(54) АВТОМАТИЧЕСКАЯ ОКРАСОЧНАЯ ЛИНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая окрасочная линия | 1982 |
|
SU1053892A1 |
| Автоматическая окрасочная линия | 1983 |
|
SU1207510A1 |
| Автоматическая окрасочная линия | 1985 |
|
SU1324693A1 |
| Автоматическая окрасочная линия | 1985 |
|
SU1269850A1 |
| Малярно-сушильный агрегат окраскиКРупНОгАбАРиТНыХ издЕлий СТРуйНыМОблиВОМ | 1979 |
|
SU852373A1 |
| Линия для окраски крупногабаритных изделий | 1977 |
|
SU654302A1 |
| Автоматическая окрасочная линия | 1986 |
|
SU1423178A1 |
| Окрасочная камера проходного типа | 1982 |
|
SU1053902A1 |
| Автоматизированная окрасочная линия | 1989 |
|
SU1666212A1 |
| Автоматическая линия для окраски крупногабаритных изделий | 1984 |
|
SU1199288A1 |
1
Изобретение относится к технике окраски изделий, перемещаемых конвейером, и предназначено для автоматизации процесса окраски методами распыления лакокрасочных материалов.
Известна автоматическая окрасочная линия, содержащая конвейер с подвесками для деталей, окрасочные и сущильные камеры, установленные в камерах с двух сторон конвейера окрасочные роботы и систему управления I.
Применение данных линий наиболее целесообраЗно в крупносерийном и массовом производствах. Однако, в атом случае резко повышаются требования надежности технологического оборудования для обеспечения бесперебойной работы конвейера.
Наиболее уязвимыми с точки зрения надежности работы в автоматических окрасочных линиях являются окрасочные устройства (роботы, автоматы), непосредственно осуществляющие процесс нанесения покрытий. Чаще всего возникающие неполадки незначительны - засорение распылителей и шлангов, повреждение щлангов, оседание пигмента в каналах краскоподающих устройств
и то.му подобные. Но для их устранения требуется остановка конвейера.
Цель изобретения - повышение надежности работы линии.
Цель достигается тем, что автоматическая окрасочная линия, содержащая конвейер с подвесками для изделий, окрасочные и сушильные камеры, установленные в камерах с двух сторон конвейера окрасочные роботы и систему управления, снабжена дополнительным роботом, установленным по одну из сторон конвейера, и механизмом разворота подвесок, смонтированным между расположенными по одну сторону конвейера основным и дополнительным роботами.
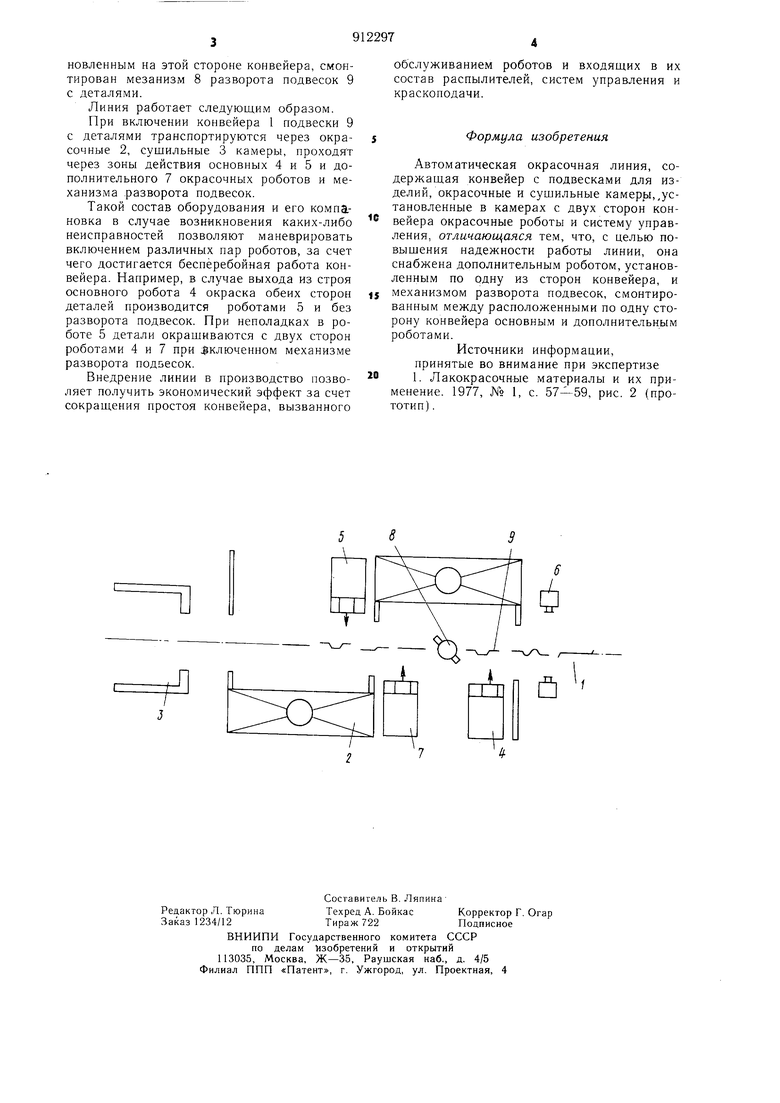
На чертеже изображена схема автоматической окрасочной линии.
Линия содержит конвейер 1, окрасочные 2 и сущильные 3 камеры, окрасочные роботы 4 и 5, систе.му управления 6, окрасочные роботы 4 и 5 установлены в камерах с двух сторон конвейера. На одной из сторон конвейера установлен дополнительный робот 7, а между основными, например роботом 4, и дополнительным роботом 7, установленным на этой стороне конвейера, смонтирован мезанизм 8 разворота подвесок 9 с деталями.
Линия работает следующим образом.
При включении конвейера 1 подвески 9 с деталями транспортируются через окрасочные 2, сушильные 3 камеры, проходят через зоны действия основных 4 и 5 и дополнительного 7 окрасочных роботов и механизма разворота подвесок.
Такой состав оборудования и его компановка в случае возникновения каких-либо неисправностей позволяют маневрировать включением различных пар роботов, за счет чего достигается бесперебойная работа конвейера. Например, в случае выхода из строя основного робота 4 окраска обеих сторон деталей производится роботами 5 и без разворота подвесок. При неполадках в роботе 5 детали окрашиваются с двух сторон роботами 4 и 7 при ключенном механизме разворота подвесок.
Внедрение линии в производство позволяет получить экономический эффект за счет сокращения простоя конвейера, вызванного
Обслуживанием роботов и входящих в их состав распылителей, систем управления и краскоподачи.
Формула изобретения
Автоматическая окрасочная линия, содержащая конвейер с подвесками для изделий, окрасочные и сушильные камеры,,установленные в камерах с двух сторон конвейера окрасочные роботы и систему управления, отличающаяся тем, что, с целью повышения надежности работы линии, она снабжена дополнительным роботом, установленным по одну из сторон конвейера, и механизмом разворота подвесок, смонтированным между расположенными по одну сторону конвейера основным и дополнительным роботами.
Источники информации, принятые во внимание при экспертизе 1. Лакокрасочные материалы и их применение. 1977, № 1, с. , рис. 2 (прототип) .
