Изобретение относится к области машиностроения, а именно к станкам вертикального типа для наружной токарной обработки деталей типа втулок ,
Известе.н вертикальный станок для обработки деталей типа втулок, содержащий приводной шпиндель изделия и разжимную оправку, предназначенную для его закрепления и привод ее разжима 1.
Однако высоко расположенный уровень загрузки этого станка вызывает затруднения при установке втулок на разжимную оправку и их снятии. При наличии поддержки оправки центром задней бабки высота станка значительно увеличивается.
В отношении жесткости и стабильности положения разжимной оправки во время обработки, неудобства загрузки 1 выгрузки деталей, а также потерь времени на выполнение этих операций известный вертикальный станок имеет те же недостатки, что и станки горизонтального типа.
Цель изобретения - повышение жесткости и точности базирования.
Эта цель достигается тем, что станок снабжен расположенным над приводным шпинделем, с.оосно с ним и установленным с возможностью перемещения вспомогательным шпинделем, на торцах которого соответственно закреплены разжимная оправка и привод ее разжима, причем разжимная оправка имеет возможность взаимодействия с приводным шпинделем, а также тем, что на нижнем торце разжимной оправки и на
10 верхнем торце приводного шпинделя выполнены зубья конической формы.
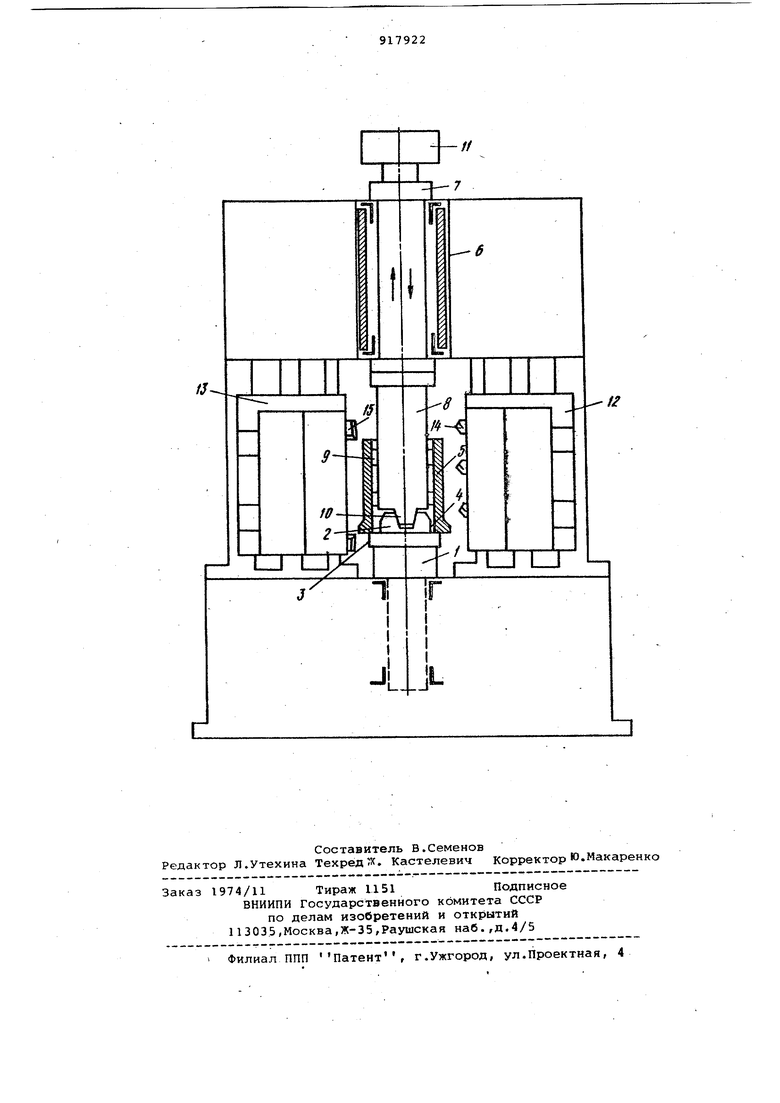
На чертеже изображена схема предложенного станка.
Приводной шпиндель 1 станка имеет
15 на верхнем торце зубья 2 конической формы. На шпинделе 1 выполнены опорная поверхность 3 и центрируЕощая поверхность 4 .Е1ЛЯ установки обрабатываемой втулки 5. Над шпинделем 1
20 соосно ему в гильзе 6 расположен вспомогательный шпиндель 7,к торцу которого жестко прикреплена оправка 8 с разжимными кулачками 9 , имеющая на нижнем торце зубья 10 конической формы.Ус25тановленный на верхнем конце шпинделя 7 привод И предназначен для перемещения кулачков 9 в радиальном направлении. На суппортах 12 и 13 закреплены резцы 14 и 15.
30 Станок работает следую11им образом. После установки обрабатываемой втулки 5 на опорную и центрирующую поверхности шпинделя 1 гильза 6 со шпинделем 7 перемещается вниз. При этом оправка 8 проходит в отверстие во втулке 5, а ее зубья 10 входят в плотное зацепление с зубьями 2 шпин деля 1 под некоторым осевым давлением. Посредством привода 11 перемещаю ся кулачки 9 оправки 8 в направлени внутренней ттоверхности обрабатываемой втулки 5. При этом втулка 5 зак репляется на оправке 8. При включении приводного электро двигателя (на чертеже не показан) приводится во вращение шпиндель 1, а вместе с ним и оправка 8 с закреп ленной на ней обрабатываемой втулкой 5. Подводом суппортов 12 и 13 с закрепленньми на них резцами 14 и 15 обрабатываются наружная поверхность и торцы втулки 5. По окончании обработки втулки 5 шпиндель I останавливается, кулачки 9 отводятся от внутренней поверхнос ти обработанной втулки 5 гильза б . со шпинделем 7 и оправкой 8 поднимается вверх, обра.ботанная втулка 3 снимается со шпинделя 1, а на ее место устанавливается очередная втулка, подлежащая обработке. При токарной обработке втулок на предложеннс с-.анке обеспечиваются удобная нормальная загрузка Деталей на рабочую позицию, большая жест-, кость и стабильность положения разжим ной. оправки при обработке втулок Это позволяет проводить их обработку на ускоренных режимах резания и обеспечивает высокую производительность и точность обработки. При этом сокращается время на установку и закрепление втулки на оправке, открепление и снятие втулки.с оправки, что также повышает производительность станка. . Формула изобретения 1.Вертикальный токарный станок для обработки деталей типа втулок, содержащий приводной шпиндель изделия и разжимную оправку, предназначенную для его закрепления и привод ее разжима, отличающийс я тем, что, с целью повышения жесткости путем обеспечения стабильности положения ра-зжимной оправки во время обработки и удобства загрузки и выгрузки изделий, а также повышения производительности, станок снабжен расположенным над приводным шпинделем соосно с ним и установленным с возможностью перемещения вспомогательным шпинделем, на торцах которого соответственно закреплены разжимная оправка и привод ее разжима, причем разжимная оправка имеет возможность взаимодействия с приводным шпинделем . 2.Станок по п.1, отличают и и с я тем, что, с целью повышения точности базирования изделия, на нижнем торце разжимной оправки и на верхнем торце приводного шпинделя выполнены зубья конической формы. Источники информации, принятые во внимание пои экспертизе 1. Проспект фирмы Diedesheim (ФРГ), К«1п 1978 (ПРОТОТИП).
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный токарный станок | 1990 |
|
SU1811439A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| РАЗЖИМНАЯ ОПРАВКА | 2013 |
|
RU2519708C1 |
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Токарный станок | 1988 |
|
SU1634367A1 |
| Оправка разжимная | 2021 |
|
RU2765419C1 |
| Станок для обработки изделий многолезвийным инструментом с круговой подачей | 1990 |
|
SU1764827A1 |
| Карусельный токарный станок | 1976 |
|
SU582962A1 |