(54) КАЛИБР ДЛЯ КОНТРОЛЯ РАСПОЛОЖЕНИЯ КАНАВОК НА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЯХ
1
Изобретение относится к машиностроению и может быть использовано для контроля расположения канавок на цилиндрических деталях.
Наиболее близким по технической суп.;ности и достигаемому эффекту к предлагаемому является калибр для контроля расположения канавок на цили 1рических деталях методом надвигания, содержащий корпус с базовой плоскостью, проходные и непроходные предельные элементы, рабочие поверхности которых параллельны базовой плоскости 1.
Однако этот калибр имеет малую площадь прилегания базовой плоскости к опорной поверхности контролируе.мой детали, что приводит к низкой точности контроля.
Цель изобретения - повып:ение точности контроля.
Поставленная цель достигается тем, что в калибре для контроля расположения канавок на цилиндрических деталях, содержащем корпус с базовой плоскостью, проходные и непроходные предельные элементы, рабочие поверхности которых параллельны базовой плоскости, корпус выполнен и-образной формы, предельные элементы выполнены в виде буртиков, расположенных на торце корпуса, противоположном базовой плоскости, проходные предельные элементы расположены на параллельных концах корпуса, а непроходные предельн1)1е эле.менты - па криволинейной перемычке.
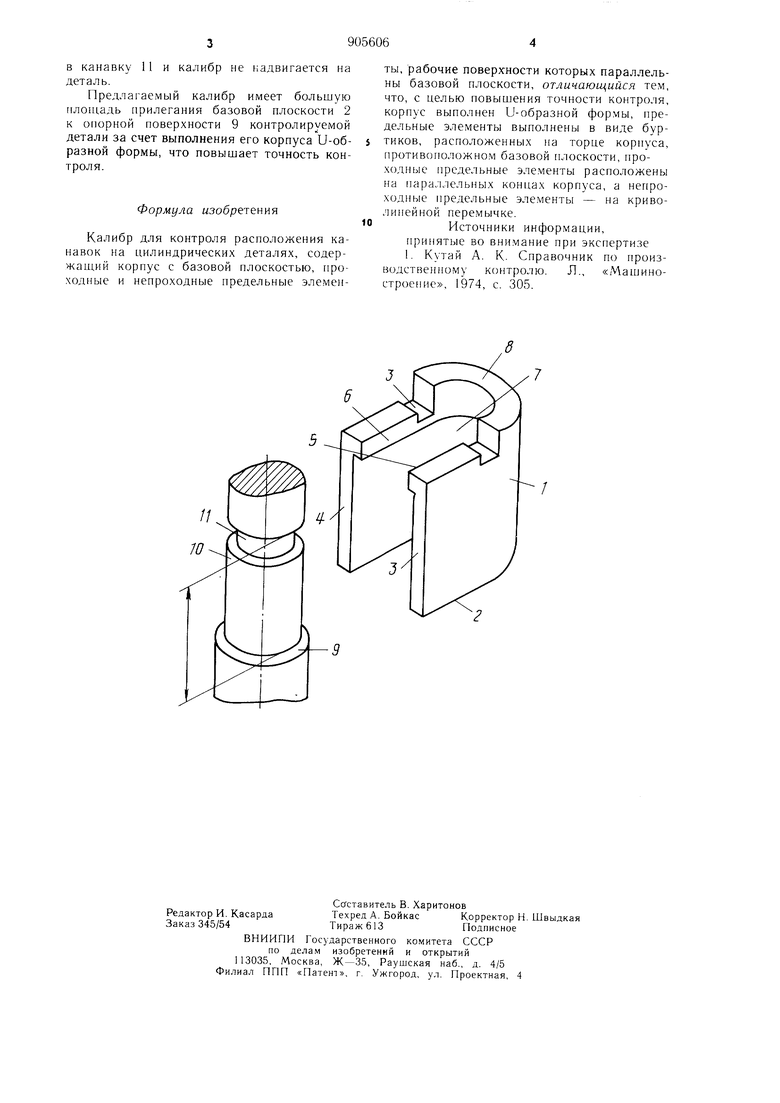
На чертеже показана схе.ма калибра для контроля расположения канавок на HII.IHHдрических деталях методом надвигания.
Калибр содержит корпус I с базовой плоскостью 2, проходные Г1редел11ные элементы 3 и 4 с буртика.ми 5 м 6 и ненроходной предельный элемент 7 с буртиком 8.
Калибр работает следующим образом.
Базовую плоскость 2 устанавливают на опорную поверхность 9 контролируемой детали 10 и надвигают калибр на контролируемую деталь 10. В случае соответствия контролируемого размера заданным размерам буртики 5 и 6 проходят в канавку 11,а буртик 8 не проходит в нее. В случае несоответствия контролируемого размера заданным пределам буртики 5 и 6 не проходят
в канавку 11 и калибр не надвигается на деталь.
Предлагаемый калибр имеет большую площадь прилегания базовой нлоскости 2 к опорной поверхности 9 контролируемой детали за счет выполнения его корпуса U-образной формы, что повышает точность контроля.
Формула изобретения
Калибр для контроля расположения канавок на цилиндрических деталях, содержащий корпус с базовой плоскостью, проходные и непроходные предельные элементы, рабочие поверхности которых параллельны базовой плоскости, отличающийся тем, что, с целью повышения точности контроля, корпус выполнен U-образной формы, предельные элементы выполнены в виде буртиков, расположенных на торце корпуса, противоположном базовой плоскости, проходные предельные элементы расположены па параллельных концах корпуса, а ненроходные предельные элементы - на криволинейной перемычке.
Источники информации, принятые во внимание при экспертизе 1. Кутай А. К. Справочник по производственному контролю. Л., «Машиностроение, 1974, с. 305.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для измерения и сортировки деталей по наружным размерам | 1938 |
|
SU57813A1 |
| КАЛИБР-КОЛЬЦО ДЛЯ КОНТРОЛЯ ОПИСАННОГО ДИАМЕТРА | 1970 |
|
SU274391A1 |
| Способ контроля размеров с помощью гладких калибров | 1985 |
|
SU1415022A1 |
| Калибр для контроля отверстий | 1989 |
|
SU1684585A1 |
| КАЛИБР ДЛЯ ТАНГЕНЦИАЛЬНЫХ ОТВЕРСТИЙ | 2015 |
|
RU2584264C2 |
| Устройство для контроля диаметра цилиндрических деталей | 1989 |
|
SU1747864A1 |
| Контрольно-сортировочное устройство для деталей цилиндрической формы | 1989 |
|
SU1729617A1 |
| КАЛИБР СФЕРЕЯР ДЛЯ ИЗМЕРЕНИЯ ВНУТРЕННИХ ДИАМЕТРОВ И МЕРНЫЙ СТЕРЖЕНЬ КАЛИБРА СФЕРЕЯР ДЛЯ ИЗМЕРЕНИЯ ВНУТРЕННИХ ДИАМЕТРОВ | 2002 |
|
RU2238519C2 |
| Способ изготовления измерительных калибров | 1989 |
|
SU1647216A1 |
| Калибр для измерения внутренних диаметров и способ изготовления цилиндрического стержня | 1989 |
|
SU1712767A1 |
