1
Изобретение относится к текстильному машиностроению для легкой щ)омышленности и касается текстильного отделочного обсрудования, а именно поточных линий для обработки расправленных по ширине текстильных полотен.
Известны поточные линии и другое технологическое оборудование различного технологического назначения для однсцврвменной обработки нескольких, расправленных по ширине текстильных полотен, тфименяемые в текстильных отделочных оизводствах, отличающиеся орут от друга, кроме технологического назначения, состава технологического оборуаования, его конструкций и др., также расположением обрабатываемых полотен относительно друг друга на Напдравляющих элементах: валах, роликах, сушильных барабанах и др., часть из которых являются щжводными.
Поточная линия, в которой обрабатываемые полотна расположены без сотфикосновення друг с другом на одних и техже горизонтальных и параллельных меэкду собой натравляющих элементах, 1фичем так, что середины полотен находятся в отдельнойдля каждого полотна, вертикальной плоскости LI
Поточная лини, отличающаяся от предыдущей в части расположения полотен относительно друг друга и относительно нащ)ав1гающих элементов тем, что на горизонтальных натфавляющих элемешгах
10 части технологического оборудованш располагают и соответственно обрабатывают по одному полотну, а на направляющих элементах остального оборудования в этой поточной линии располагают и соответственно обрабатывают все полотна 2j.
15
Оборудование, в котором одновременно обрабатывают несколько полотен, наложенных друг на друга на горизонтальных и взаимно параллельных нащзавдяющих
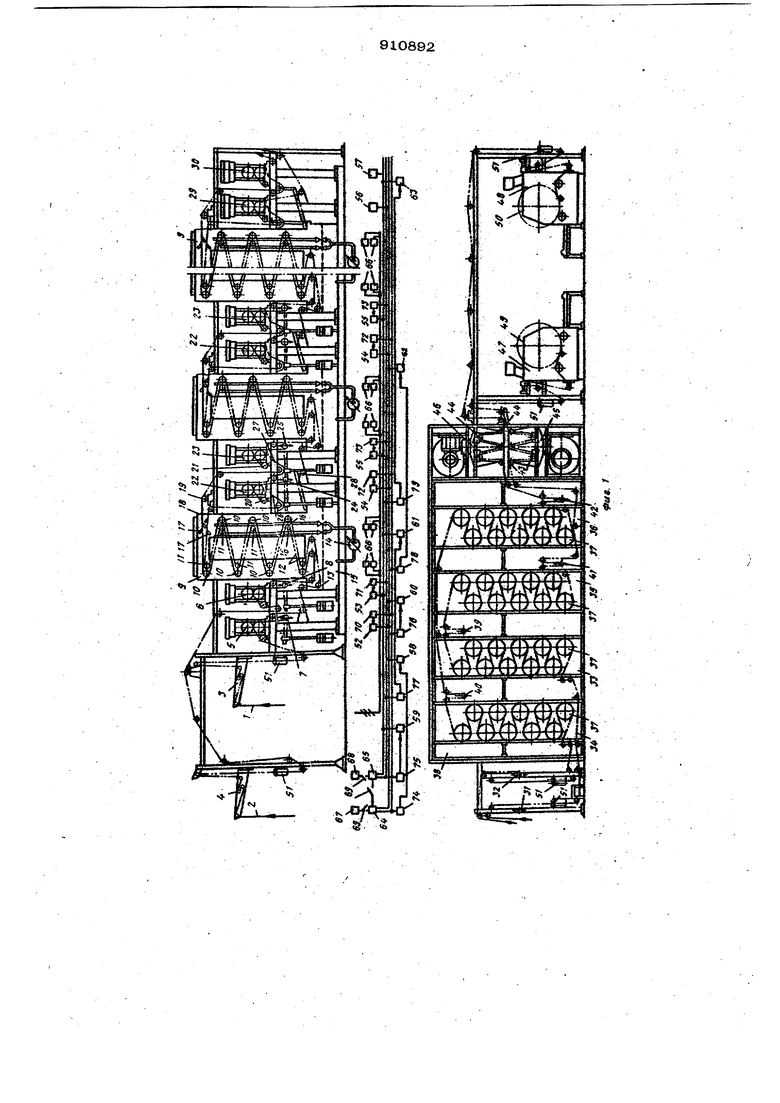
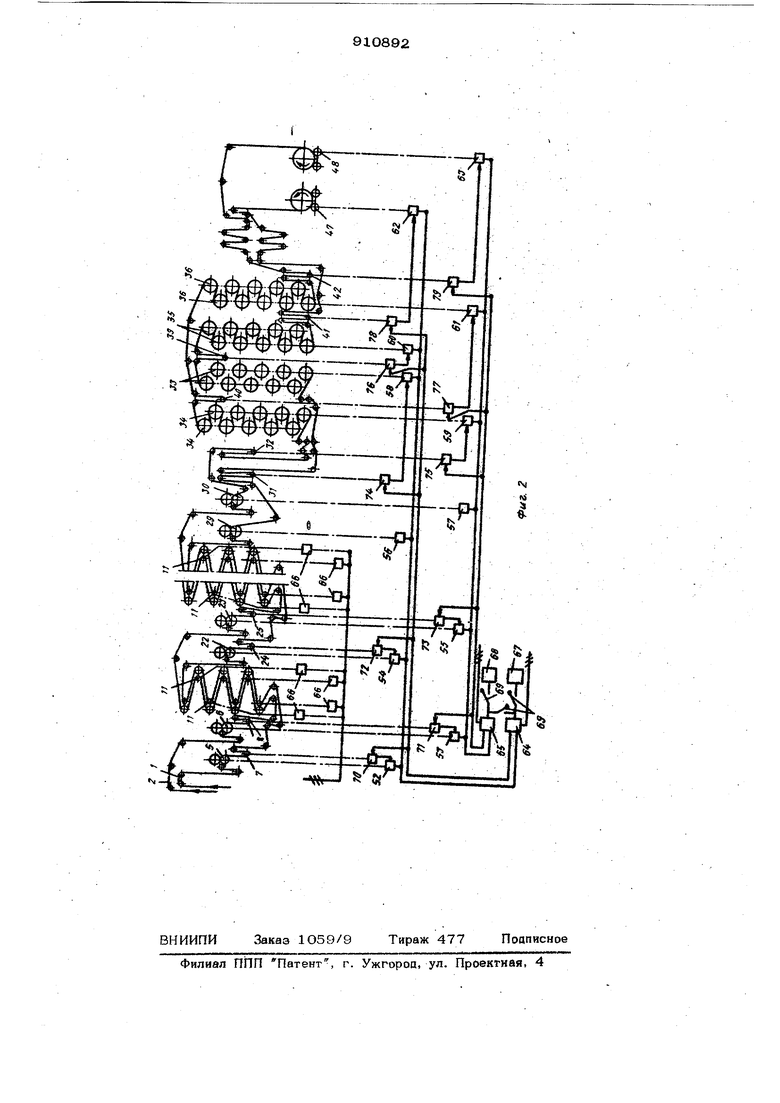
элементах его и оборудование, в котором одновременно обрабатывают наложенные друг на друга несколько полотен, расположённых без соприкосновения с несколькими другими полотнами, также наложенными друг на друга на одних и тех же, что и несколько первых полотен на15)авляющих элементах З Однако указанные поточные линии и оборудование для одновременной обработ ки нескольких, расправленных по ширине полотен, имеют сравнительно ограниченное применение в текстильных отделочных производствах. При обработке текстильных полотен различного ассортимента даже с теорети чески одинаковыми физико-механическим свойствами поверхностной плотностью 1 м , ухфугостью, степенью изменения линейных размеров и др., в указанных поточных линиях и оборудовании не всег да обеспечивается требуемое одинаковое качество их в основном щэактичес кой разницы этих свойств в таких полот нах, проявляющейся при транспортировании полотен по единым для них направляющим элементам в виде неравных линейных деформаций полотен, в том числе остаточных, не компенсщзуемых в последующих машинах поточной линии. Ограниченное хфименение указанных поточных линий и обчрудования в текстильных отделочных производствах состоит в том, что в них возможно обрабат вать полотна только с одинаковой скоростью, определяемой скоростью единых для всех полотен натравляющих элементов, из-за чего в таких поточных линиях обрабатывают теоретически одинако вые текстильные полотна ограниченного ассортимента, в связи с чем сужаются технологические возможности и снижается производительность таких поточных линий. Известна тахоке поточная линия для обработки рас1фавленных по ширине текстильньцс полотен, содержащая последова тельно установленные по ходу движения полотна и кийематически связанные между собой заправочнь1е, обрабатывающие, сушильные, охлаждающие, и накатные уст ройства, каждое из которых имеет нахфавляющие горизонтальные элементы для каждого полотна, одна часть которых связайа с электрохфиводом . Однако и эта поточная линия не обеспечивает повьшения 1дзоизводительности и расширения ее технологических возмож ностей. Цель изобретения - повьииение гфоизводительности поточной линии и расширение ее технологических возможностей. Поставленная цель достигается тем, что поточная линия для обработки- расправленных по ширине текстильных полотен, . содержащая последовательно установленные по ходу движения полотна и кинематически связанные между собой за1фавочные, обрабатывающие, сущильные, охлаждающие и накатные устройства, каждое из которых .имеет нахфавляющие горизонтальные элементы для каждого полотна, одна часть которых связана с электроприводом, имеет пары тянульных валов для каждого полотна, расположенные в чередующемся порядке с обрабатывающими устройствами, при этом электропривод состоит из преобразователей и связанных с ними задатчиков скорости перемещения полотна, количество которых соответствует числу одновременно обрабатываемых полотен и переключа- ; теля, связанного с задатчиками, а один из валов каждой пары и приводные на1равляющие элементы сушильного и накатных устройств для обработки каждого полотна имеют индивидуальные лриводы, связанные с соответствующим преоб i разователем. Натравляющие элементы каждого обрабатывающего устройства для полотен выполнены в виде роликов, оси вращения которых расположены в параллельных между собой вертикальных плоскостях, прк этом оси приводных и неприводных направляющих элементов каждого полотна установлены в чередующемся между собой порядке по ходу движения полотна и со смещением оЬей одна относительно другой по вертикали. На фиг. 1 изображена поточная линия для одновременной промывки и сушки двух напечатанных текстильных полотен; на фиг. 2 - схема электропривода,характеризующая его связь с приводными нагфавляющими элементами поточной линии. Полотна 1 и 2 через захфавочные устройства 3 и 4 выбкраюгтся тянульными дарами валов 5 и 6 и через компенсатр-tры 7 и 8 поступают в обрабатывающие устройства, например ванны 9. Проходя снизу вверх по направляющим элементам, выполненным в виде роликов 10 и роликов 11 горизонтальным или несколько наклонным к горизонту ветвями 12, в ванне 9 полотна 1 и 2 промываются моющей жидкостью 13, подаваемой насосом 14 из нижней зоны 15 ванны 9 через перфорированные спрысковые трубы 16, асположенные над ветвями 12 полотен 1 н 2. Перед выходом полотен из ванны 9 с них раклями 17 удаляется удерживаемая на их поверхностях избыточная моющая жидкость 13, после чего полот на проходят через уплотнители 18, уста новленные в ваннах 9, а затем, перемешаясь по нахфавляющим роликам 19 и расщ)авляющим устройствам.20 и 21, отжимаются парами отжимных валов 22 и 23 и поступают на компенсаторы 24 и 25, Отжатая из полотен 1 и 2 парами отжимных валов 22 и 23 избыточная i, моющая жидкость 13 через сборники 26 и 27 по трубам 28 самотеком возвращается в ванну 9 для повторного исполь зования. Трубы 28 расположены на неко тором расстоянии от обеих кромок тек, превышающем шсфину обрабатываемых полотен. Затем полотна 1 и 2 про- хсщят последовательно по щ)угим ваннам 9, чередующимся с двумя отжимных валов 22 и 23 и установленным пос ле них компенсаторам 24 и 25, размещенным соответственно после каждой ванны 9. Пройдя последнюю ванну 9 полотна 1 и 2 отжимаются двумя усиленны ми отжимеми 29 и ЗО. Промытые и отж тые полотна I и 2 1фоходят через компенсаторы 31 и 32, поступают каждое на колонки 33 и 34 и далее 35 и 36 соответственно, сушильных б абанов 37 сушильного устройства 38. Между колонками 33 и 34, 35 и 36 и после колонок 34 и 36 полотна проходят через соответствующие для них компенсаторы 39 и 40, 41 и 42. Высушенные полотна 1 и 2 охлаждаются, проходя по на1фавляющим роликам 43 и 44 охлаждающих устройств 45 и 46, а затем поступают в накатные устройства 47 и 48 и накатные устройства 49 и 5О. На входе в поточную линию, перед входом в сушильное устройство 38 и наг катные устройства 47 и 48 гфедусмотре но цекгрирование полотен в центрирук. ших устройствах 51. I. Привод тянульных пар валов 5 и 6, каждой пары отжимных валов 22 и 23, двух: усиленных отжимов 29 и 30, колонок б абанов 33 и 34, 35 и 36 и нака тных устройств 47 и 48 выполнен в вид электродвигателей постоянного тока 52 и 53, 54 и 55, 56,и 57, 58 и 59, 60 к 61, 62 и 63, из которых 56 и 57 являются ведущими, получающими шг ния от двух гфеобрааователей 64 и 65, обеспечивающих возможность перемещения с их помощью полотен I и 2 соот ветственно с различной линейной скоростью. .Привод каждого и каждого третьего по ходу полотна 1 и полотна .2 1риводных набавляющих роликов 11 в ваннах 9 выполнен.от отдельного для каждого из этих роликов электродвигателя 66 с регулируемым крутящим моментом, питаемого переменным током. Преобразователи 64 и 65 имеют каждый по одному задатчику 67 и 68 изменения и линейной скорости полотен 1 и 2 соответственно. Для обеспечения одновременной обработки полотен I и 2 с одинаковой линейной скоростью источники 64 и 65 с помощью переключателя 69 подключают к одному из задатчиков изменения линейной скорости, нахфим к задатчику 67, а задатчик 68 ифи этом отключают, Подд жашсе заданной линейной скорости перемещения полотен 1 и 2 и их натяжений осуществлено с помощью соответст;вующих для каждого из них компенсаторов 7 и 8, повт1 яющихся , и KOMneHcaTqpoB 24 и 25, 31 и 32,39 и 4О, 41 и 42, кинематически связанных с регуляторами возбуждения 7О и 71, 1ювт яющкхся пятикратю, и регулятсфамн возбуждения 72 и73, 74 и 75, 76 и 77, 78 и 79 соответственно, воздействующими- на изменение магнитного потока электродвигателей пост мшHcaxj тока 52 и 53, повторяющихся пяти- 1фатно, и электродвигателей постояи1юго тока 54 и 55, 58 и 59, 6О и 61, 62 и 63 соответственно. Применение предлагаемой поточной инии обеспечивает увеличение 1цюизводитепьности, достигаемой за счет возможности одно еменной обработки в ней полотен с одинаковой или с различной ля каждого из них ско ростью, 1фи коорой обеспечивается требуемое высокое, как одинаковое, так и различное, качество обработки каждого из них, необхбдимое соответственно для полотен с тесф&тйчески одинаковыми, но гфактичёски отличающимися физико-механическими показателями, ц для полотен с теоретически отличающимися физико-механическими показателями, а также расщщ)ение технологических возможностей поточной линии, достигаемых за счет одновременной высококачественной обработки в ней нескольких текстильных полотен; облагдающих не только одинаковыми, но и разЛИЧНЫМИ физико-механическими показагелями и, благодаря этому, возможности применения одновременной обработки нескольких полотен в поточных линиях не только ограниченного, но и различного технологического назначения. Кроме того, поточная линия обеспечи васт увеличение съема продукции с 1 м производственной площади, занимаемой оборудованием линии, не менее чем в 1,3 раза, достигаемое за счет более полного использования о&ьемов технологического обс удования в ней и объема занимаемого ею производственного помещения, а также технико-экономических показателей, в сравнении с Поточной линией соответствующего технологического назначения, предусмотренной для одновременной обработки одинакового с пред лагаемой поточной линией количества полотен и, тем более, в сравнении с пот чной линией, гфедусмотренной для обработки одного полотна. Формула изобретения 1, Поточная линия для обработки рас правленных по ширине текстильных полотен, содержащая последовательно установленные по ходу движения полотна и кинематически связанные между «бобой за1фавочные, обрабатывающие, сущильные охлаждающие и накатнью устройства каждое из которых имеет нагфавляющие горизонтальные элементы для каждого полотна, одна часть которых связана с электроприводом, отлич ающая с я тем, что, с целью повыщения производительности и расширения технологических возможностей линии, она имеет пары тянульных валов для каждого полотна, расположенных в чередующемся, порядке с обрабатывающими устройствами, Ери этрм электро1фивод состоит из 1феобразователей и связанных с ними задатчиков скорости перемещения полотна, количество которых соответствует числу одно еменно обрабатываемых полотен и переключателя, связанного с задатчиками, а один из валов каждой пары и приводные на1фавляющие элементы сущильного и накатных устройств для обработки каждого полотна имеют индивидуальные приводы, связанные с соответствующим 1феобразователем. 2. Линия попп. 1и2, отличаю щ а я с я тем, что на1фавляющие элементы каждого обрабатывающего устройства для полотен выполнены в виде роликов, оси вращения которых расположены в параллельных между собой вертикальных плоскостях, 1ФИ этом оси Щ)Иводных и нещуиводных нагфавляющих элементов каждого полотна установлены в чередующемся между собой порядке по ходу движения полотна и со смещением осей одна относительно другой по вертикали. Источники информации, 1финятые во внимание при экспертизе 1.Каталог текстильных мащин, аппаратов и агрегатов. ЦИНТИ, Мащ., М., 1961, с. 171. 2.Каталог-справочник. Оборудование красильно-отделочного производства. Иваново, 1971, ч. 1, с. 127. 3.Каталог-справочник. Оборудование красильно-отделочного 15}оизводства. Иваново, 1972, ч. И, с. 165. 4.Авторское свидетельство СССР № 300028, кл. D,O6 С 27/00, 1967, {15)ототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ОТДЕЛКИ ТЕКСТИЛЬНЫХ ПОЛОТЕН | 1971 |
|
SU303388A1 |
| Линия для обработки шерстяных тканей расправленным полотном | 1988 |
|
SU1553592A1 |
| ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ КРЕМНЕЗЕМНЫХ ТКАНЫХ МАТЕРИАЛОВ МЕТОДОМ ВЫЩЕЛАЧИВАНИЯ | 2021 |
|
RU2769711C1 |
| Устройство для продольного складывания текстильного полотна в многослойную ленту к поточной линии для жидкостной обработки | 1982 |
|
SU1087585A1 |
| СПОСОБ ЗАПРАВКИ И ПРОВОДКИ ТКАНИ | 1972 |
|
SU341535A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ТЕКСТИЛЬНОГО | 1973 |
|
SU362096A1 |
| Машина для шлихтования текстильных нитей | 1984 |
|
SU1175989A1 |
| Способ беления текстильного полот-HA и уСТРОйСТВО для ЕгО ОСущЕСТВлЕ-Ния | 1979 |
|
SU796272A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПЛАЗМОХИМИЧЕСКОЙ ОБРАБОТКИ ТЕКСТИЛЬНЫХ ПОЛОТЕН | 1988 |
|
SU1536881A1 |
| Машина для ширения и сушки текстильного полотна | 1983 |
|
SU1121336A1 |