(5) УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ОТБОРТОВКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для объемной штамповки изделий | 1980 |
|
SU1171169A1 |
| Автоматическая линия для изготовления изделий типа ободов мотоциклетных колес | 1977 |
|
SU742014A1 |
| Штамп для выдавливания | 1990 |
|
SU1722674A1 |
| Устройство для пластической обработки трубчатых деталей эластичной средой | 1990 |
|
SU1799652A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ПРУТКА | 1990 |
|
RU2009759C1 |
| СПЕЦИАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ | 1992 |
|
RU2050214C1 |
| Вертикальный гидравлический пресс | 1991 |
|
SU1802798A3 |
| Загрузочно-разгрузочное устройство | 1978 |
|
SU763030A1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА КАМНЕЙ БЕТОННЫХ | 2017 |
|
RU2661484C1 |
| УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОГО ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ГОФРОВ НА ТРУБНЫХ ЗАГОТОВКАХ | 1991 |
|
SU1826241A1 |

I
Изобретение относится к обработке металлов давлением и может быть ис пользовано в машинах для отбортовки концов труб.
M3BectHO устройство для двусторонней отбортовки труб, содержащее I станину, матрицы, пуансоны и привод перемещения пуансона Т}.
taKoe конструктивное решение не обеспечивает самоцентровки труб в процессе обработки. Необ;;одимо для каждого типоразмера труб .изготавливать свою матрицу,что приводит к излишнему перерасходу металла и значительным затратам времени на переналадку пресса.
Цель изобретения - повышение производительности устройства, улучшение условий работы и повышение надежности.
Поставленная цель достигается тем, что устройство для двусторонней отбортовки труб, содержащее станину, съемные матрицы и пуансоны с
приводом, снабжено свободнЬ перемещающимся по станине по продольной оси устройства каретками и подвешенными на яих через пружинные компенсаторы матрицедержателями в виде клещевых захватов, а также силовыми гидроцилиндрами, установленными между челюстью одной клещевины и рычагом другой; при этом съемные матрицы выполнены в виде двух полуtoматриц, закрепленных в захватах клещевин.
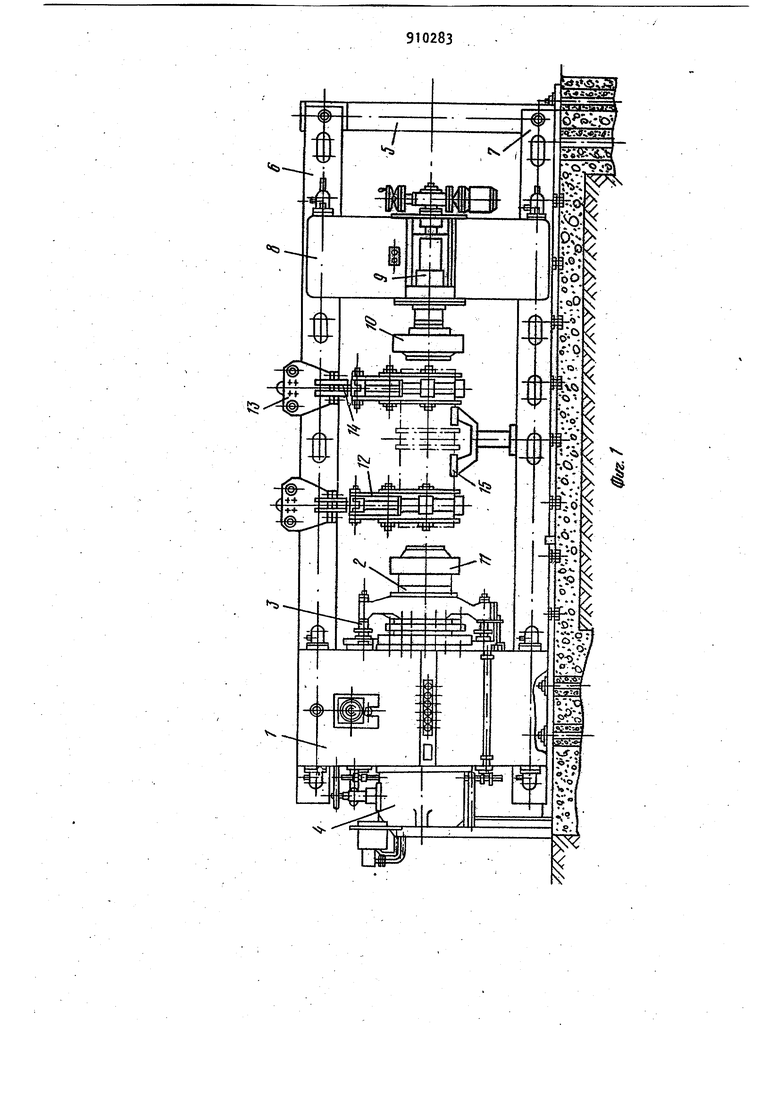
На фиг. 1 изображен общий вид пресса; на фиг.2 - формовочная основная матрица; на фиг. 3 - съемная
15 матрица.
В передней поперечине 1 размещены рабочий гидроцилиндр 2, два возвратных цилиндра 3 и привод k.
Задняя поперечина 5 соединена с
20 передней тягами прямоугольного сече-, ния - верхней 6 и нижней 7. Между тягами установлена подвижная поперечина 8, в которой расположены товрй угГор 9 с электроприводом и съемный пуансон 10. Второй пуансон 11устанавливают на поршне главного цилиндра устройства. Формовочные матрицы 12 в верхней чactи соединяются с подвесными каретками.13 че рез пружинные компенсаторы 14, которые обеспечивают с моцентровку труб ц, предотвращают их обрыв при захватывании матрицами в процессе отбортовки. : Передача труб в открытые формовочные матрицы производится снизу пневмоподъемником 15, установленным на нижней тяге 7 устройства, с противоположной стороны которой устанавливается площадка для накату и съема труб после отбортоаки (не показано). Формовочная матрица 12 выполнена в виде клещевых захватов из двух клещевин 16 и 1, соединенных между собой полуосью. В верхней части каж дый из захватов имеет удлиненный ры чаг, соединяющийся с головкой шток поршня гидpoцилиндiэa 18, шарнирно закрепленного в корпусе противоположного захвата, т.е. в распор, что обеспечивает необходимое .усилие обжима трубы. В нижней части матрица 12имеет замковое устройство в виде приварных пластин,препятствующих по перечному сдвигу в процессе отбортовки (не показано). Захваты 16 и 17 имеют по четыре отверстия для крепления полуматриц разных труб. Матрица 12 своей полуосью соединена с пружинным компенсатором, который в свою очередь соединен с подвесной кареткой 13. Матрица 12 может быть выполнена в виде двух полуматриц 20 и 21, которые устанав ливают в захваты матрицедержателя и закрепляют болтами. Устройство работает следующим |образом. Труба, подлежащая отбортовке, подается на приемную площадку и вме те с фланцами, сдвинутыми к середине трубы,накатывается на подъемник V Включением гидроцилиндров 18 кле щевины формовочной матрицы 12 раскрываются, а под-ьемник подает в них трубу. Смещением подвесных кареток 13 регулируется необходимая величина выступа: концов труб за линию матрицу, после чего гидроцилиндры воздействуют на матрицы 12 и зажимают концы трубы. Затем перемещением винтового упора 9 установленный на нем пуансон подводится к трубе, после чего включается в работу поршень главного цилиндра 2 устройства с закрепленным на нем пуансоном 11, который перемещает его до полного упора в трубу и производит одновременную отбортовку трубы с двух сторон. После отбортовки включаются возвратные цилиндры 3, которые перемещают поршень главного цилиндра в первоначальное положение вместе с пуансоном I1. Включением винтового упора 9 на обратный ход освобождают трубу от второго.пуансона 10, Захваты 16 и 17 матрт ы 27 раскрываются, и труба ложится на 1юдъемник 15, который опускает ее и перекатывает на площадку готовой продукции. Конструкция проста, обеспечивает высокую производительность. Формула изобретения 1.Устройство для двусторонней отбортовки труб, содержащее станину, съемные матрицы и пуансоны с приводом, отличающееся тем, что, с целью повышения производительности и улучшения условий работы, оно снабжено установленными по станине с возможностью перемещения вдоль продольной оси устройства каретками и подвешенными на них через пружинные компенсаторы матрицедержателями, 2.Устройство по П.1, о т л и чающееся тем, что матрицедержатели выполнены в виде клещевых захватов с рычагами и снабжены силовыми гидроцилиндрами, установленными между захватом одной клещевины и рычагом другой клещевины. 3.Устройство по П.1, о т л и чающееся тем, что съемные матрицы выполнены в виде двух полуматриц, закрепленных в захватах клещевин. Источники информации,принятые во внимание при экспертизе 1. Чертежи установки для двусторонней отбортоеки труб Харьковского КМЗ, выполненной на базе пресса Пб73б, 1975 (прототип).
