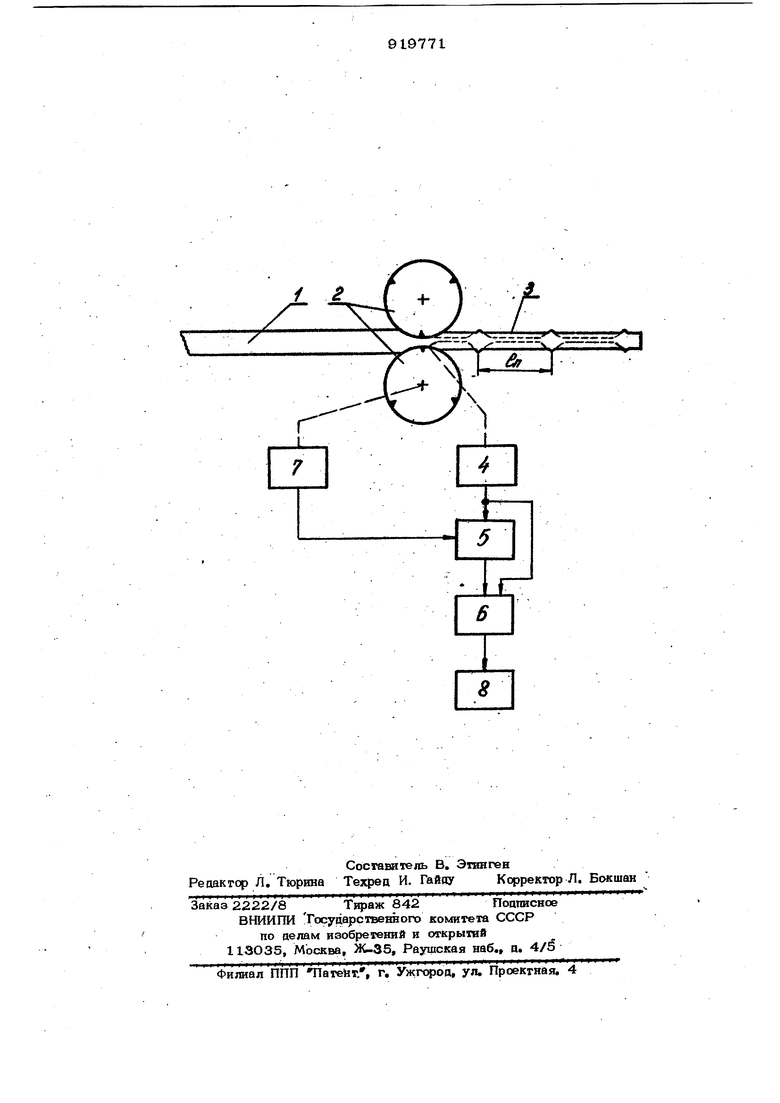
Изобретение относится к черной метал лургии и может быть использовано при прокатке периодических профилей. Известно устройство )(шя измерения алины раската, основанное на способе и мерения длины раската, содержащее цва индикатора положения металла на рольганге за станом, осевое фотореле наличия металла в валках стана, генератор импульсов. С помощью этого устройства может быть измерена общая длина раската, содержащего определенное количество це- периодов и два непохшых периода . {на переднем и заднем концах раската), являющихся отходами. По общей длине раската можно определить среднюю дли ну периода на данном раскате Cl. Недостатком данйого устройства является то, что оно не пригодно для измерения длины каждого периода. Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство, содержащее измеритель длины проката на вйкоце из клети (например, кфрелядионный изме ритель)., связанный с блоком индикашиГ2}. Недостатком известного устройства является то, что оно не позволяет точно измерить в потоке дли1ог каждого периода. В то же время длина периодов, получае- мых из одного раската, различна. Она определяется длиной обра тощей валка по дну калибра и относительной скоростью течения металла по огнощению д валкам в сечении выхода металла из очага деформации, т.е. опережением. На поверхность валка наносится метка в виде выступа или впадины, разделяющая периоды, которая отпечатывается на полосе я ориеншром для контроля длины периодов и порезки раската. Нестабильность технологических параметров (температуры, толщины подката, коэффициента трения, скорости и др.) приводит к значительным колебаниям опережения и соответственно длины периодов, котфые с помощью иавестного устройства не могут быть измеены. Цель изобретения повьппение гочнооТй измерения длины периодов в потоке, Цель достигается тем, что устройство автоматического измерения дл1гаы периодов при продольной периодической прокат ке, содержащее измеритель пути проката на выходе из кпети и блок индикации, дополнительно содержит датчик положения разделительной метки на валках,соединенный с входом управляемого за поминающег устройства, второй вход которого соединей с выходом измерителя пу1и, а выход Подключен к блоку вьгчит лния, второй вход которого подключен к вькоду измерителя пути, а выход соегвянен с входом блока индикаиии. Такое вьтоянение устройства автоматического измерения .длины периодов при продольной периодической прокатке позволяет измерять длину каждого периода по длине раската за счет использования датчика положения разделительной метки на валках, что позволяет выделять из общей длины раската цлину,соответствую1цую данному периоду. На чертеже приведена функшюнальная схема предлагаемого устройства. Заготовка 1 прокатывается в валках 2 клети периодической прокатки в прокат 3, содержащий определенное количество периодов. На выходе клети .установлен измеритель 4 пути проката, выход которого подключен ко входам управляемого запоминающего устройства 5 и блока 6 вычитания. Датчик 7 положения разделительной метки на валках соединен с валком таким образом, что выдает импульс в момент прохождения метки чбре вертикальную ось клетки. Выход датчика 7 положения подсоединён ко второму входу управляющего запоми-наюшего устройства 5, выход которого соединен со вторым вхо,дом блока 6 вычитания, выход которого в свою очередь подключен к блоку 8 индика ции, Устройство работает следующим образом. После захвата заготовки 1 валками 2 измеритель 4 пути начинает измерять путь готового проката. Сигнал, пропорциональный пути проката, вводится в управляемое запоминающее устройство 5, С 61 L4 выхода аагчика метки в угфавляемое запоминающее устройство 5 в моменты, соответствующие прохождению разделительной меткой вертикальной оси клети, поступают импульсы, разрешающие запоминание значения пути проката, измеренного к моменту прихода aaiffloro импульса, передачу в блок 6 вычитания запомненного предыдущего значения и его сброс, В этот же момент блок 8 вычитания осуществляет вьлйтание сигнала, поступившего из управляемого запоминающего устройства. из сигнала, поступившего с измерителя 4 пути,Эта разность ЯВЛЯЕТСЯ сигналом, пропфииональным длине периода 3, который поступает в блок 8 индикации, осуществляющий индикацию величины, соответствующей длине периода. Устройство автоматоческого измерения длины, периодов при продольной периодической прокатке позволяет осуществить измерение длин периодов в потсже, что приводит к облегчению труда вальцовщика за счет устранения необходимости отбора периодов для контрольных обмеров. Формула изобретения Устройство автоматического измерения длины периодов при продольной периодической прокатке, содержащее измеритель пути проката на выходе из клети и блок индикации, отличающееся тем, что, с целью повышения точности измерения длины периодов .в потоке, оно дополнительно содержит датчик положения разделительной метки на валках, соединенный с входом управляемого запоминающего устройства, второй вход которого соедийен с выходом измерителя пути, а выход подключен к блоку вычитания, второй вход которого подключен к выходу измерителя пути, а вькод соединен с входом блока индикации, . Источники информации, принятые во внимание при экспертизе 1,Авторское свидетельство СССР № 123924, кл, В 21 В 37/ОО, I960, 2,Козубовский С, Ф, Корреляционные экстремальные сиоремы, Киев, Наукова думка, 1973,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования размеров проката на непрерывных преимущественно проволочных и мелкосортных станах | 1981 |
|
SU1005971A1 |
| Измеритель длины проката | 1977 |
|
SU778839A1 |
| Система автоматического регулирования толщины полосы при прокате | 1979 |
|
SU865460A1 |
| Устройство контроля потерь металла в линии сортопрокатного стана | 1985 |
|
SU1307240A1 |
| Устройство для автоматической настройки прокатной клети | 1982 |
|
SU1036418A1 |
| Устройство для управления летучими ножницами | 1976 |
|
SU733888A1 |
| Устройство для измерения размеров пустотелой шестигранной буровой стали | 1987 |
|
SU1413423A1 |
| Устройство контроля потерь металла в линии сортопрокатного стана | 1984 |
|
SU1244497A1 |
| Устройство для измерения длины проволоки и сортового проката | 1980 |
|
SU868329A1 |
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391813A1 |