Изобретзние относится к абразивной обработке и может быть использовано при доводке плоских поверхностей деталей различных матгриапов, например стекла, керамики.
Известен способ вибрационной непрерывной доводки, осуществляемой путем подачи на вращающийся плоский притир деталей, размеР1енных в гнездах ротора, вращающегося над притиром в противоположном направлении вокруг оси, не совпадающей с осьи вращения притира f 1 j.
Однако указанный способ предназначен для односторонней доводки деталей, загрузка и выгрузка требует применения специальных роторов, что снижает надежность работы, а также ведет к поломке деталей.
Наиболее близким по технической сущности к изобретению является способ двусторонней доводки деталей медду двумя вращающимися в противоположные стороны притирами L2.
Данный способ характеризуется невозможностью осуществления не. прерывной доводки деталей.
Цель изобретения - повышение производительности обработки путем обеспечения непрерывной доводки деталей.
Поставленная цель достигается тем, что в процессе обработки, производят периодическое изменение зксцентриситета мезчду осями притиров в пределах от О до 1/3 диаметра притиров.
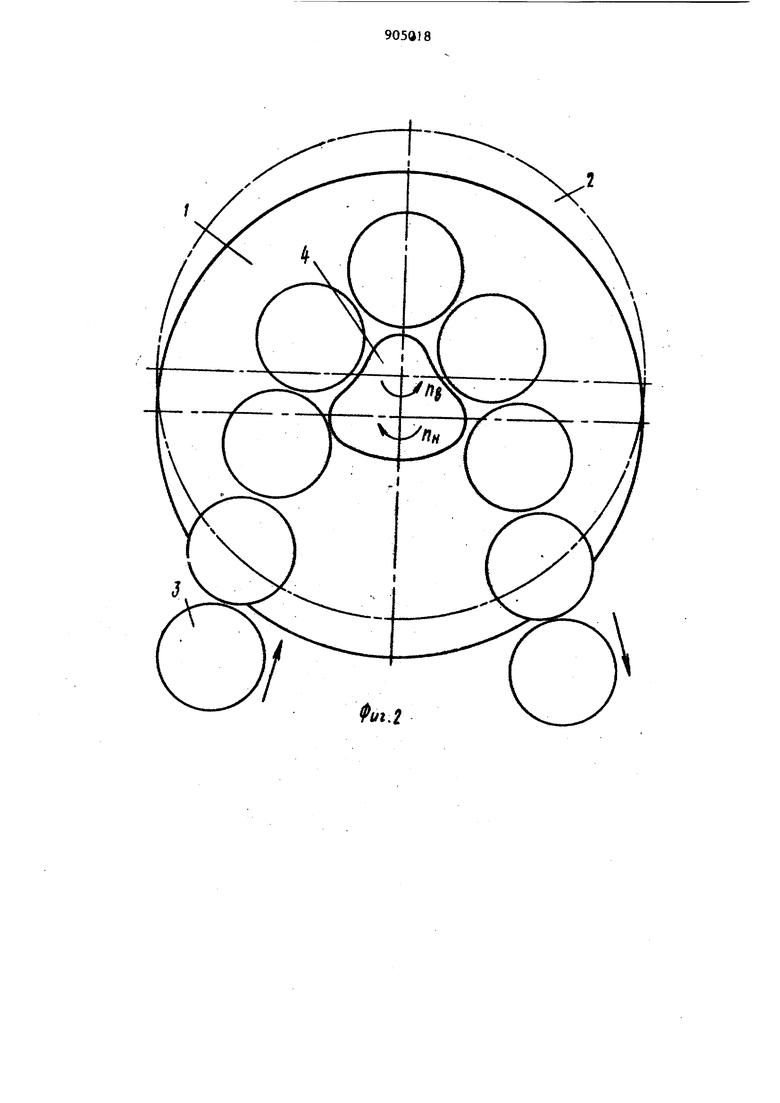
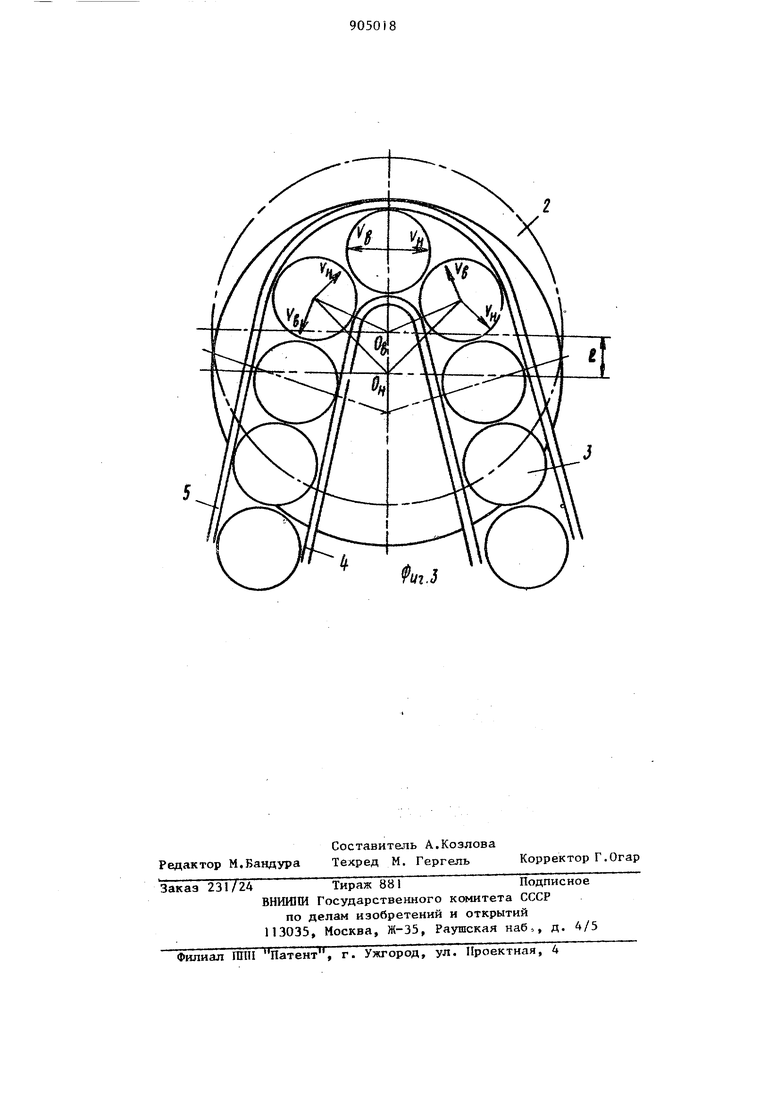
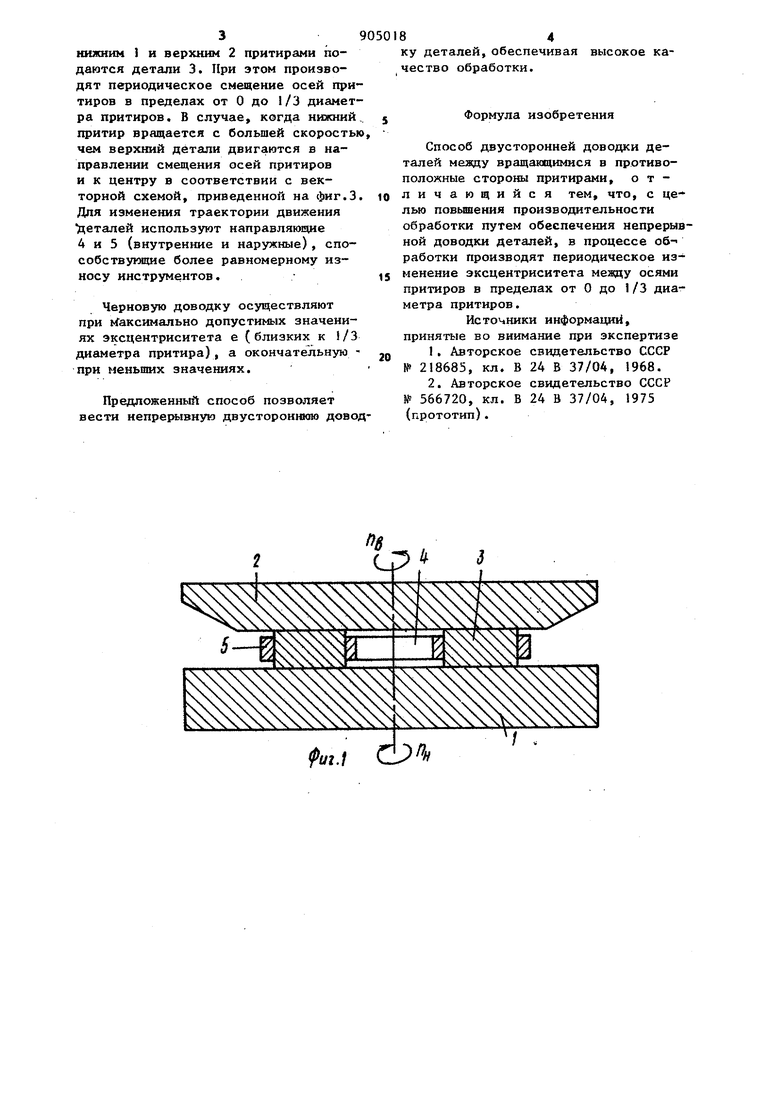
На фиг. I представлена схема выполнения предложенного способаJ на фнг. 2 - модификация cxeNfei при использовании внутренней направляющей, вид в плане; на фиг. 3 - то же, с внутренней и наружной направляющими.
Способ осуществляют следующим образом.
В пространство между вращающими- ся в противоположных направлениях 3 нижним 1 и верхним 2 притирами подаются детали 3. При этом производят периодическое смещение осей при тиров в пределах от О до 1/3 диамет ра притиров. В случае, когда нижний притир вращается с большей скорость чем верхний детали двигаются в направлении смещения осей прнтиров и к центру в соответствии с векторной схемой, приведенной на фиг.З Для изменения траектории движения Деталей используют направляющие 4 и 5 (внутренние и наружные), способствующие более равномерному износу инструментов. Черновую доводку осуществляют при Максимально допустимых значениях эксцентриситета е (близких к 1/3 диаметра притира), а окончательную при меньших значениях. Предложенный способ позволяет вести непрерывную двустороннюю дово 84 ку деталей, обеспечивая высокое качество обработки. Формула изобретения Способ двусторонней доводки деталей между вращающимися в противоположные стороны притирами, отличающийся тем, что, с целью повьшения производительности обработки путем обеспечения непрерывной доводки деталей, в процессе об-работки производят периодическое изменение эксцентриситета между осями притиров в пределах от О до 1/3 диаметра притиров. Источники информации, принятые во внимание при экспертизе 1,Авторское свидетельство СССР № 218685, кл. В 24 В 37/04, 1968. 2.Авторское свидетельство СССР № 566720, кл. В 24 В 37/04, 1975 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для двусторонней доводки деталей | 1990 |
|
SU1756123A1 |
| Устройство для двусторонней доводки деталей | 1982 |
|
SU1057258A1 |
| Станок для доводки деталей | 1982 |
|
SU1054030A1 |
| Способ двусторонней доводки | 1989 |
|
SU1683998A1 |
| СПОСОБ ПРАВКИ ПРИТИРОВ НА ДВУХДИСКОВЫХ ДОВОДОЧНЫХ СТАНКАХ | 2001 |
|
RU2202462C2 |
| Плоскодоводочный станок | 1981 |
|
SU990481A2 |
| Способ доводки деталей | 1976 |
|
SU727407A1 |
| Плоскодоводочный станок | 1979 |
|
SU837805A1 |
| Станки для доводки наружных поверхностей вращения | 1988 |
|
SU1511089A1 |
| СПОСОБ ВИБРАЦИОННОЙ НЕПРЕРБ1ВНОЙ ДОВОДКИ | 1968 |
|
SU218685A1 |