(54) УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки изделий в тару | 1986 |
|
SU1399213A1 |
| Автомат для изготовления проволочных решеток | 1985 |
|
SU1289642A1 |
| УСТРОЙСТВО ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ КАРКАСОВ | 1971 |
|
SU317478A1 |
| Устройство для укладки в тару штучных изделий | 1986 |
|
SU1339049A1 |
| Устройство для укладки колбасных изделий в рамы при термической обработке | 1980 |
|
SU959729A1 |
| Станок для сборки кассет длинномерных изделий | 1980 |
|
SU901009A1 |
| Загрузочный ротор | 1990 |
|
SU1757842A1 |
| Станок для сборки секций трубчатых теплообменников | 1980 |
|
SU935250A1 |
| Станок для сборки пластинчатых теплообменников | 1976 |
|
SU590128A1 |
| Загрузочное устройство | 1990 |
|
SU1756105A1 |

1
Изобретение относится к машиностроению и может быть использовано для загрузки стержней в кассету при сборке пластинчатых теплообменников.
Известно устройство для загрузки стержней, содержащее толкатель с приводом,. транспортер с ячейками для размещения деталей, стол с кассетой и механизм вертикального щагового перемещения стола 1.
Недостатком известного устройства является необходимость предварительной рас- ю кладки деталей в группе с применением дополнительных механизмов, что значительно снижает его надежность.
Цель изобретения - повышение надежности устройства.
Поставленная цель достигается тем, что устройство снабжено кондуктором с отверстиями и механизмом горизонтального щагового перемещения стола, а толкатель выполнен в виде двух кинематически взаимо- 20 связанных реек и щтыря, установленного с возможностью взаимодействия с кондуктором в конце хода заталкивания деталей в кассету.
Причем отверстия в кондукторе расноложены с шагом, равным шагу размещения деталей в кассете.
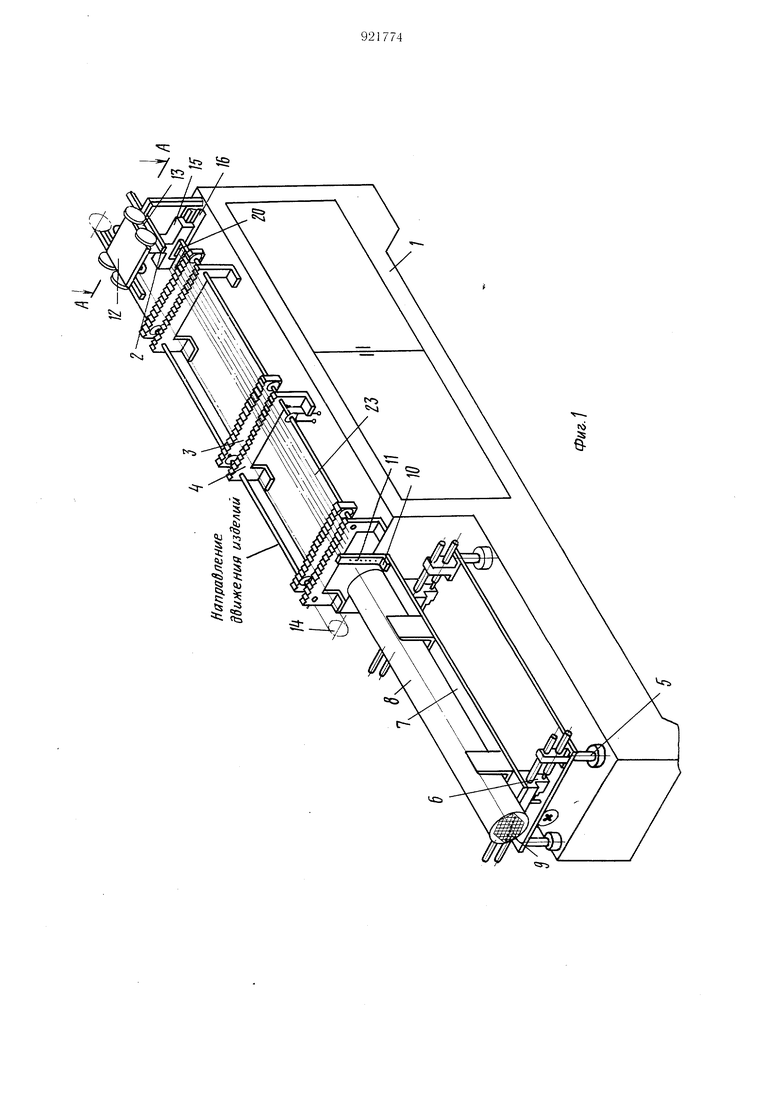
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фш-. 3 - разрез Б-Б на фиг. 2.
Устройство для загрузки содержит станину 1, толкатель 2 с приводом, транспортер с подвесными гребенками 3 и неподвижными гребенками 4, имеющими ячейки для размещения деталей, механизма вертикального 5 шагового перемещения и горизонтального 6 щагового нере.мещения стола 7, кассету 8 с неременным количеством каналов 9 в ряду, кондуктор 10 с отверстиями 11, соответствующими количеству горизонтальных рядов каналов 9 кассеты 8.
Толкатель 2 для подачи деталей в кассету 8 выполнен в виде каретки 12 на направляющих 13 и цепного привода 14. На каретке 12 закреплен держатель 15 с заталкивателем 16 в виде двух реек 17 и 18, связанных между собой зубчатой парой 19 с передаточным числом, равным 2. На рейке 17 закреп.мен штыць 20, установленный с возможностью перемещения по пазу 21
н держателе 15. Для исключения самопроизвольного перемещения заталкивателя 16 в держателе 15 установлен фиксатор 22.
Устройство работает следующим образо.м.
Детали при по.мощи подвижны.х гребенок 3 транспортера перемещаются пачпаг в поперечном направлении относительно оси заталкивания и при достижении крайии.х ячеек неподвижных ребенок 4 останавливаются. Кассета 8 стола 7 с помон.ью механизмов вертикального 5 и горизонтального 6 шагового перемещения устанавливается в ноложение совмещения верхних рядов каналов 9 кассеты 8 с рядом деталей 23. Включается привод толкате.чя 2 и ряд деталей заталкивается в верхний ряд каналов 9 кассеты 8. В конце хода иггырь 20 толкателя 2 заходит в верхнее отверстие 11 кондуктора 10. Включением механизма горизонтального 6 шагового перемещения стол 7 с кондукторо.м 10 и кассетой 8 перемеидают на щаг, равный по./ювинс niara расположения каналов 9 по горизонтали. При этом рейка 17 посредством нггыря 20, находящегося в контакте с кондуктором 10, также перемещается на щаг, передавая движепие через зубчатую пару 19 движение через зубчатую иару 19 рейке 18, которая выдвигается на величину, равную гпагу расположения деталей в ячейках гребенок 4. Привод толкателя 2 включается на обратный ход и каретка 12 с помопдью цепного привода 14 возвращается в исходиос положение. Одновре.меиио кассета 8 при помощи .ме.ханиз.ма вертикального 5 HiaroBoro неремещения стола 7 поднимается iia uiar вверх длязагрузки очередного ряда деталей ъ каналы 9 кассеты 8.
Цикл подачи повторяется.
Таким образом осуществляют загрузку кассеты 8, включая ее центробежный ряд. .Загрузка нижних рядов кассеты осуществляется аналогичны.м образом, но заталкиватель 16 передвигается .механизмом горизонтального шагового перемещения 6 в обратном направлении.
Предлагае.мая конструкция поззо;1яет автоматизировать процесс зата.лкивания рядов деталей в кассету с разпым количестБо.м их в ряду без предвари;те,1ьной раскидки, что повыщает надежность устройства.
Формула изобретения
Источ пики и норм а ции, принятые во внимание нри эксне)Т1;зс 1. Патент ФРГ ЛЬ 1764925, кл. 621 С 3/32, оцублик. 1976.
