( АВТОМАТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ В ДЕТАЛЯХ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для запрессовки деталей типа штифтов | 1985 |
|
SU1288013A1 |
| Многопозиционный сверлильный автомат | 1978 |
|
SU774819A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Станок для калибровки отверстий в деревянных уточных шпулях | 1958 |
|
SU117803A1 |
| Автомат для двухсторонней обработки деталей | 1979 |
|
SU1020187A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2016704C1 |
| Загрузочное устройство | 1991 |
|
SU1815134A1 |
| Устройство для сверления | 1986 |
|
SU1366317A1 |
| МНОГОПОЗИЦИОННЫЙ АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1972 |
|
SU435915A1 |
| Устройство для гибки и обработки внутренней поверхности концов труб | 1987 |
|
SU1555016A1 |
I
Изобретение относится к обработке металлов, в частности,к сверлильным автоматам и может найти применение при автоматизации обработки отверстий в мелких деталях.
Известен автомат для обработки отверстий в деталях, содержащий станину, электродвигатель со сверлильной головкой, загрузочное устройство с магазином и питателем, зажимной механизм и управляющее устройство с пневматическим переключателем р1.
Однако конструкция управляющего устройства не позволяет осуществлять одновременную подачу и зажим фигурных деталей, что снижает его производительность.
Цель изобретения - повышение производительности автомата за счет исключения многоцикличности операций и осуществления обработки отверстий за один ход сверлильной головки.
Указанная цель достигается тем, что управляющее устройство выполнено в виде жестко связанного со сверлильной головкой копира со ступенчатой и конусной поверхностями и двух последовательно расположенных подпружиненных двуплечих рычагов, каждый из которых имеет один сферический конец, при этом первый двуплечий рычаг установлен с возможностью взаиtoмодействия одним концом со ступенчатой поверхностью копира, а другим сферическим концом со сферическим концом второго двуплечего рычага, взаимодействующего с пневматическим
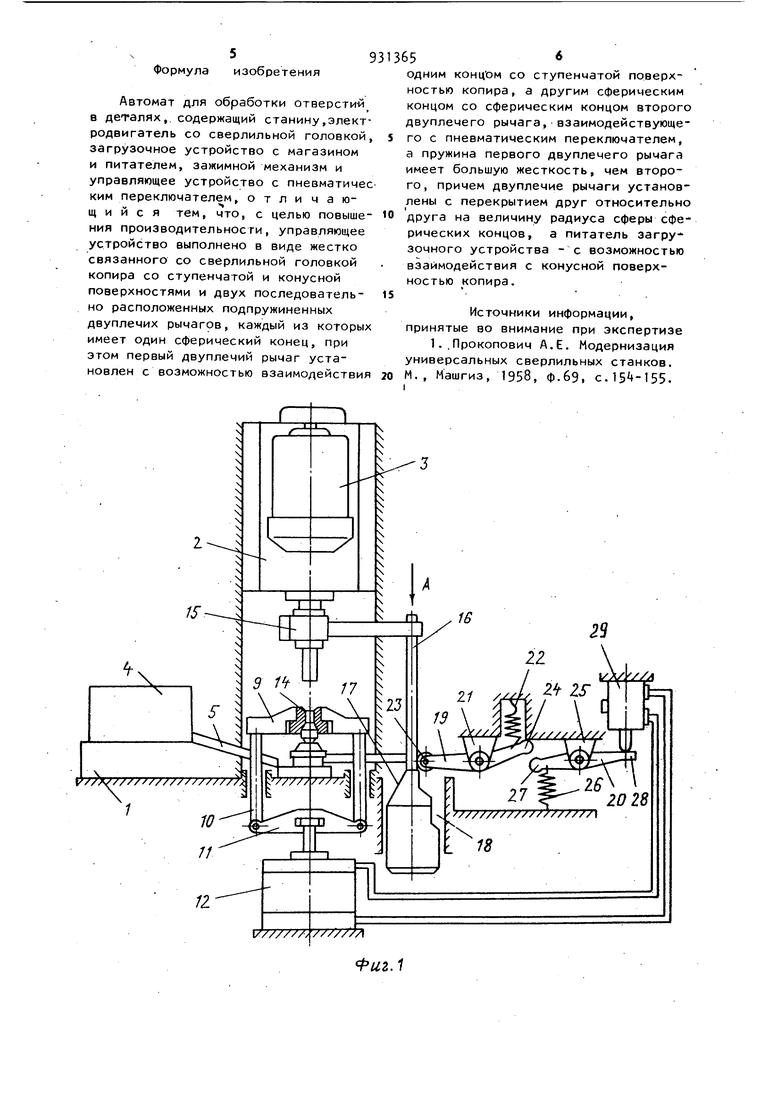
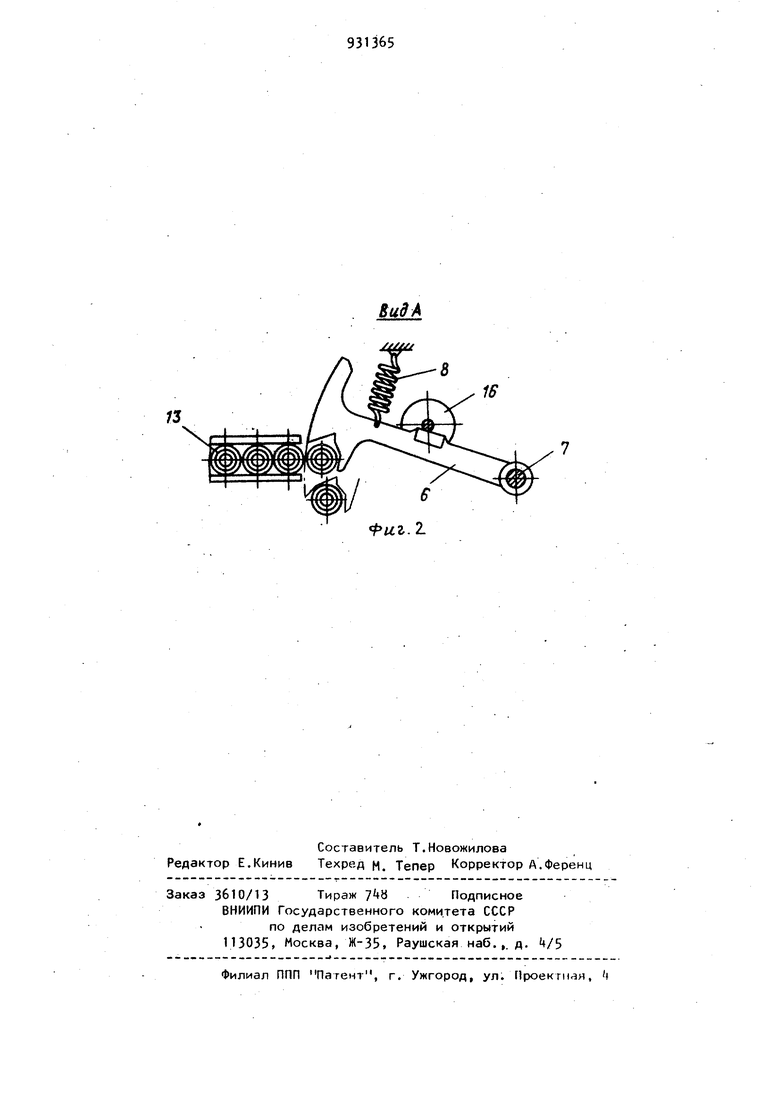
15 переключателем, а пружина первого двуплечего рычага имеет большую жесткость чем второго, причем двуплечие ; рычаги установлены с перекрытием доуг относительно друга на величину радиу20са сферы сферических концов, а питатель загрузочного устройства,- с возможностью взаимодействия с конусной поверхностью копира. 93 На фиг.1 и схематически изображен автомат; на фиг.2 - вид А на фиг.1., Автомат содержит станину 1, сверлильную головку 2 с электродвигателем 3, бункер , магазин 5, маятниковый питатель 6 с вертикальной осью 7 вращения и пружиной 8, зажимной механизм, состоящий из траверсы 9, получающей движение через скалки 10 и поперечину 11 от пневмоцилиндра 12. Для прижима обрабатываемой детал 13 в траверсе 9 установлена конусная втулка I, На пиноли сверлильной головки закреплен кронштейн 15, жест ко связанный с копиром 16, выполненным с одной стороны с конусной поверхностью 17, а с другой стороны, со ступенчатой поверхностью 18, для управления двуплечими рычагами 19 И 20. Первый рычаг 19 посажен на ось 21 и подпружинен пружиной 22. На конце ведущего плеча рычага 19 установлен ролик 23, взаимодействующий с конусной поверхностью копира, а второй конец 2k выполнен сферическим. С первым рычагом. 19 взаимодействует второй рычаг 20, расположенный на V оси 25 и подпружиненный пружиной 2б. Конец 27 ведущего плеча второго рыча га 20 также выполнен сферическим и перекрывается на величину радиуса сферы сферическим концом рычага 19Над концом ведомого плеча 28 второг рычага 20 расположен пневматический переключатель 29, управляющий работой пневмоцилиндра 12. Автомат работает следующим образом. Детали из бункера t по магазину 5 поступают к маятниковому питателю 6. При движении вверх пиноли сверлильной головки 2, копир 16, жестко связанный с пинолью кронштейном 15, также движется вверх и своей конусной поверхностью 17 поворачивае маятниковый питатель 6, который пода ет деталь в рабочую зону сверлильной головки 2. Однов ременно ролик 23 сколь.зит по ступенчатой части 18 копира 16, рычаг 19 при этом поворачивается вокруг оси 21 и своим сферическим концом нажимает на сферический конец второго рычага 20, который, поворачиваясь вокруг оси 25., своим ведомым плечом 28 нажимает на золотник пневматического переключателя 29- В результате этого воздух подается в поршневую полость цилиндра 12, шток которого поднимает траверсу Э с втулкой 14 через поперечину 11 и скалки 10. При дальнейшем подъеме копира 16 ролик 23 скользит по ступенчатой поверхности 18 и поворачивает рычаг 19 еще больше. При этом его сферический конец сначала скользит по сферическому кон цу рычага 20, поворачивает его и проскакивает мимо его сферического конца 27. После этого золотник пневмопереключателя 29 под действием своей пружины (не показана) , преодолевая сопротивление менее жесткой пружины 26, возвращает второй рычаг 20 в исходное положение, а также переключает воздух в штоковую полость цилиндра 12, шток которого через поперечину 11 и скажем 10 отпускает траверсу 9, зажимающая конусной частью втулки 14 обрабатываемую деталь 13. При движении пиноли сверлильной головки 2 вниз производится обработка отверстия в детали 13. При движении пиноли сверлильной головки 2 вниз производится обработка отверстия в детали 13- При этом копир 16 опускается и питатель 6 под действием пружины 8 возвращается в исходное положение. Рычаг 19 под действием пружины 22 (более жесткой чем пружина 26) поворачивается, его сферический конец сначала скользит по сферическому концу второго рычага 20, поворачивает его, проскакивает мимо него и оба рычага возвращаются в исходное положение, после чего цикл повторяется. Обработанная деталь последующей деталью сбрасывается в тару. Применение двух рычагов 19 и 20 позволяет произвести включение пневмопереключателя только при быстром подъеме шпинделя, то есть после выхода инструмента из детали. В этот момент происходит выгрузка и загрузка детали с помощью маятникового питателя 6. Возвращение шпинделя в крайнее верхнее положение соответствует подаче детали на ось шпинделя. В предлагаемой конструкции в конце подъема шпинделя пневмозолотник в,ыключается, и за время переключения хода шпинделя происходит зажим детали. Использование предлагаемого автомата с копиром, управляющим подачей и зажимом обрабатываемой детали, позволяет повысить его производительность. Формула изобретения Автомат для обработки отверсти-й 8 деталях,, содержащий станину,элект родвигатель со сверлильной головкой загрузочное устройство с магазином и питателем, зажимной механизм и управляющее устройство с пневматичес КИМ переключателем, о т л и ч а ющ и и с я тем, что, с целью повышечто, иия производительности, управляющее устройство выполнено в виде жестко связанного со сверлильной головкой копира со ступенчатой и конусной поверхностями и двух последовательно расположенных подпружиненных двуплечих рычагов, каждый из которых имеет один сферический конец, при этом первый двуплечий рычаг установлен с возможностью взаимодействия 56 одним концом со ступенчатой поверхностью копира, а другим сферическим концом со сферическим концом второго двуплечего рычага, взаимодействующего с пневматическим переключателем, а пружина первого двуплечего рычага имеет большую жесткость, чем второго, причем двуплечие рычаги установлены с перекрытием друг относительно друга на величину радиуса сферы сферических концов, а питатель загрузочного устройства - с возможностью взаимодействия с конусной поверхностью копира. Источники информации, принятые во внимание при экспертизе 1..Прокопович А.Е. Модернизация универсальных сверлильных станков, М., Машгиз, 1958, ф.б9. с..
8
16
