I
Изобретение относится к машиностроению, в частности к станкостроению и предназначено для использования при обработке металлов резанием с применением систем адаптивного управления.
Известно устройство для автоматического управления процессом обработки, состоящее из динамометрического у-зла, датчика, измеряющего размер детали, датчиков, измеряющих деформации системы СПИД под действием усилия резания, управляющего электронного устройства, включающего задатчик, блоки сравнения и управления,и исполнительного механизма малых перемещений. В процессе обработки динамометрический узел фиксирует уровень сил резания, а датчики - отклонения, размеров детали и деформации системы СПИД. Сигналы поступают в управляющее электронное устройство, которое, в свою очередь, дает команду на изменение величины подачи.
ЧТО обеспечивает постоянный уровень сил резания, и включает исполнительный механизм малых перемещений, обеспечивающий изменение положения инструмента и корректировку размера обрабатываемой детали L1}.
Недостатками устройства являются сравнительно низкая стабильность процесса обработки вследствие значительного количества звеньев в систе10мах измерения, сложные конструкции узлов сравнения и управления параметрами процесса обработки. Устройство отличается узким диапазоном его применения вследствие отсутствия
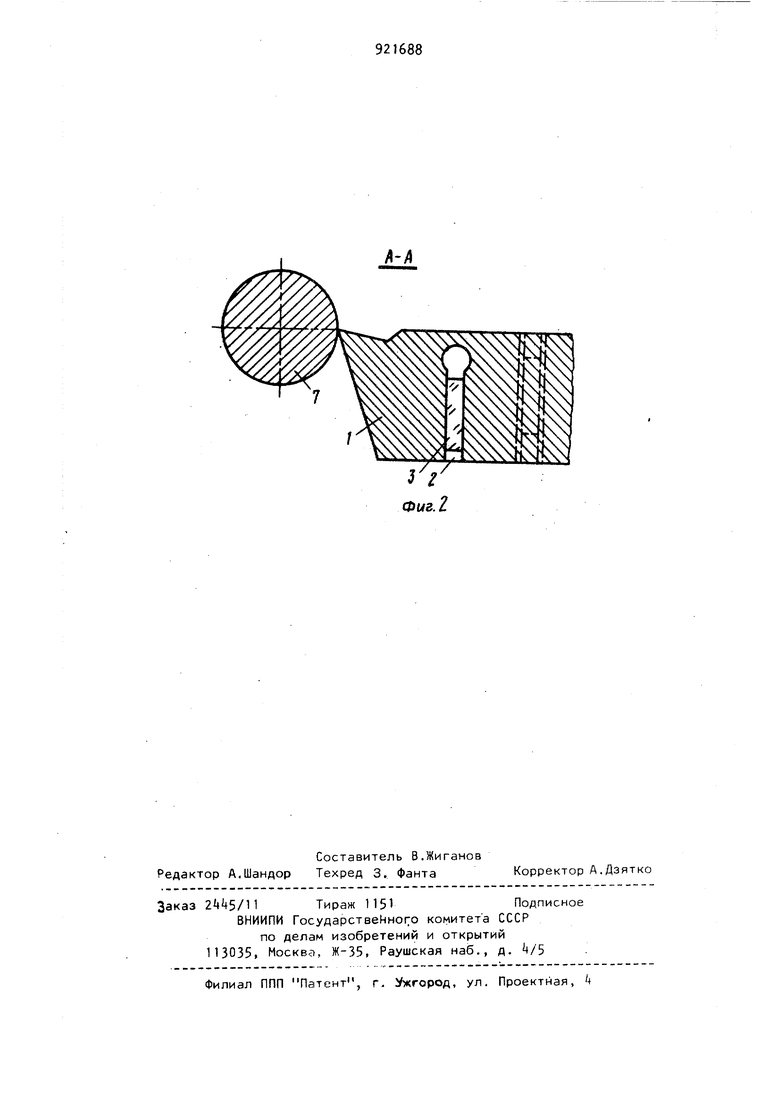
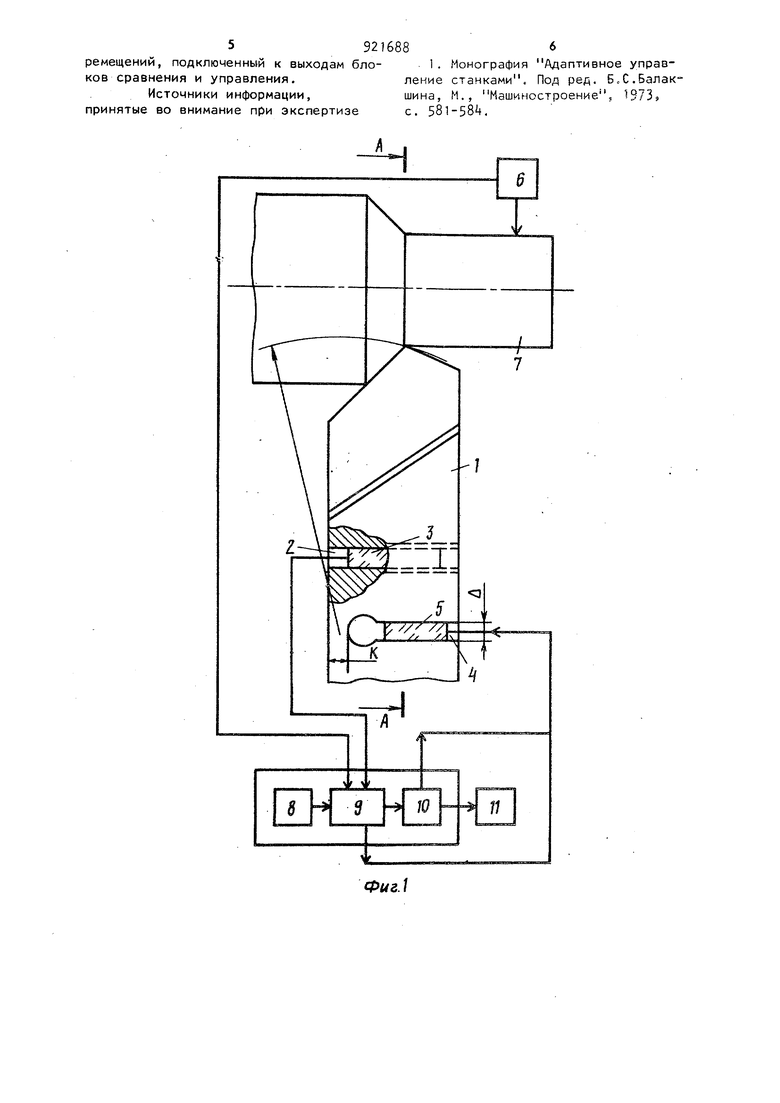
15 возможности управления положением режущего лезвия относительно обработанной поверхности в конце обработки (при отсутствии деформаций системы СПИД). Это ограничивает исполь20зование устройства, например, на расточных станках, так как устройство не обеспечивает безрисочного отвода . 39 Цель изобретения - упрощение конструкции и расширение диапазона использования . Поставленная цель достигается те что динамометрический узел и исполнительный механизм малых перемещени выполнены в виде державки инструмен та с двумя пазами, в одном из которых установлен датчик, например, пьезоэлектрический, измеряющий силы резания и деформации системы СПИД, подключенный к блоку сравнения, а во втором - провод исполнительного механизма малых перемещений, соединенный с блоками сравнения и управления. На фиг. 1 изображена принципиаль ная схема устройства; на фиг. 2 разрез А-А на фит. 1. Устройство состоит из державки 1 инструмента, имеющей паз 2, в котором установлен датчик 3, например, пьезоэлектрический, который измеряет величину тангенциальной и радиальной сил резания. 8 державке 1 вы полнен также паз k, в котором установлен привод исполнительного механизма, выполненный в виде пьезоэлемента 5, обеспечивающий разворот вершины резца в плоскости, параллел ной основной плоскости. Устройство включает в себя датчик 6, измеряющи размер детали 7s задатчик 8, блок 9 сравнения, блок 10 управления и командоаппарат 11 управления величиной подачи. Устройство работает следующим об разом. Перед началом обработки блок 9 сравнения балансируется совместно с датчиком 3 и задатчиком 8, а на пьезоэлемент 5 подается первичный сигнал от блока 10 управления,обеспечивающий возможность дальнейших перемещений вершины резца во взаимнопротивоположных направлениях. В процессе обработки силы резания действуют на датчик 3, который посы лает сигнал на блок 9 сравнения. Од новременно в блок 9 сравнения посту пает сигнал от датчика 6 о размерах обрабатываемой детали. В том случае если силы резания и деформации сис темы.СПИД превышают допустимые зна.чения, устанавливаемые с помощью за датчика 8, а размеры детали 7 выходят из пределов поля допуска, блок 9 сравнения посылает,сигнал на блок 4 10 управления, который, в свою очередь, посылает сигнал на пьезоэлемент 5, который путем увеличения размера Л разворачивает головку инструмента относительно упругого элемента К по радиусу R (фиг. 1) и производит корректировку размера обработки. Блок 10 управления посылает также сигнал к командоаппарату 11 управления величиной подачи,изменяя таким-образом величину сил резания. При необходимости обеспечения безрисочного отвода инструмента от детали, блок управления после окончания рабочего хода посылает сигнал на пьезоэлемент 5 и вершина резца отводится от детали вследствие изменения размера Д . Размещение измеряющего и управляющего элементов в одной державке инструмента дает возможность максимально упростить конструкцию устройства. При этом отпадает необходимость в механизме микроперемещений, дублирующих измерительных устройствах и в использовании соответствующих передаточных механизмов. Использование предлагаемой конструкции устройства позволяет обеспечить высокую стабильность размера обработки, а также расширить сферу применения устройства за счет использования, например, при расточке отверстий сбезрисочным отводом инструмента. Формула изобретения Устройство для автоматического управления процессом обработки, содержащее динамометрический узел,датчики отклонения размеров детали и деформации системы СПИД, подключенные к электронному устройству, включающему задатчик, блоки сравнения и управления, и исполнительный механизм малых перемещений с приводом, отличающееся тем, что, с целью упрощения конструкции и расширения диапазона использования устройства, динамометрический узел и исполнительный механизм малых перемещений выполнены в виде державки инструмента с двумя пазами, в одном из которых установлен датчик деформации СПИД, подключенный к входу блока сравнения, а во втором - привод исполнительного механизма малых пе59216886
ремещений, подключенный к выходам бло- 1. Монография Адаптивное управков сравнения и управления.ление станками. Под ред. Б.С.БалакИсточники информации, шина, М., Машиностроение, 1973s принятые во внимание при экспертизе с. 581-58 4,
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки нежестких деталей | 1980 |
|
SU973296A1 |
| Устройство для обработки пустотелых цилиндрических деталей | 1981 |
|
SU948541A1 |
| Способ автоматического управления точностью механической обработки длинномерных деталей и устройство для его осуществления | 1988 |
|
SU1572788A1 |
| Устройство для обработки деталей | 1982 |
|
SU1024226A1 |
| Устройство для токарной обработки | 1984 |
|
SU1154052A1 |
| СИСТЕМА ДЛЯ АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ ДЕТАЛЕЙ И РЕГУЛИРОВАНИЯ ДЕФОРМАЦИЙ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА | 1989 |
|
RU2014208C1 |
| Способ автоматического управления процессом обработки нежестких деталей | 1984 |
|
SU1220731A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| Способ механической обработки и устройство для его осуществления | 1983 |
|
SU1355452A1 |
| Адаптивное устройство для программногоупРАВлЕНия CTAHKOM | 1979 |
|
SU830313A1 |