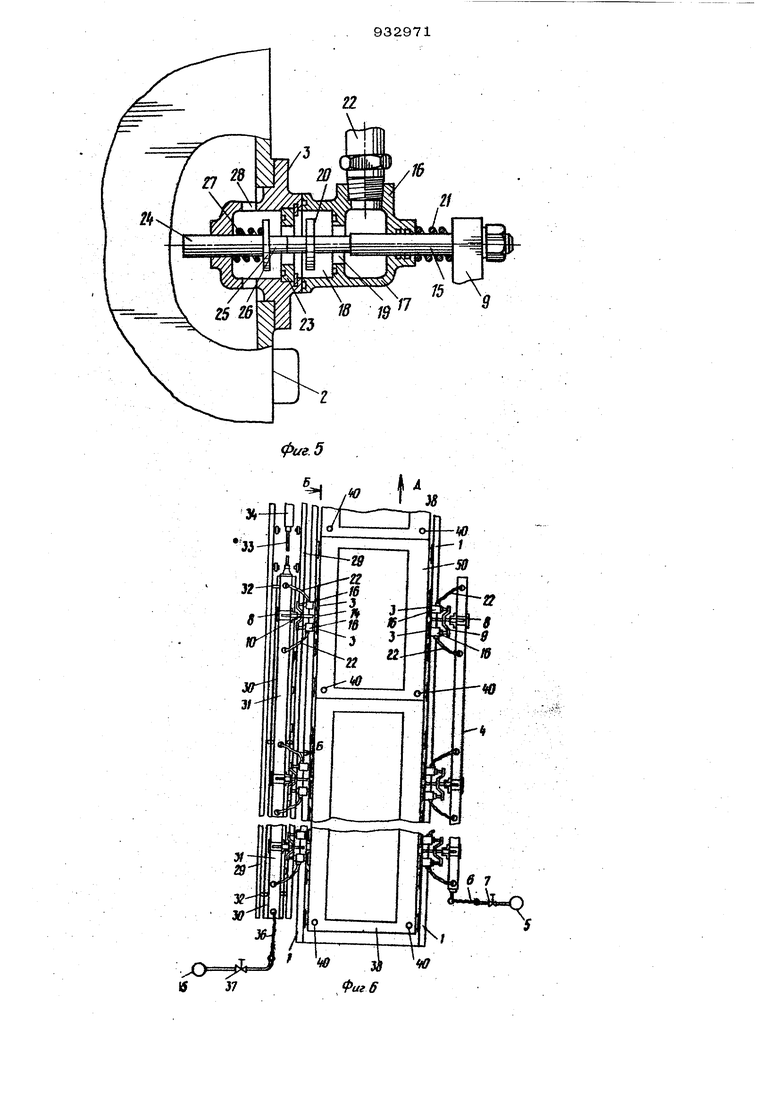
причем корпус расположен параллельно транспортеру и связан с источником вакуума. Толкательное клапанное устройство установлено на закрытом продолгшатом корпусе с возможностью параллельного перемещения относительно литейных форм на транспортере. Установка снабжена подопечной плитой с закрытой камерой, соединенной с клапа ными устройствами, а опоки, установленные на подопечных плитах, снабжены отс сывающим патрубком и гибким шлангом, соединяющим их с закрытой камерой плиты, подключаемой к источнику вакуума. На фиг. 1 показана предлагаемая установка в плане; на фиг. 2 - узел I на фиг. 11с частичным вырывом { на фиг. 3 - узел II на фиг. 1{с частичным Вырывом); на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5-частъ установки, раскрывающая состояние сообщения между нормально закрытым клапаном-толкателем и нормально закрытым клапаном (в увели ченном виде с частичным вырывом); на фиг. 6 - вариант конструкции установки для литейных форм, изготовленных вакуум ной формовкой, без опок, в плaнeJ на фиг. 7 - сечение Б-Б на фиг. 6; на фиг. 8 - подопочная плита, поперечное сечение. На роликовом транспортере 1,,выполненном в вице кольца, установлены в один РЯД литейные формы 2, изготовленные вакуумной формовкой, в которых тре. буется поддержание пониженного давления Каждая из литейных форм 2 с обеих сторон снабжена нормально закрытыми клапанами 3 и перемещается прерывисто шаговым порядком с помощью толкателя /ч (не показан; в направление, отмеченном стрелкой Д. По одну сторону транспортера I располагается закрытый продолговатый корпус 4, который сообщается с источником 5 вакуума посредством всасыва ния трубки 6 и клапана 7. На корпусе 4 установлены толкательные клапанные устройства 8, кот(эрые направлены в сторону транспортера I. Установленное устройство 9 крепится неподвижно.к концу поршневого штежа 10 каждого толкательного клапанного уст,ройства 8. К установочному jjrcTpoflCTBy 9 прикреплен направляющий стержень 11 который взаимодействует с направляющим Цилиндром 12, расположенным на устаковочном устройстве 9, в результате чего поршневой шток Ш движется в то№кательном клапанном устройстве 8 по прямой линии. Установочный стержень 13, соответств5Чощий установочному отверстию 14, выполненному с одной стороны опоки, выступает из нижней центральной части установочного устройства 9. Оба конца установочного устройства 9 прикреплены неподвижно к тягам 15 нормально закрытых клапанов-толкателей 16, которые соответствуют нормально закрытым клапанам 3 литейных форм 2. Внутренняя полость нормально закрепленного клапана-толкателя 16 (фиг. 2) разделена перегородкой на две полости закрытую полость 17 в задней части и открытую полость 18 в передней части. Между закрытой полостью 17 и открытой полостью 18 имеется сообщающий их канал 19. Тяга 15 номально закрытого клапана-толкателя 16 проходит через заднюю стенку закрытой полости 17 и дальше через сообщающий полости канал 19 в открытую полость 18. На конце тяги 15 клапана-толкателя 16 имеется запорная деталь 20, которая служит для открывания и закрывания сообщающего полости канала 19, причем эта запорная деталь 2О располагается в открытой полости 18. Межру нормально закрытыми клапанами-толкателями 16 и установочным устройством 9 помещены спиральные пружины 24, в результате чего нормально закрытые клапаны-толкатели 16 нагру жены пружиной, подающей их вперед. Таким образом, сообщающий полости канал 19 нормально закрыт указанной запорной деталью 20. Закрытая полость 17 сообщается с продолговатым корпусом 4 через соединение и резиншый шланг 22. Внутренняя полость нормально закрытого Клапана 3, расположенная на одной стороне литейной формы 2 в положении, соответствующем расположению нормально закрытого клапана-толкателя 16, с внешней стороны снабжена прокладкой 23, имеющей отверстие. I Стержень 24 клапана подвижно входит внутрь полости нормально закрытого клапана 3 с задней его стороны. На одном конце стержня 24 клапана закреплена неподвижно запорная деталь 25, к которой в свою очередь неподвижно крепится продолжение 26, прсжодящее через отверстие в прокладке 23. Между запорной деталью 25 и задней внутренней стенкой Нормально закрытого клапана помещена спиральная пружина 27, в результате чего запорная деталь 25 нормально закрывает отверсгие в проклацке 23. Кроме того, в задней части нормально закрытого клапана 3 просверлены вентиляционные отверстия 28 для воздуха, которые сообщаются с внутренней полостью литейной формы 2 и опоки. Роликовый транспортер 29 усганшлен параллельно транспортеру I. На роликовом транспортере 29 установлена монтажная плита ЗО, на которой смонтирован закрь тый яишк 31, причем монтажная плита ЗО опирается на ролики 32 роликового транспортера 29 таким образом, что она не может двигаться вверх. Монтажная плита ЗО соединена с поршневым штоком 33 цилиндра 34 для обеспечения возврат но-поступательного движения с длиной рабочего хода, равной длине шага подачи литейной формы 2 при работе установки. Закрытый ящик 31 сообщается с источником 35 вакуума через всасывающую трубку 36 и Клапан 37 точно так же, ка -это сказано в отношении продолговатого корпуса 4. На другой стороне литейной формы 2 имеются нормально закрытые клапаны 3, Установка работает следующим образом. Когда литейные формы 2, в которых должно непрерывно поддерживаться пониженное давление, располагаются в. один ряд на транспортере 1, совершающем прерывистые или шаговые движения, и он останавливается, то нормально закрытые клапаны 3 под действием нормально закрытых толкателей 16 взаимодействуют с последними на одной стороне транспортера 1, в результате чего внутренняя полость каждой литейной формы 2 сообщается с ИСТОЧНИКОМ 5 посредством нормально закрытых клапанов 3, нормально закрытых клапанов-толкателей 16, продолговатого корпуса 4, всасывающей трубки 6 и клапана 7 (фиг. 1 и 5). В этом состоянии, если поршневой шток 1О ВЫЕ вигается под действием цилиндра 8 на закрытом ящике 31 (фиг. 3), то концы нормально закрытых клапанов-толкателей 16 на другой стороне транспортера 1 принудительно сцепляются с концами HOJ мально закрытых клапанов 3. По мере вы цвижения поршневого штока 10 тяга 15 клапана также будет выдвигаться вперед на преодоление силы спиральной пружины 21. При выдвижении тяги 15 она толкает стержень 24 клапана назад через продол жение 26 в нормально закрытом клапане 3, в результате чего сообщающий полости канал 19 и отверстие в прокладке 23, Kt торые до этого были закрыты запорными деталями 2О и 25, открываются. Одновременно установочный стержень ,13 вводится в установочное отверстие 14 литейной формы 2, направл51я нормально закрьгтый клапан-толкатель 16 и нормально закрытый клапан 3 таким образом, чтобы правильно поставить их в принуоительное сцепление между собой при оцновременном расположении их противоположно друг другу. Следовательно, между нормально закрытым клапаном-толкателем 16 и нормально закрытым клапаном 3 (фиг.5) устанавливается сообщение и сообщак щий полости канал 19 и отверстие в. прокладке 23, которые были закрыты, открываются, в результате чего внутренняя полость литейной формы 2 сообщается с источником 35 вакуума . Как только нормально закрытые клапаны 3 и нормально закрытые клапань -толкатели 16 на другой стороне транспортера I принудительно сцеплены между собой, толкательные клапаны устройства 8 на продолговатом корпусе 4 вводятся в действие в противоположном направлении для вьювобождения нормально закрытых клапанов 3 и нормально закрытых клапановтолкателей 16 на одной стороне транспортера 1 из принудительного сцепления. В случае запорные детали 20 и 25 вместе с тягами 15 и стержнем 24 клапанов с помощью пружин 21 и 27 (фиг. 2) восстанавливаются в положения, в Которых они перекрывают канал 19 и oTBepCTVie в прокладке 23. Таким образом запорные детали предупреждают попадание воздуха в систему. Затем каждая литейная форма 2 на транспортере 1 подается на один шаг в направлении показанном стрелкой Ц, с помощью соответствующего толкателя (не показан). В этот момент цилиндр 34 отсоединен и установочный стержень 13 входит в установочное отверстие 14, в результате чего монтажная плита 30 п&ремещается по роликовому транспортеру. 29 вместе с питейной формой 2. Поэтому в процессе движения литейной формы 2 непрерывно поддерживается сообщение между формой 2 и источником 35 вакуума. При остановке литейной формы 2 толкательное клапанное устройство 8 на про- долговатом корпусе 4 вводится в действие для установки нормально закрытых клапанов-толкатепей 16 на одаой сторше транспортера 1 в принудительное сцепление с нормально закрытыми клапанами 3 точно так же как это было описано выше В результате внутренняя полость формы 2 сообщается с источником 5 вакуума и тек самым обеспечивается поанержание в полости формы 2 пониженного давления. Затем толкательное клапанное устройство 8 на закрытом ящике 31 вводится в деиствне в противоположном направлении для восстановления нормально закрытого клапана 3, нормально закрытых клапанов-тол кателей 16 на другой стороне транспорте ра I, установочного стержня 13 и установочного отверстия 14 в положение, показанное на фиг, 3. Затем вводится в действие цилиндр 34, что обеспечивает возврат закрыто о ящика 31 вместе с монтажной 30 в первоначальное положение (фиг, 1), Повторение указанной серии операций обеспечивает прерывистое или шаговое перемещение каждой формы 2 на транспортере 1 при одновременном непрерьюном поддерживании связи формы 2 с одним из источников вакуума, В другом варианте конструкции установки для транспортирования литейных форм (фиг. 6-8) на транспортере I роликового типа, выполненном в виде кольца, расположены в один ряд подопочные плиты 38, кахсдая из которых по сторонам снабжена нормально закрытыми клапанами. 3 и совершает прерывистые или шаговые движения под действием толкателя (не показано).В каждой поцопочной плите 38 имеется закрытая полость 39, которая сообщается с нормально закрытыми клапанами 3, а также трубки 40, концы которых вьютупают из верхней поверхности подопочной плиты 38, На плите 38 располагаются,в cbope опоки 41 и 42, обеспечивающие образование литейных форм. Всасывающие отверстия 43 и 44 соединены с трубками 4О через соозветствующие резиновые шланги 22, Указанная конструкция работает следующим образом. Когда литейная фор1иа в сборе - каждая из них включает подопочную плиту-38 и опоки 41 и 42 - располагаются на транспортере 1 для пpepь вистого движения и останавливается, то нормально закрытые клапаны 3, принудительно взаимодействуют с нормально закрытыми клапанами -толкателями 16 на ор ной стороне транспортера 1, В результате чего закрытая полость 39 в плите 38 сообщается с источником 5 вакуума через нормально закрытые клапаны S, нормально закрытые клaпaнь тoлкaтeли 16, резиновые шланги 22, продолговатый корпус 4 и Клапан 7 (фиг, 6), В этом положении, если поршневой шток 1О выдвигается под действием устройства 8 на закрытом ящике 31, нормально закрытью клапанытолкатели 16 на другой стороне транспортера 1 принудительно взаимодействуют с нормально закрытыми клапанами 3, устанавливая сообщение между закрытым ящиком 31 и закрытой полостью 39 в плите 38. Затем вводится в действие толкатель«« клапанное устройство 8 на процолговатом корпусе 4 в противоположном направлении для освобождения номально закрытых клапанов 3 и нормально закрььтых клапанов-толкателей 16 на одной стороне транспортера 1 от принудительного взаимодействия. В результате чего нормально закрытые клапаны 3 закрываются. Таким образом, конструкция литейной формы в сборе, состоящая из плиты 38 и опок 41 и 42 и установленная на транспортере 1, подается на один шаг в направле щи стрелки Д с помощью толкающего средства (не показано). Далее как описано выше. Таким образом, из вышеописанного видно, что в пределах длины шлангов 22 можно выполнять различные операции на опоках 41 и 42 независимо от того, движутся они или стоят. Формула изобр е т ё н и я 1. Установка для транспортирования литейных форм, изготовленных вакуумной формовкой, содержащая транспортер для перемещения литейных форм с опоками, толкатель для их прерывистого пе- ремещения и источник вакуума, подключенный к литейным формам, отличающаяся тем, что, с целью упучщения обслуживания установки.и непрерывного поддерживания вакуума в литейных формах при их транспортировании, она снабжена нормально закрытыми клапана- ми, установленными с противоположных сторон опок параллельно направлению двилФния транспортера, И нормально закрь тыми толкательными клапанными устройствами, установленными параллэльно транспортеру с каждой стороны на уровне клапанов на опоках для соединения последних с источником вакуума, при этом нормально закрытые толкательные
клапанные усгройства выполнены с воаможностью возвратно-поступательного перемеш,ения относительно транспортера с литейными формами.
2.Установка по п. 1, о т л н ч а ю ш а я с я тем, что, с целью правильного взаимного соединения клапанов и толкательных клапанных ycTpoecib, опоки со стороны расположения клапане сна&жены установочными устройствами, вы полненными в вице прорезей.
3.Установка по п. 1, отличающая с я тем, что она снабжена закрытым продолговатым корпусом, на котором расположены толкательные клапанные уст ройства, причем корпус расположен параллельно транспортеру и связан с источником вакуума.
4.Установка по п. I. о т л и ч а -
ю щ а я с я тем, что толкательное клаЛ
панное устройство установлено на зaкpl том продолговатом корпусе с возможностью параллельного перемещения относительно литейных форм на транспортере.
5. Установка по п. 1, о т л в ч а - ю щ а я с я тем, что она снабжена поаопочной плитой с закрытой камерой, соеоиненной с клапанными устройствами, а опоки, установленные на пополотых плЕтах, снабжены отсасывающим патрубком и гибким шлангом, соеоиняюшвм нх с закрытой камерой плиты, пошслк7че1шо11 к
источнику вакуума.
Источники информации, принятые во внимание при экспертизе
l.C.iessereH, 1973, N 21, с. 661-665.
1гП //
//



| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм вакуумной формовкой и устройство для его осуществления | 1978 |
|
SU793363A3 |
| Опочная оснастка для изготовления литейных форм вакуумной формовкой | 1979 |
|
SU937102A2 |
| Автоматическая литейная линия | 1979 |
|
SU865525A1 |
| Автомат для литья в вакуумно-пленочные формы | 1985 |
|
SU1247151A1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Опочная оснастка для изготовлениялиТЕйНыХ фОРМ ВАКууМНОй фОРМОВКОй | 1979 |
|
SU846070A1 |
| Оснастка для вакуумной формовки | 1980 |
|
SU882695A1 |
| Установка для выбивки литейных форм | 1980 |
|
SU899265A1 |
| ПОДМОДЕЛЬНАЯ ВАКУУМИРУЕМАЯ ПЛИТА ДЛЯ ИЗГОТОВЛЕНИЯ ВАКУУМНО-ПЛЕНОЧНЫХ ЛИТЕЙНЫХ ФОРМ | 2005 |
|
RU2292983C2 |
| Вакуумный клапан | 1989 |
|
SU1639876A1 |



.. .. О I о оо J / ;, Фиг.7 I „. ; оо W
3 jif О
W
Фиг. 8
