Предлагаемое изобретение относится к обработке металлов давлением, в частности к оборудованию для изготовления деталей из металлической ленты гибкой.
Известно устройство для изготовления деталей из металлической ленты путем гибки, содержащее механизм подачи ленты и механизм гибки ленты (авторское свидетельство СССР №829259, В 21 D 11/07).
В таком устройстве не обеспечена работа всех механизмов от одного привода, поскольку в нем имеется три привода в виде гидроцилиндров. Кроме того, конструкция этого устройства не позволяет изготавливать детали в виде S-образных скоб.
Известна линия для изготовления деталей из металлической ленты гибкой, содержащая привод и установленные по ходу технологического процесса разматывающее устройство, правильный узел, механизм подачи ленты на резку, ножницы и устройство для гибки ленты, имеющее механизм гибки (авторское свидетельство СССР №1123764, В 21 D 11/06).
В этом устройстве, являющемся наиболее близким по совокупности признаков к заявляемому устройству, также не обеспечена работа всех механизмов от одного привода, поскольку имеются отдельные приводы для каждого исполнительного механизма. Кроме того, устройство для гибки ленты в этой линии не позволяет изготавливать детали в виде S-образных скоб.
Технический результат заявляемой линии для изготовления деталей из металлической ленты гибкой заключается в обеспечении работы всех исполнительных механизмов от одного электропривода и в создании возможности изготовления деталей в виде S-образных скоб.
Указанный технический результат достигается тем, что в линии для изготовления деталей из металлической ленты гибкой, содержащей привод и установленные по ходу технологического процесса разматывающее устройство, правильный узел, механизм подачи ленты на резку, ножницы и устройство для гибки ленты, имеющее механизм гибки, устройство для гибки ленты снабжено механизмом удаления готовой детали из рабочей зоны, содержащим выталкиватель и съемник готовой детали, привод содержит смонтированные на станине электродвигатель, соединенный с редуктором, закрепленное на выходном валу редуктора кривошипное колесо и установленный на направляющей и связанный шатуном с кривошипным колесом ползун с корпусом, при этом ползун связан с механизмом подачи ленты и механизмом гибки ленты посредством рычагов, закрепленных на его корпусе, на окружности кривошипного колеса выполнено радиальное углубление, а на боковой поверхности кривошипного колеса выполнен радиальный кулачок, ножницы связаны с приводом посредством рычага, имеющего два звена, соединенные шарниром, на оси которого установлен ролик с возможностью взаимодействия с упомянутым радиальным кулачком кривошипного колеса, выталкиватель связан с приводом посредством многозвенного рычага и предусмотренного на нем ролика, обеспечивающего возможность подпружиненного взаимодействия многозвенного рычага с окружной поверхностью кривошипного колеса и его радиальным углублением, при этом свободный конец многозвенного рычага шарнирно закреплен на предусмотренном кронштейне, съемник готовой детали выполнен в виде электромагнита, закрепленного на корпусе ползуна, механизм гибки ленты выполнен в виде гибочных роликов, полудиска с зубчатым венцом, установленного с возможностью поворота на оси и имеющего водило, шарнирно связанное с закрепленным на ползуне рычагом, двух приводных роликов, выполненных с кронштейнами и с зубчатыми венцами для взаимодействия с зубчатым венцом полудиска, и шаблонных кругов, неподвижно закрепленных сверху на осях вращения приводных роликов, при этом каждый гибочный ролик установлен на кронштейне приводного ролика с технологическим зазором относительно шаблонного круга.
Сопоставительный анализ с прототипом показывает, что предлагаемая линия отличается тем, что для гибки деталей в виде S-образных скоб устройство для гибки ленты снабжено механизмом удаления готовой детали из рабочей зоны, содержащим выталкиватель и съемник готовой детали, привод содержит смонтированные на станине электродвигатель, соединенный с редуктором, закрепленное на выходном валу редуктора кривошипное колесо и установленный на направляющей и связанный шатуном с кривошипным колесом ползун с корпусом, при этом ползун связан с механизмом подачи ленты и механизмом гибки ленты посредством рычагов, закрепленных на его корпусе, на окружности кривошипного колеса выполнено радиальное углубление, а на боковой поверхности кривошипного колеса выполнен радиальный кулачок, ножницы связаны с приводом посредством рычага, имеющего два звена, соединенные шарниром, на оси которого установлен ролик с возможностью взаимодействия с упомянутым радиальным кулачком кривошипного колеса, выталкиватель связан с приводом посредством многозвенного рычага и предусмотренного на нем ролика, обеспечивающего возможность подпружиненного взаимодействия многозвенного рычага с окружной поверхностью кривошипного колеса и его радиальным углублением, при этом свободный конец многозвенного рычага шарнирно закреплен на предусмотренном кронштейне, съемник готовой детали выполнен в виде электромагнита, закрепленного на корпусе ползуна, механизм гибки ленты выполнен в виде гибочных роликов, полудиска с зубчатым венцом, установленного с возможностью поворота на оси и имеющего водило, шарнирно связанное с закрепленным на ползуне рычагом, двух приводных роликов, выполненных с кронштейнами и с зубчатыми венцами для взаимодействия с зубчатым венцом полудиска, и шаблонных кругов, неподвижно закрепленных сверху на осях вращения приводных роликов, при этом каждый гибочный ролик установлен на кронштейне приводного ролика с технологическим зазором относительно шаблонного круга. Такое отличие от прототипа дает основание утверждать о соответствии предлагаемого технического решения критерию патентоспособности изобретения «новизна». Сравнение предлагаемого устройства не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, аналогичные отличительным признакам, что позволяет сделать вывод о соответствии условию патентоспособности «изобретательский уровень».
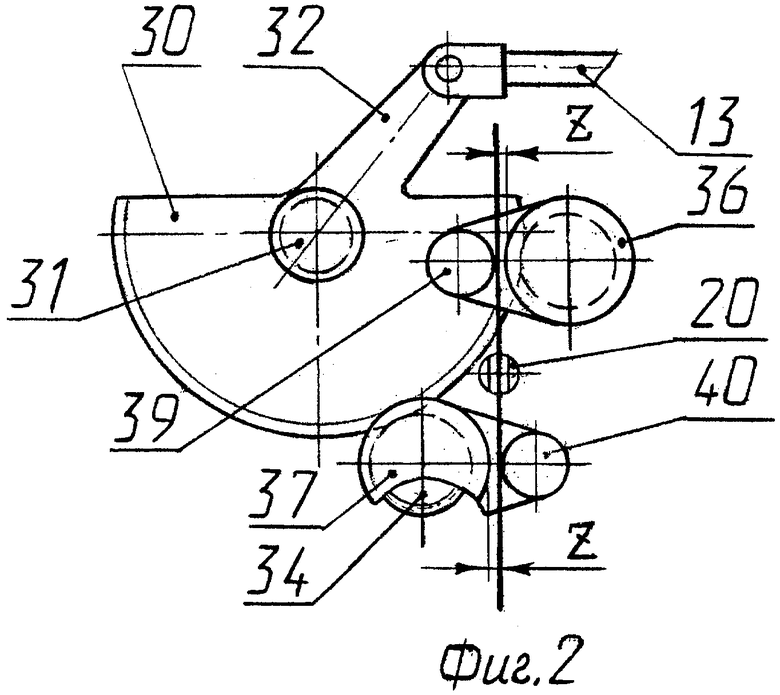
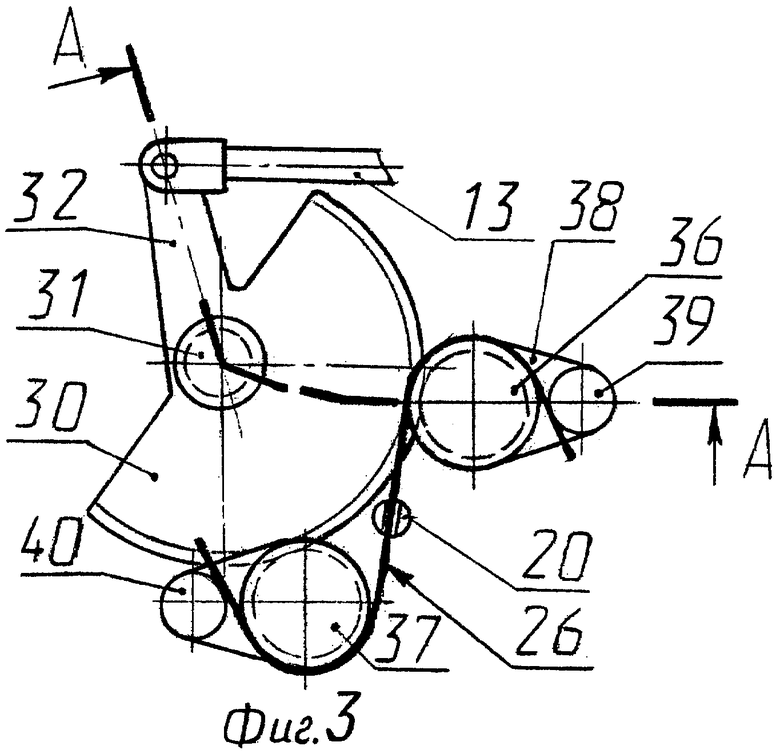
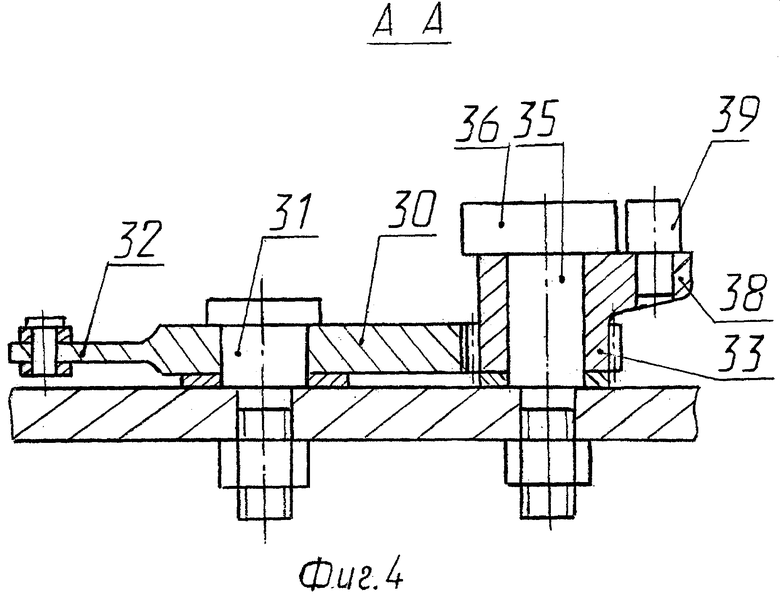
Сущность предлагаемого изобретения поясняется чертежом, где на фиг.1 представлена линия для изготовления деталей из металлической ленты путем гибки, кинематическая схема; на фиг.2 - механизм гибки ленты в исходном положении, вид сверху; на фиг.3 - механизм гибки ленты в конечном положении, вид сверху; на фиг.4 - разрез А-А на фиг.3.
Линия для изготовления деталей из металлической ленты содержит (фиг.1) привод и установленные по ходу технологического процесса разматывающее устройство 1, правильный узел 2, механизм 3 подачи ленты на резку, ножницы 4 и устройство для гибки ленты. Устройство для гибки ленты содержит привод, выполненный в виде смонтированных на станине (не показана) электродвигателя 5, соединенного посредством клиноременной передачи 6 с редуктором 7. На выходном валу редуктора 7 закреплено кривошипное колесо 8, связанное шатуном 9 с ползуном 10, установленным на направляющей 11. На корпусе ползуна 10 закреплены многозвенный рычаг 12 привода механизма 3 подачи ленты на ножницы 4 и рычаг 13 привода механизма гибки ленты. На окружности кривошипного колеса 8 выполнено радиальное углубление 14, а на боковой поверхности кривошипного колеса 8 выполнен радиальный кулачок 15 для взаимодействия с роликом 16, установленным на оси 17 шарнира, соединяющего два звена 18, 19 рычага привода ножниц 4. Устройство для гибки ленты снабжено механизмом удаления готовой детали из рабочей зоны, выполненным в виде выталкивателя 20 и съемника 21 готовой детали. При этом выталкиватель 20 выполнен приводным от многозвенного рычага 22, свободный конец которого шарнирно закреплен на кронштейне 23 с возможностью подпружиненного посредством пружины 24 взаимодействия через ролик 25 с окружной поверхностью кривошипного колеса 8 и его радиальным углублением 14. Съемник 21 готовой детали 26 выполнен в виде электромагнита, закрепленного на корпусе ползуна 10. На ползуне 10 установлены два упора 27 и 28 для взаимодействия с конечным выключателем 29, электрически соединенным с электромагнитом съемника 21 готовой детали. Механизм гибки ленты выполнен в виде приводного полудиска 30 (фиг.2, 3), установленного с возможностью поворота на оси 31 и связанного водилом 32 шарнирно с рычагом 13, закрепленным на ползуне 10. Приводной полудиск 30 снабжен зубчатым венцом для взаимодействия с зубчатыми венцами двух приводных роликов 33, 34, на оси 35 вращения которых сверху неподвижно закреплены шаблонные круги 36, 37. Каждый приводной ролик 33, 34 снабжен отдельным кронштейном 38 (фиг.3, 4), на котором с технологическим зазором Z относительно окружности шаблонных кругов 36, 37 установлены гибочные ролики 39,40.
Линия для изготовления деталей из металлической ленты работает следующим образом.
В режиме подготовки линии к работе рулон металлической ленты устанавливают в разматывающее устройство 1 (фиг.1), затем свободный конец ленты заправляют последовательно в правильный узел 2, механизм 3 подачи ленты, ножницы 4 и в технологические зазоры Z (фиг.2, 4) между шаблонными кругами 36, 37 и гибочными роликами 39, 40 механизма гибки ленты, а также в прорезь выталкивателя 20. В исходном состоянии все механизмы находятся в положении, как показано на фиг.1 и 2. По завершении подготовительных работ линия запускается в автоматический режим работы, для чего включают электродвигатель 5, от которого через клиноременную передачу 6 и редуктор 7 получает вращательное движение кривошипное колесо 8, приводящее в действие все исполнительные механизмы. Одним из первых механизмов вступают в работу ножницы 4, когда радиальный кулачок 15 набегает на ролик 16, который отклоняется и звеном 18 рычага привода ножниц 4 производит отрезку конца ленты на длину, достаточную для изготовления одной детали. При дальнейшем вращении кривошипного колеса 8 соединенный с ним шатун 9 перемещает ползун 10 влево (фиг.1), при этом ползун 10 приводит в действие одновременно посредством рычага 13 механизм гибки ленты и посредством многозвенного рычага 12 механизм подачи ленты на ножницы 4, а также перемещает электромагнит съемника 21 готовой детали в зону гибки ленты. При воздействии рычага 13 на водило 32 происходит угловой поворот полудиска 30 на оси 31. Полудиск 30 (фиг.3), совершая поворот на определенный угол, взаимодействует своим зубчатым венцом с зубчатыми венцами двух приводных роликов 33, 34, которые, вращаясь на осях 35, производят обкатку гибочными роликами 39, 40 вокруг шаблонных кругов 36, 37, тем самым производят гибку отрезка металлической ленты, находящейся в технологическом зазоре Z между шаблонными кругами 36, 37 и гибочными роликами 39, 40 с образованием детали 26 в виде S-образной скобы. Кривошипное колесо 8, завершая один оборот, взаимодействует своим радиальным углублением 14 с роликом 25, закрепленным на многозвенном рычаге 22. Под воздействием пружины 24 сжатия ролик 25 обкатывает радиальное углубление 14 кривошипного колеса 8, при этом многозвенный рычаг 22 приводит в действие соединенный с ним выталкиватель 20, который выталкивает деталь 26 в виде S-образной скобы вверх. В этот момент упор 28 (фиг.1), закрепленный на ползуне 10, включает конечный выключатель 29, который подает напряжение на электромагнит съемника 21 готовой детали. Одновременно с этим электромагнит съемника 21 перемещается в зону гибки ленты и снимает готовую деталь с выталкивателя 20. При движении ползуна 10 вправо электромагнит съемника 21 уносит готовую деталь на позицию сброса, и когда упор 27 надавит на конечный выключатель 29, электромагнит съемника 21 отключается, и готовая деталь падает в контейнер. Далее при подаче очередного конца ленты в исполнительные механизмы цикл их работы повторяется, при этом механизм 3 подачи ленты возвращается в исходное положение, когда ползун 10 перемещается влево, а все другие исполнительные механизмы возвращаются в исходное положение при перемещении ползуна 10 вправо (фиг.1).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления U-образных деталей гибкой прямолинейных заготовок проталкиванием | 1980 |
|
SU935173A1 |
| БИЕЛИО-ТКЛ I | 1972 |
|
SU326012A1 |
| Автомат для изготовления гнутых изделий | 1986 |
|
SU1400739A1 |
| Станок для гибки труб | 1990 |
|
SU1764740A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| Станок для загибки и отрезки концов трубных спиралей | 1981 |
|
SU986541A1 |
| Трубогибочный комплекс | 1987 |
|
SU1470389A1 |
| МАНИПУЛЯТОР | 2002 |
|
RU2228259C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Автомат для изготовления проволочных пружин сложной конфигурации | 1987 |
|
SU1461571A1 |
Изобретение относится к области обработки металлов давлением. Линия содержит привод и установленные на станине по ходу технологического процесса разматывающее устройство, правильный узел, механизм подачи ленты на резку, ножницы и устройство для гибки ленты, имеющее механизм гибки. Для гибки деталей в виде S-образных скоб устройство для гибки ленты снабжено механизмом удаления готовой детали из рабочей зоны, содержащим выталкиватель и съемник готовой детали. Привод содержит смонтированные на станине электродвигатель, соединенный с редуктором, закрепленное на выходном валу редуктора кривошипное колесо и установленный на направляющей и связанный шатуном с кривошипным колесом ползун с корпусом. Ползун связан с механизмом подачи ленты и механизмом гибки ленты посредством рычагов, закрепленных на его корпусе. На окружности кривошипного колеса выполнено радиальное углубление, а на боковой поверхности кривошипного колеса выполнен радиальный кулачок. Ножницы связаны с приводом посредством рычага, имеющего два звена, соединенные шарниром, на оси которого установлен ролик с возможностью взаимодействия с упомянутым радиальным кулачком кривошипного колеса. Выталкиватель связан с приводом посредством многозвенного рычага и предусмотренного на нем ролика, обеспечивающего возможность подпружиненного взаимодействия многозвенного рычага с окружной поверхностью кривошипного колеса и его радиальным углублением, при этом свободный конец многозвенного рычага шарнирно закреплен на предусмотренном кронштейне. Съемник готовой детали выполнен в виде электромагнита, закрепленного на корпусе ползуна. Механизм гибки ленты выполнен в виде гибочных роликов, полудиска с зубчатым венцом, установленного с возможностью поворота на оси и имеющего водило, шарнирно связанное с закрепленным на ползуне рычагом, двух приводных роликов, выполненных с кронштейнами и с зубчатыми венцами для взаимодействия с зубчатым венцом полудиска, и шаблонных кругов, неподвижно закрепленных сверху на осях вращения вращающихся роликов. Каждый гибочный ролик установлен на кронштейне приводного ролика с технологическим зазором относительно шаблонного круга. Достигается обеспечение работы всех исполнительных механизмов от одного электропривода и возможность изготовления деталей в виде S-образных скоб. 4 ил.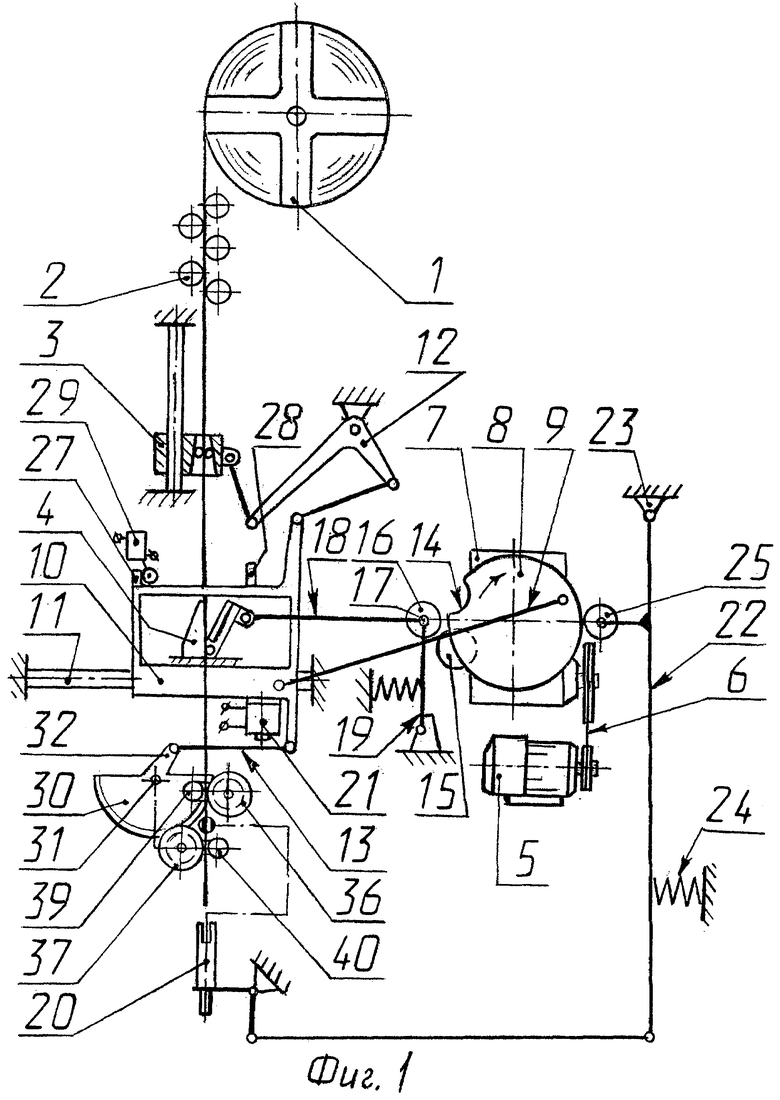
Линия для изготовления деталей из металлической ленты гибкой, содержащая привод и установленные на станине по ходу технологического процесса разматывающее устройство, правильный узел, механизм подачи ленты на резку, ножницы и устройство для гибки ленты, имеющее механизм гибки, отличающаяся тем, что для гибки деталей в виде S-образных скоб устройство для гибки ленты снабжено механизмом удаления готовой детали из рабочей зоны, содержащим выталкиватель и съемник готовой детали, привод содержит смонтированные на станине электродвигатель, соединенный с редуктором, закрепленное на выходном валу редуктора кривошипное колесо и установленный на направляющей и связанный шатуном с кривошипным колесом ползун с корпусом, при этом ползун связан с механизмом подачи ленты и механизмом гибки ленты посредством рычагов, закрепленных на его корпусе, на окружности кривошипного колеса выполнено радиальное углубление, а на боковой поверхности кривошипного колеса выполнен радиальный кулачок, ножницы связаны с приводом посредством рычага, имеющего два звена, соединенные шарниром, на оси которого установлен ролик с возможностью взаимодействия с упомянутым радиальным кулачком кривошипного колеса, выталкиватель связан с приводом посредством многозвенного рычага и предусмотренного на нем ролика, обеспечивающего возможность подпружиненного взаимодействия многозвенного рычага с окружной поверхностью кривошипного колеса и его радиальным углублением, при этом свободный конец многозвенного рычага шарнирно закреплен на предусмотренном кронштейне, съемник готовой детали выполнен в виде электромагнита, закрепленного на корпусе ползуна, механизм гибки ленты выполнен в виде гибочных роликов, полудиска с зубчатым венцом, установленного с возможностью поворота на оси и имеющего водило, шарнирно связанное с закрепленным на ползуне рычагом, двух приводных роликов, выполненных с кронштейнами и с зубчатыми венцами для взаимодействия с зубчатым венцом полудиска, и шаблонных кругов, неподвижно закрепленных сверху на осях вращения вращающихся роликов, при этом каждый гибочный ролик установлен на кронштейне приводного ролика с технологическим зазором относительно шаблонного круга.
| Линия для изготовления кольцевых профилированных деталей из ленты | 1982 |
|
SU1123764A1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ЗИГЗАГООБРАЗНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2084302C1 |
| Гибочный механизм к станку для гибки плоских спиралей | 1971 |
|
SU452394A1 |
| DE 2058026 А, 31.05.1972 | |||
| GB 1365715 A, 04.09.1974. | |||

