IS
Фиг2
t140
Изобретение относится к обработке металлов давлением и может быть использовано в производстве зубчатых колес J звездочек и других зубчатых профилей.
Цель изобретения является повьппе- ние точности и качества накатки.
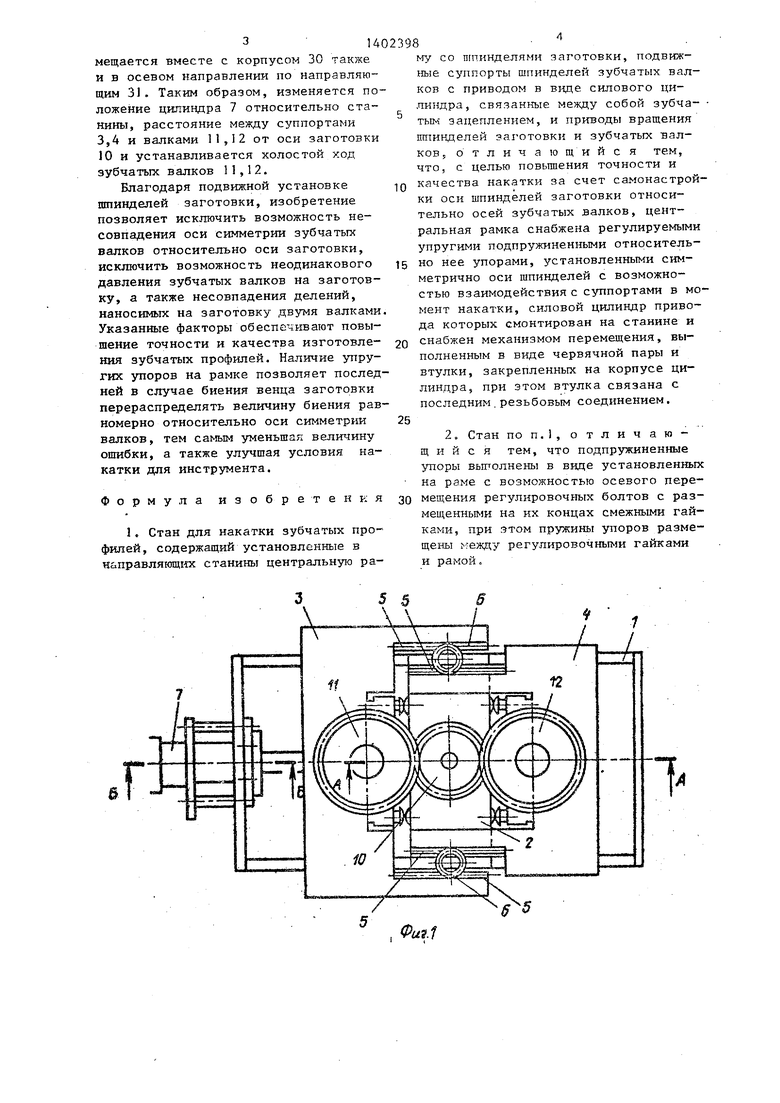
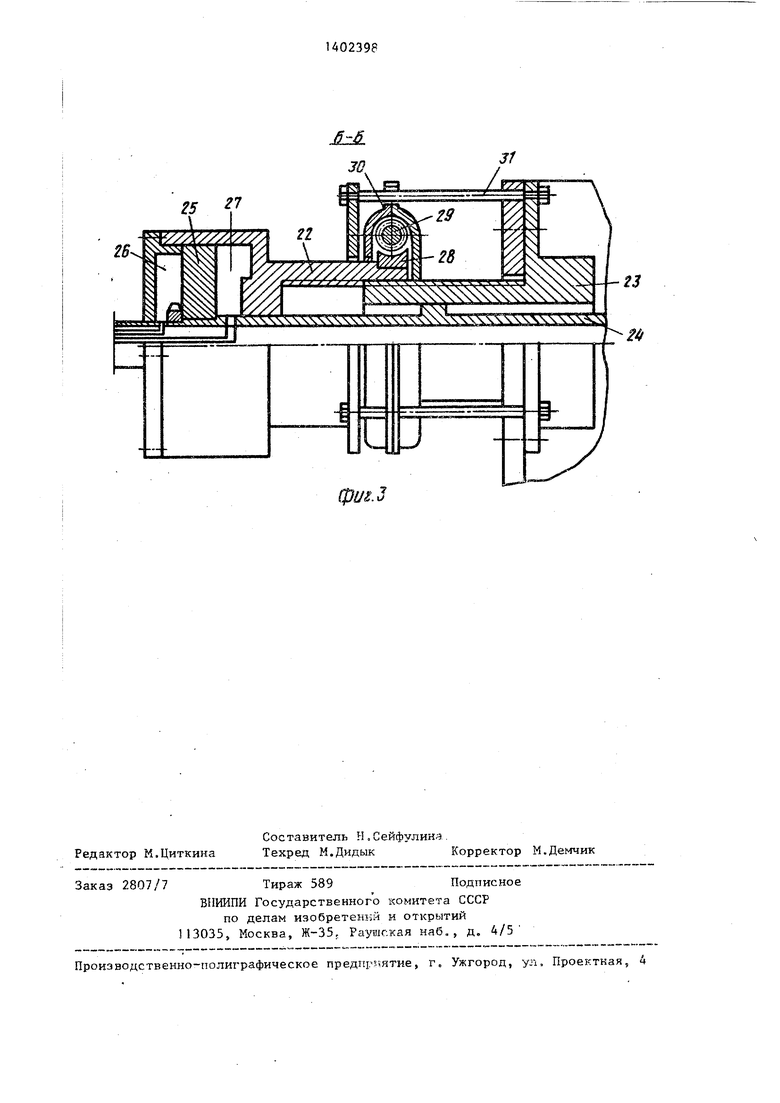
На фиг. показан стан, вид в плане; на фиг.2 -.разрез А-Анафиг.; на фиг.З - разрез Б-Б на фиг.З.
Стан содержит станину с направляющими -15 установленные на направляющих подвижно центральную рамку 2 и суппорты 3,4. Суппорты 3,4 связаны между собой закрепленными на них зуЬ- чатыми рейками 5 и сопряженными с ними шестернями 6, установленными на станине. Суппорты 3,4 имеют привод в
IIи 12 с заготовкой 10, суппорта 3
15 или 4 вступают в контакт с упорами рамки 2 и далее, если ось их симметрии совпадает с осью симметрии рашск, перемещается5 преодолевая действие пружин до упомянутого контакта равно- виде силовогр цилиндра 7. Рамка 2 не- 20 мерно, В случае несовпадения осей сет на себе шпиндели 8,9 зажима заго- симметрии валков П,12 и оси заготов- товки 10. Суппорты 3,4 несут на себе шпиндели с зубчатыми валками 11512, имеющими привод вращения от карданных валов 3,14 через червячные пары 25
ки 10, один из суппортов, например суппорт 3, двигаясь вправо, вступает первым в контакт с левыми упорами рамки 2 и перемещает рамку вправо до контакта ее с суппортом 4, правыми упорами, совмещая тем самым ось симметрии валков и оси заготовки При этом зубчатые валки П и 12 суппортов 3 и 4 перемещаются навстречу друг другу, еще не достигнув контакта с заготовкой 10, Контакт с заготовкой произойдет тогда, когда они равномерно созкмут оттарированные на одинаковые усилия пружины 21 на упорах 20. Только.после этого происходит зажим заготовки 10 межэ;у валками
15,16. Шпиндель 8 имеет привод от карданного вала 17 через червячнзпо пару 18. Рамка 2 снабжена регулируе- ыми упругими упорами, состояпз;и1 1и из болтов 19, гаек 20 и тарельчатых пру жйн 21 о Торцы гаек 20 контактируют с плоскостями сутгдортов 3,4, располо- женньаш перпендажулярно к направляющим 1 .
Упоры расположенм в плоскости осей вапков , Расстояния от оси шпинделей 8,9 заготовки 10 до конца упоров при расжатьпс пружинах 2 долж Hbs быть равны или быть больше суммы радиусов заготовки 10 и одного зубчатого валка 11 нли 12. Это условие обеспечивает самоцентрирование рамки 2 н совпадение оси симметрии валков I1, 12 с осъыз шпинделей 8,9 заготовки 10 до начала процесса накатки и деления зубьев.
Корпус 22 цилиндра 7 своей внутренней поверхностью сопряжен с резь бовой втулкой 23, закрепленной жесг- ко на станине. Шток 24 с поршнем 25 закреплен на суппорте 3 с Б корпусе 22 цилиндра 7 имеются полости 26s27. Ка корпусе 22 неподвижно закреплен червячный венец 28;, сопряженный с «;ервякоы 29, помещенным в корпусе 30 Корпус 30 имеет возможность перемещаться вместе с корпусом 22 Jja направляющих 311 , закрепленных на станина
Стан работает следующим образом.
Нагретую заготовку 10 згилимаю между шпинделя чи 8,9. Включают цилиндр 7 для сближения валков I1,I2 с заготовкой 10. При этом жидкость поступает в полость 26 и перемещает поршень 25, шток 24 и суппорт 3 с зубчатым валком 11 по направляющим
Iвправо, заставляет шестерню 6 вращаться и перемещать суппорт 4 с зубчатым валком 2 по направляющим 1 влево. Не доходя до контакта валка
IIи 12 с заготовкой 10, суппорта 3
или 4 вступают в контакт с упорами рамки 2 и далее, если ось их симметрии совпадает с осью симметрии рашск, перемещается5 преодолевая действие пружин до упомянутого контакта равно- мерно, В случае несовпадения осей симметрии валков П,12 и оси заготов-
ки 10, один из суппортов, например суппорт 3, двигаясь вправо, вступает первым в контакт с левыми упорами рамки 2 и перемещает рамку вправо до контакта ее с суппортом 4, правыми упорами, совмещая тем самым ось симметрии валков и оси заготовки При этом зубчатые валки П и 12 суппортов 3 и 4 перемещаются навстречу друг другу, еще не достигнув контакта с заготовкой 10, Контакт с заготовкой произойдет тогда, когда они равномерно созкмут оттарированные на одинаковые усилия пружины 21 на упорах 20. Только.после этого происходит зажим заготовки 10 межэ;у валками
11и 12. Благодаря совпадению осей симметрии валков и заготовки, оба
валка подойдут к заготовке одновременно и давления валков 11,12 на заготовку 10 будут уравковешеяьь Затем включают приводы вращения валкоз I
12и заготовки 10 и начинают процесс какатки зубчатого профиля. По окончании н:акатки приводы вращения выкхло- чают. Включают подачу жидкости а полость 27 цилиндра 7., Поршень 25, шток 24 и суппорт 3 перемещаются влево, а суппорт 4 вправо, Валгси s , 2
отходят от накатанного изделия, Иэдк- лие снимают, стаззят новую агготовку 10, и цшсл работы повторяется.
При на;гадке стана на ноньтй диадугетр заготовки вращением черзяка 29 вращают червячный вене 28, а зместе с шш корпус 22 цилиндра 7, При этом, благодаря сопряжению корпуса 22 с резьбовой втулкой 23.j корпус 22 перемещается вместе с корпусом 30 также и в осевом направлении по направляющим 3. Таким образом, изменяется положение цилиндра 7 относительно станины, расстояние между суппортами 3,4 и валками 11,12 от оси заготовки 10 и устанавливается холостой ход зубчатых валков 11,12.
Благодаря подвижной установке шпинделей заготовки, изобретение позволяет исключить возможность несовпадения оси симметрии зубчатых валков относительно оси заготовки, исключить возможность неодинакового давления зубчатых валков на заготовку, а также несовпадения делений, наносимых на заготовку двумя валками Указанные факторы обеспечивают повышение точности и качества изготовле- ния зубчатых профилей. Наличие упругих упоров на рамке позволяет последней в случае биения венца заготовки перераспределять величину биения равномерно относительно оси симметрии валков, тем самым уменьшая величину ошибки, а также улучшая условия накатки для инструмента.
Формула изобретения
1. Стан для накатки зубчатых профилей, содержащий установленные в нг.правляющ1«с станины центральную со шпинделями заготовки, подвиж- ньш суппорты шпинделей зубчатых валков с приводом в виде силового цилиндра, связанные между собой зубчатым зацеплением, и приводы вращения пшинделей заготовки и зубчатых: валков, отличающийся тем, что, с целью повьшения точности и качества накатки за счет самонастройки оси шпинделей заготовки относительно осей зубчатых валков, центральная рамка снабжена регулируемыми упругими подпружиненными относительно нее упорами, установленными симметрично оси шпинделей с возможностью взаимодействия с суппортами в момент накатки, силовой цилиндр привода которых смонтирован на станине и снабжен механизмом перемещения, выполненным в виде червячной пары и втулки, закрепленных на корпусе цилиндра, при этом втулка связана с последним.резьбовьм соединением.
2. Стан ПОП.1, отличающийся тем, что подпружиненные упоры выполнены в виде установленных на раме с возможностью осевого перемещения регулировочных болтов с размещенными на их концах смежными гайками, при этом пружины упоров размещены между регулировочньти гайками и рамой 
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для накатки зубчатых профилей | 1991 |
|
SU1810196A1 |
| Стан для накатки зубчатых профилей | 1990 |
|
SU1808452A1 |
| Стан для накатки зубчатых профилей | 1989 |
|
SU1792781A1 |
| Стенд для прокатки кольцевых деталей с внутренним профилем | 1989 |
|
SU1697958A1 |
| Стан для прокатки зубчатых колес | 1977 |
|
SU921659A1 |
| Стан для накатки зубчатых профилей | 1990 |
|
SU1814953A1 |
| Стенд для накатки зубчатых колес | 1989 |
|
SU1669627A1 |
| Стан для прокатки зубчатых профилей | 1986 |
|
SU1400743A1 |
| Стан для прокатки зубчатых профилей | 1977 |
|
SU910296A1 |
| Стенд для прокатки цилиндрических зубчатых колес | 1985 |
|
SU1260091A1 |
Изобретение относится к обработке мегаллон давлением и может быть использовано в производстве зубчатых колес, звездочек и других зубчатых профилей. Цель - повышение точности и качества накатки. Центральная рамка 2 подвижно установлена со шпинделями 8,9 заготовки 10 на направляющих 1 станины. Рамка снабжена упругими упорами, контактирующими с костями суппортов 3,4 и расположенными перпендикулярно направляющим. Упоры расположены в плоскости осей зубчатых валков 11, 12, При этом корпус силового цилиндра привода установлен с возможностью вращения и осевого перемещения. Устройство позволяет исключить возможность несовпадения оси симметрии зубчатых-валков относительно оси заготовки, исключить возможность неодинакового давления зубчатых валков на заготовку, что повысит точность и качество накатки. 1 з.л, ф-лы, 3 ил. с « (Л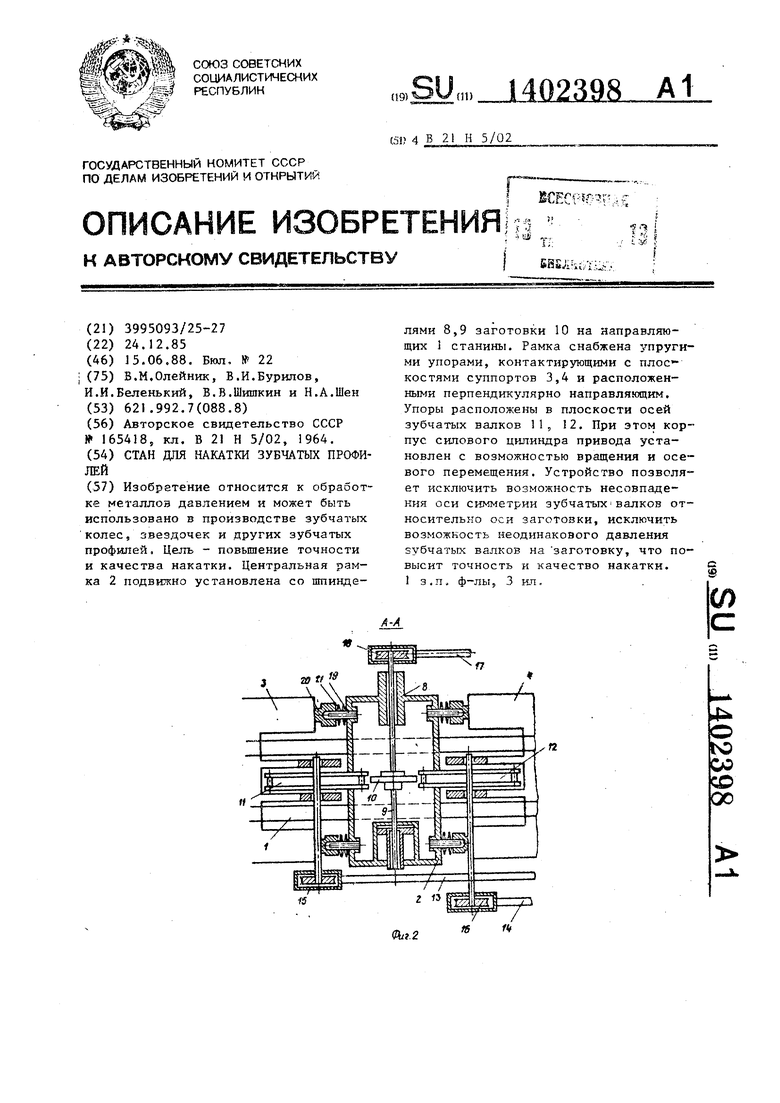
25 7
2В
| СТАН ДЛЯ ПРОКАТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 0 |
|
SU165418A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
