I
Изобретение относится к области машиностроения, в частности к транспортно-загрузочным устройствам автоматических линий.
Известен автоматизированный участок, содержащий расположенные параллельно однотипные автоматические линии, станки в которых установлены по ходу технологического процесса, станочные накопители, располо женные между соседними станками в линиях, вертикальные элеваторы между соседними станками в линиях, вертикальные элеваторы, связанные со станочными накопителями. Участок также содержит установленные Вдоль каждого ряда однотипных станков участка поперечные транспортеры и загрузочные устройства станков 1 .
недостатком известного участка является низкая производительность из-за возможности распространения
простоев отдельных станков на все последующие.
Целью изобретения является повышение производительности автоматизированного участка.
Для этого участок снабжен установленными над сточными накопителями дополнительными накопителями и распределителями потока деталей в элеваторах, причем каждый поперечtoный транспортер расположен между станочными и дополнительными накопителями своего ряда. Каждый распределитель потока расположен между дополнительным накопителем пре15дыдущего станка и загрузочным устройством последующего станка.
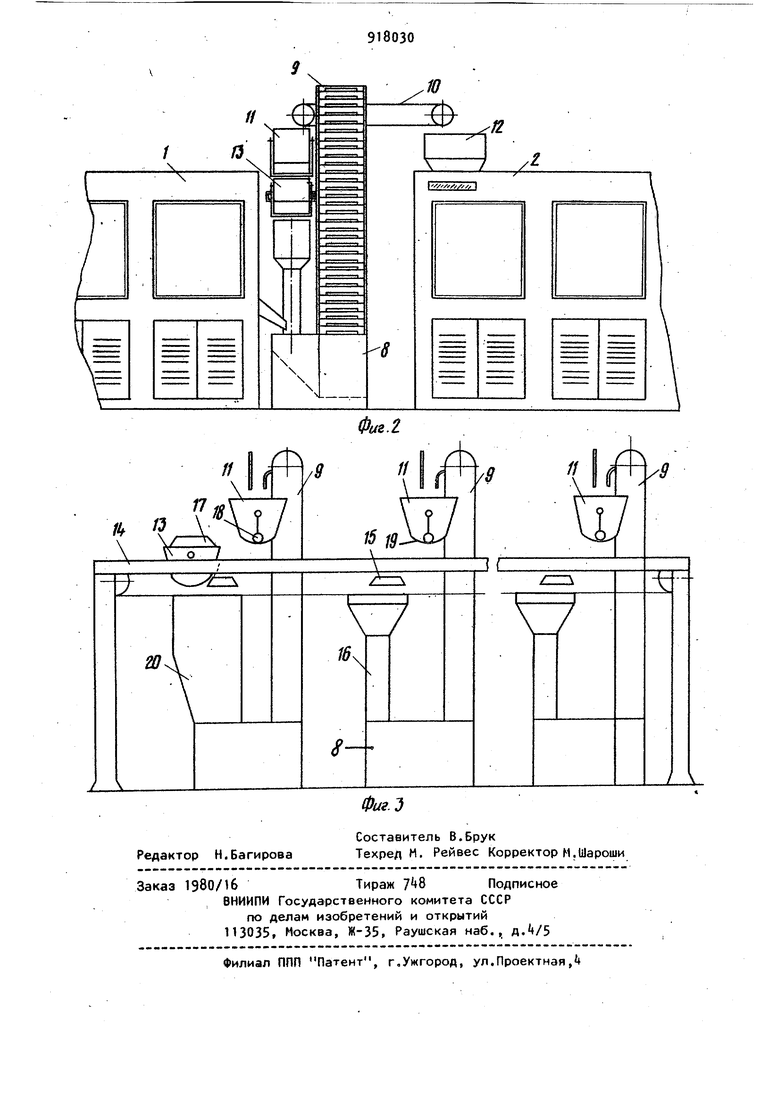
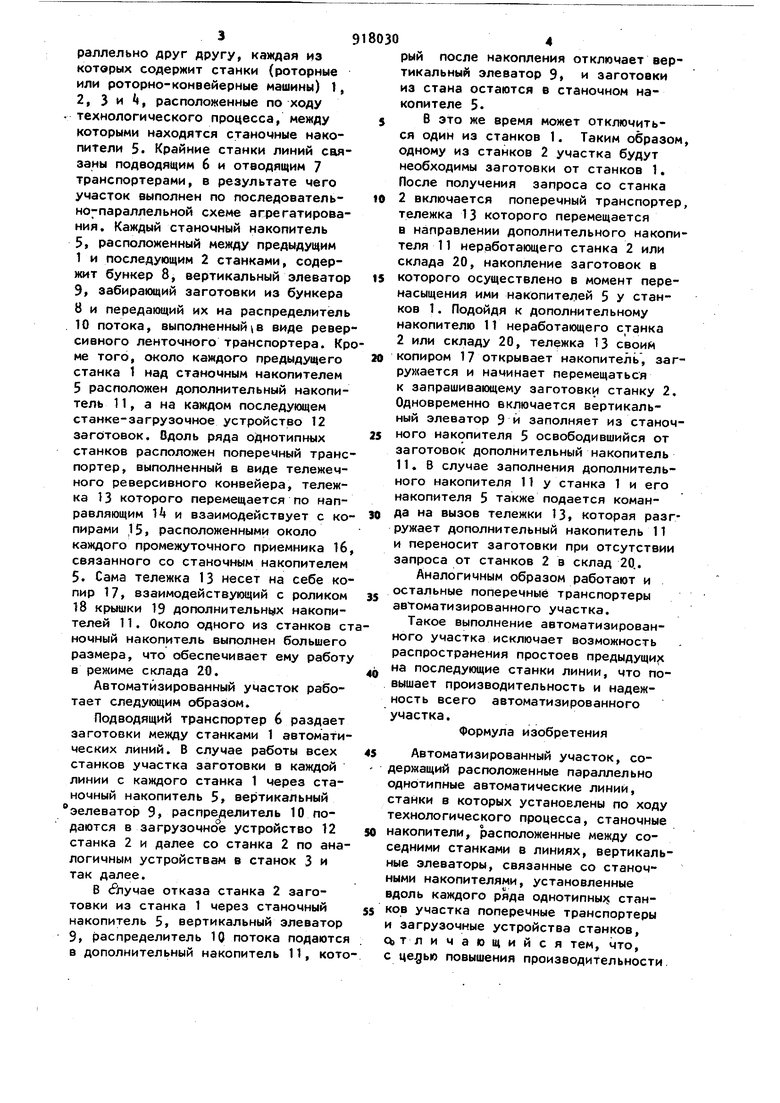
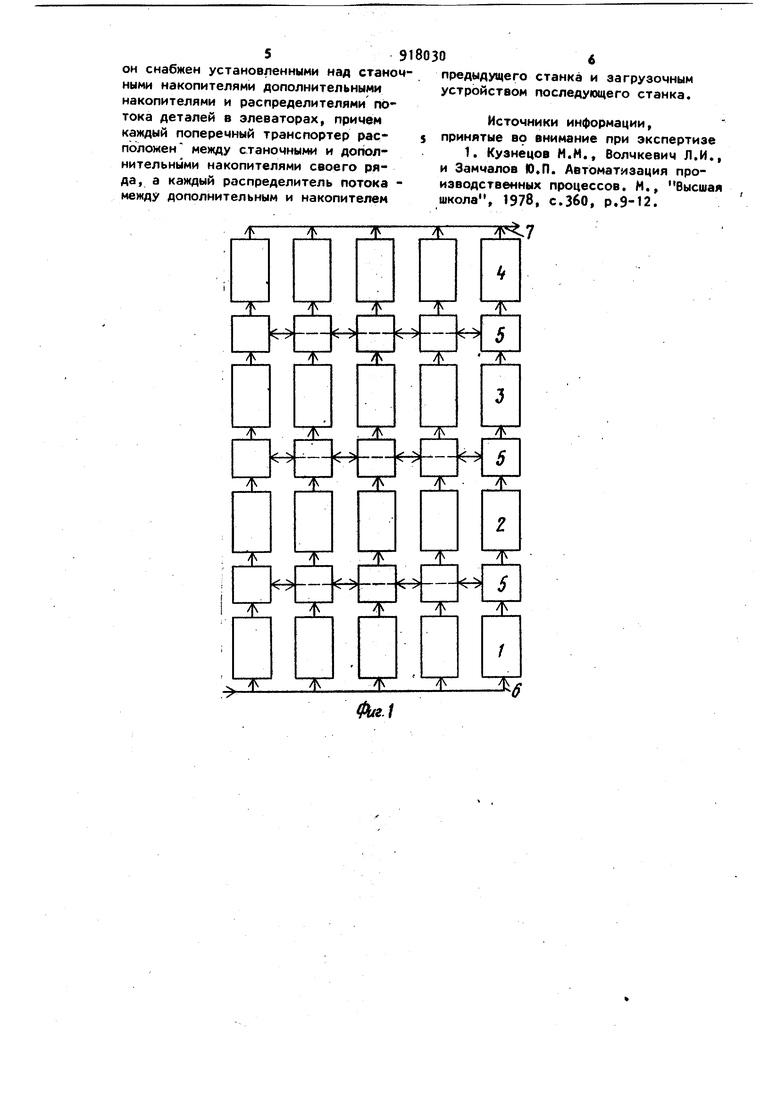
На фиг.1 представлена структура автоматизированного участка на фиг.2 - вертикальный элеватор;
30 на фиг.З поперечный транспортер.
Автоматизированный участок состоит из нескольких одинаковых автоматических линий, расположенных параллельно друг другу, каждая из которых содержит станки (роторные или роторно-конвейерные машины) 1, 2, 3 и t, расположенные по ходу технологического процесса, между которыми находятся станочные накопители 5. Крайние станки линий саязаны подводящим 6 и отводящим 7 транспортерами, в результате чего участок выполнен по последовательно-параллельной схеме агрегатирования. Каждый станочный накопитель 5, расположенный между предыдущим 1 и последующим 2 станками, содержит бункер 8, вертикальный элеватор 9, забирающий заготовки из бункера 8 и передающий их на распределитель 10 потока, 8ыполнениый в виде ревер сивного ленточного транспортера. Кр ме того, около каждого предыдущего станка 1 над станочным накопителем 5 расположен дополнительный накопитель 11, а на каждом последующем станке-загрузочное устройство 12 заготовок. Вдоль ряда однотипных станков расположен поперечный транс портер, выполненный в виде тележечного реверсивного конвейера, тележка 13 которого перемещается по направляющим 14 и взаимодействует с ко пирами 15, расположенными около каждого промежуточного приемника 16 связанного со станочным накопителем 5. Сама тележка 13 несет на себе ко пир 17, взаимодействующий с роликом 18 крышки 19 дополнительных накопителей 11. Около одного из станков с ночный накопитель выполнен большего размера, что обеспечивает ему работ в режиме склада 20. Автоматизированный участок работает следующим образцом. Подводящий транспортер 6 раздает заготовки между станками 1 автомати ческих линий. В случае работы всех станков участка заготовки в каждой линии с каждого станка 1 через станочный накопитель 5, вертикальный эелеватор 9 распределитель 10 подаются в загрузочное устройство 12 станка 2 и далее со станка 2 по ана логичным устройствам в станок 3 и так далее. В лучае отказа станка 2 заготовки из станка 1 через станочный накопитель 5, вертикальный злеватор 9, распределитель Ю потока подаютс в дополнительный накопитель 11, кот 9 4 рый после накопления отключает вертикальный элеватор 9 и заготовки из стана остаются в станочном накопителе 5. В это же время может отключиться один из станков 1. Таким образом, одному из станков 2 участка будут необходимы заготовки от станков 1. После получения запроса со станка 2 включается поперечный транспортер, тележка 13 которого перемещается в направлении дополнительного накопителя 11 неработающего станка 2 или склада 20, накопление заготовок в которого осуществлено в момент перенасыщения ими накопителей 5 У станков 1. Подойдя к дополнительному накопителю 11 неработающего станка 2 или складу 20, тележка 13 своим копиром 17 открывает накопитель , загружается и начинает перемещаться к запрашивающему заготовки станку 2. Одновременно включается вертикальный элеватор 9 и заполняет из станочного накопителя 5 освободившийся от заготовок дополнительный накопитель 11. В случае заполнения дополнительного накопителя 11 у станка 1 и его накопителя 5 также подается команда на вызов тележки 13, которая разгружает дополнительный накопитель 11 и переносит заготовки при отсутствии запроса от станков 2 в склад 20.. Аналогичным образом работают и остальные поперечные транспортеры автоматизированного участка. Такое выполнение автоматизированного участка исключает возможность распространения простоев предыдущих на последующие станки линии, что повышает производительность и надежность всего автоматизированного участка. Формула изобретения Автоматизированный участок, содержащий расположенные параллельно однотипные автоматические линии, станки в которых установлены по ходу технологического процесса, станочные накопители, расположенные между соседними станками в линиях, вертикальные элеваторы, связанные со станочными накопителями, установленные вдоль каждого ряда однотипны; станков участка поперечные транспортеры и загрузочные устройства станков, тличающийся тем, что, повышения производительности. 5 нымГн ко1т ° ° ными накопителями дополнительными накопителями и распределителями потока деталей в элеваторах, причем каждый поперечный транспортер расположен между станочными и дополнительными накопителями своего ряда, а каждый распределитель потока между дополнительным и накопителен 04 Р«АЬ,дущего станка и загрузочным устройством последующего станка -ледующего станка. Источники информации, принятые во внимание при экспертизе 1. Кузнецов М.М., Волчкевич Л.И., и Замчалов Ю.П. Автоматизация производственных процессов. М., Высшая школа, 1978, с.ЗбО, р.9-12.
11
n
/.
f3
V
о /
и
16
w
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный участок | 1980 |
|
SU917911A1 |
| Автоматизированный участок | 1980 |
|
SU910496A1 |
| Транспортное устройство автоматической линии | 1981 |
|
SU1024233A1 |
| Поточная линия для изготовления длинномерных металлоконструкций из фасонных профилей | 1979 |
|
SU856722A1 |
| Автоматизированный участок механической обработки деталей | 1980 |
|
SU921790A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ РЕЗКИ СЛИТКОВ ТИПА ТЕЛ ВРАЩЕНИЯ НА ЗАГОТОВКИ И ИХ ТРАНСПОРТИРОВКИ | 1996 |
|
RU2108187C1 |
| Автоматизированный участок механической обработки деталей | 1984 |
|
SU1238946A2 |
| Автоматическая станочная линия | 1956 |
|
SU107719A1 |
| Поточная линия | 1981 |
|
SU959983A1 |
| Автоматизированный участок | 1978 |
|
SU779018A1 |