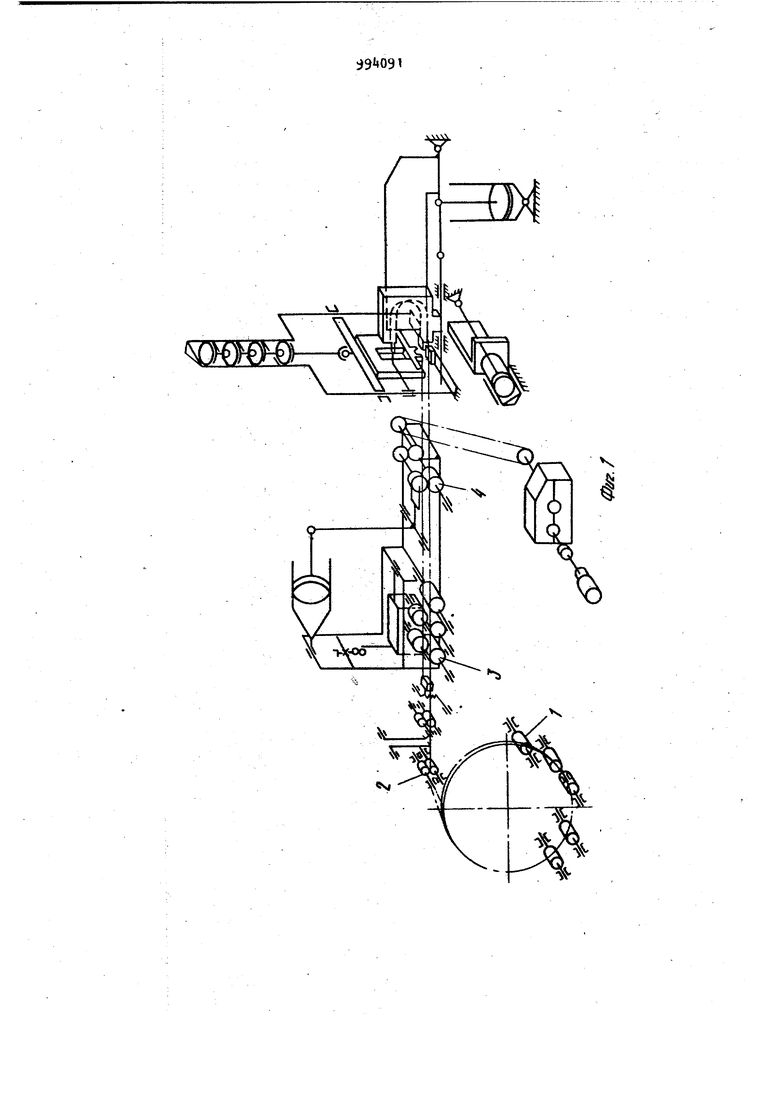
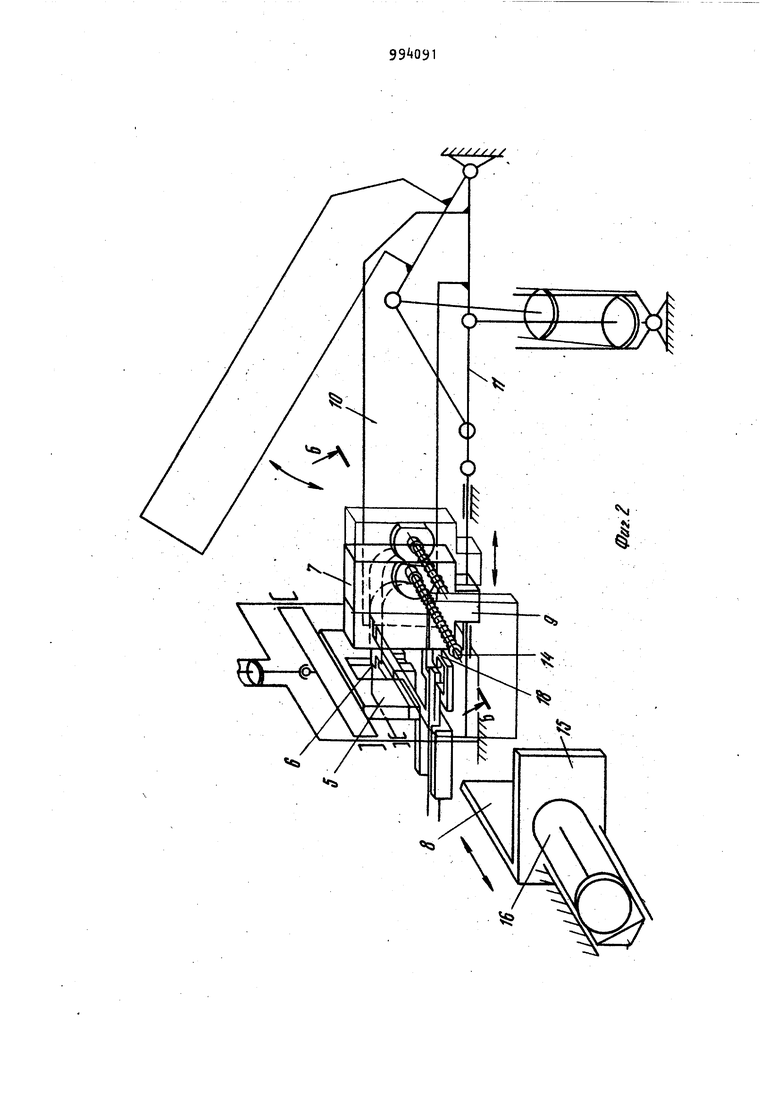
прямолинейных заготовок проталкива нием шаблон выполнен составным из наружного охватывающего элемента и вкладыша, смонтированного в нем с возможностью перемещения в направлении, перпендикулярном подаче заготовки, и снабженного упорным бурто выполненным на его наружной рабочей поверхности, а рабочее отверстие шаблона образовано наружной рабочей поверхностью вкладыша и внутренней поверхностью охватывающего элемента. Вкладыш связан с подпружиненным выталкивателем. На фиг. 1 кзображеиа кинематическая схема устройства; на фиг.2узел гибки и средства удаления готовой детали; на фиг. 3 разрез по Б-Б. Устройство включает смонтирован-: ; ные на станине (на чертеже не показа на) рулонницу 1, узел проводки 2, не приводные правильные ролики 3, механизм подачи ленты 4,i отрезной штамп 1, упор 6, гибочную матрицу 7 и сред ства удаления готовой детали tt. Гибочная матрица состоит из шаблона 9, смонтированного с возможностью возвратно-поступательного перемещения в направлении подачи заготовки, и пово ротной стенки 10, связанных с приводом перемещения и разъема матрицы 11 Шаблон 9 в свою очередь вюшчает наружный охватывающий элемент 12 и установленный в нем с .возможностью перемещения в направлении, перпендикулярном подаче заготовки , вкладыш 13, связанный с подпружиненным вытал кивателем Н, взаимодействующим с толкателем 15, приводиг4 1м от силового цилиндра 1б. Наружная поверхность вкладыша 13 снабжена упо ным буртом 17 и образует с внутренней поверхностью охватывающего элемента рабочий канал, соответствующий профилю изгибаемой детали. Работает устройство следующим образом. Лента из рулонницы 1 через узел проводки 2, правильные ролики 3 и механизм подачи k подается так, что торец ее заходит за центр отрезного штампа на З-Ь мм. Включают привод штампа и производят отрезку пере него конца зяготовки и образование вырезана нем. Затем переключателем (на схеме не показан) устанавливают режим работы, включают кнопКУ цикл. Лента подается в гибочУ94 ную матрицу 7 до упора 6. При нажатии ленты на упор 6 подается команда на выключение подачи 4 и привод штампа 5, прорубающего вырезы в начале ленты и на конце согнутой детаои 18 и отделяющего ее. После отделения согнутой детали шаблон Э под воздействием привода 11 перемещается на позицию выталкивания детали. Одновременно подник;ается поворотная стенка 10. Срабатывает привод 1Ь. Толкатель 15 воздействует на выталкиватель И, перемещающий вкладыш 13 вместе с хомутом 18.После вывода хомута за пределы шаблона подается команда на возврат вкладыша в исходное положение. Хомут, распружиниваясь, упирается в торец наружного охватывающего элемента Г2, снимается с вкладыша и падает в тару. Подается команда на возврат шаблона на позицию гибки и опускание поворотной стенки. Цикл повторяется. Технико-эконо Ф1ческ .й эффект .предлагаемого устройства определяется улучшением условий его работы за счет повышения надежности работы средств удаления готовой детали. Формула изобретения 1 . Устройство для изготовления и-образных деталей гибкой прямолинейных заготовок проталкиванием по авт. св. М° 935173, о т л и ч э ющ е е с я тем, что, с целью улучшения условий удаления деталей, шаблон выполнен составным из маружного охватывающего элемента и вкладыша, смонтированного в нем с возможностью перемещения в направлении, перпендикулярном подаче заготовки, и . снабженного упорным 6(уртом, выполненным на его наружной рабочей поверхности, а рабочее отверстие шаблона образовано наружной рабочей поверхностью вкладыша и внутренней поверхностью охватывающего элемента. 2. Устройство по п. 1, о т л и чающееся тем, что вкладыш связан с подшужиненным выталкивателем. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР If 935173, кл. В 21 D 53/36, 24.07.80 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления U-образных деталей гибкой прямолинейных заготовок проталкиванием | 1980 |
|
SU935173A1 |
| Последовательно совмещенный штамп | 1990 |
|
SU1808445A1 |
| Штамп для гибки | 1985 |
|
SU1299658A1 |
| Штамп последовательного действия для изготовления деталей типа скоб | 1983 |
|
SU1143494A1 |
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СЕДЛОВИДНОЙ ШАЙБЫ И КОМБИНИРОВАННЫЙ ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119400C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Револьверный штамп для изготовления деталей из проволочных заготовок | 1990 |
|
SU1743667A1 |
| Штамп гибочный | 1980 |
|
SU871912A1 |
| Штамп совмещенного действия | 1986 |
|
SU1342564A1 |
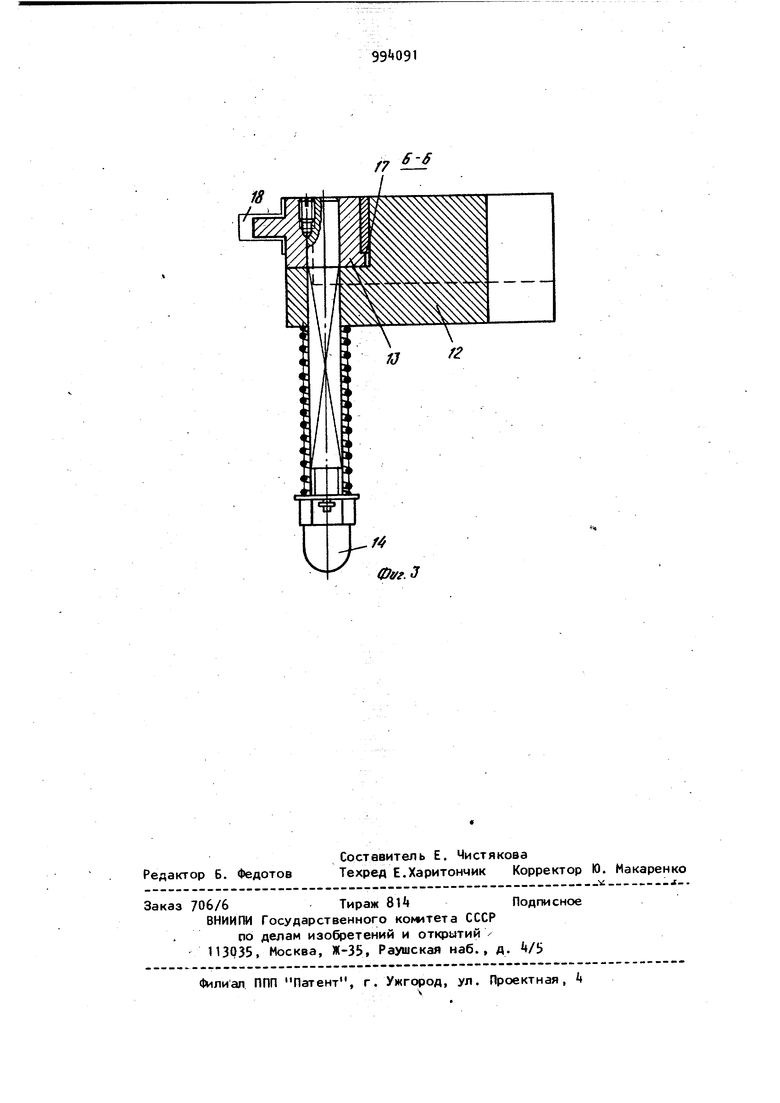
18
6-S
Фог.З
