса заполнена сыпучим теплоизоляционным материалом, например, вспученньш перлитом. (Л
| ПОГРУЖНОЙ МАГНИТОДИНАМИЧЕСКИЙ НАСОС ДЛЯ ПЕРЕКАЧКИ ЖИДКИХ МЕТАЛЛОВ | 0 |
|
SU209211A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| ЭЛЕКТРОМАГНИТНЫЙ НАСОС | 1972 |
|
SU434670A3 |
