Известные установки для горячей вулканизации низа обуви представляют собой односекционные или двухсекционные вулканизационные прессы, в которые колодки с заготовками обуви подаются с конвейера при помощи каретки, приводимой в возвратно-поступательное движение поперек конвейера.
Отличительная особенность описываемой автоматической линии для горячей вулканизации низа обуви заключается в том, что загрузочно-разгрузочное приспособление для подачи колодки с заготовкой обуви на конвейер и снятия, с него выполнено в виде имеющих возвратно-поступательное движение пружинящих зацепов, взаимодействующих с колодкой с помощью поворотного и имеющего возвратно-поступательное движение переводного мостика.
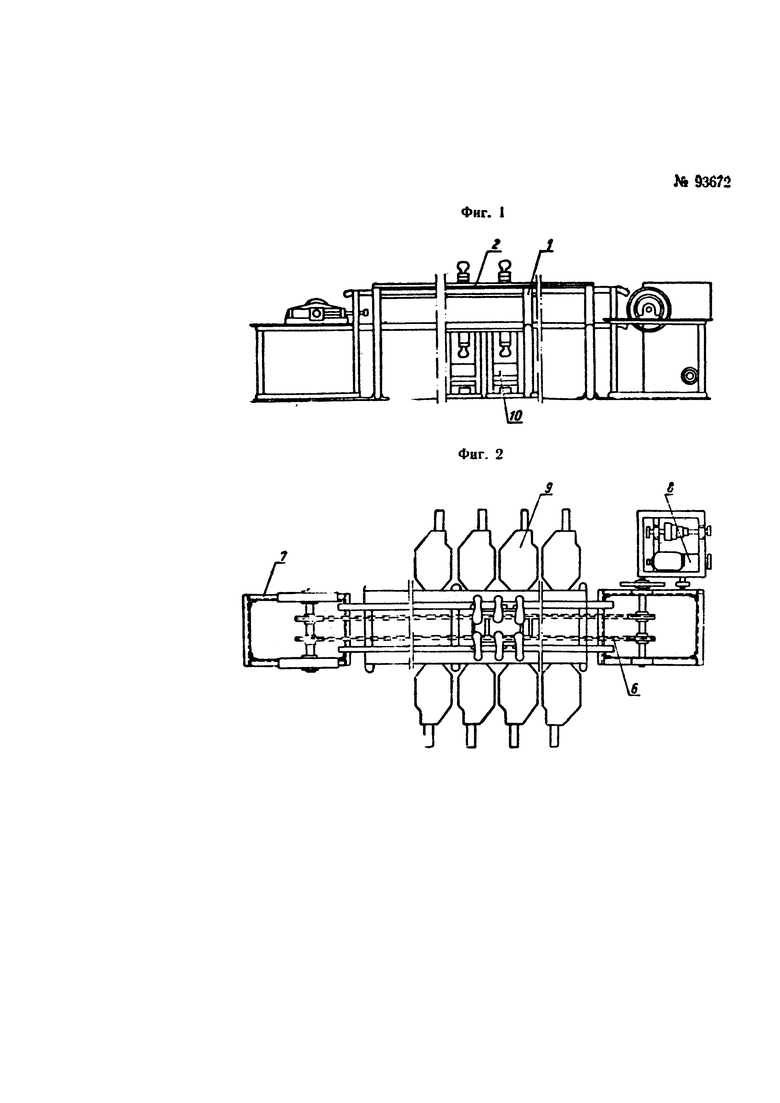
На фиг. 1 изображен общий вид линии спереди; на фиг. 2 - вид линии по фиг. 1 сверху; на фиг. 3 - кинематическая схема основных узлов; на фиг. 4 - деталь линии по фиг. 1-2.
На стойках 1 (фиг. 1), установленных на полу, укреплена образующая замкнутый путь колея 2 из профильного железа для двухосных металлических тележек 3 (фиг. 3) с приваренной к раме каждой тележки стойкой 4. К стойке 4 прикреплены кассеты 5 с люлькой на каждой из них для закладки колодки.
На каждой тележке имеются две кассеты для загрузки колодок с заготовкой и две кассеты для разгрузки колодок с готовой обувью после вулканизации. Тележки присоединены к конвейеру, состоящему из двух цепей Галля 6 и снабженному натяжной станцией 7. Перемещение конвейера осуществляется от приводной станции 8.
С обеих сторон конвейера расположены загрузочно-разгрузочные приспособления 9 для подачи колодок с заготовками на линию прессов 10 горячей вулканизации, установленных под конвейером, и для разгрузки колодок из прессов после вулканизации низа обуви.
Загрузочно-разгрузочное приспособление выполнено в виде двух пружинящих зацепов 11, могущих перемещаться возвратно-поступательно поперек конвейера при помощи гидропривода 12, зубчатой передачи 13, 14, 15 и рейки 16, соединенной водилом 17 с зацепами 11. Для направления зацепов к колодке 18 предназначен переводный мостик 19, поворотно подвешенный на оси 20 к ползуну 21, допускающему возможность перемещения вдоль соответствующих направляющих, не изображенных на чертеже. Мостик 19 снабжен двумя центрирующими рожками 22, взаимодействующими с планкой люльки, также, не показанной на чертеже, и обеспечивающими при захвате зацепами 11 колодки точное совпадение осей переводного мостика и люльки.
Пружинящие зацепы 11 при захвате колодки взаимодействуют с двумя роликами 23 колодки, обеспечивающими захват последней зацепами без ударов.
Разгрузка колодки с конвейера производится зацепами разгрузочного приспособления (автомата). Станина каждого автомата снабжена направляющими 24, например в виде ласточкиного хвоста, взаимодействующими с соответствующими салазками 25 в головке колодки.
Каждый из прессов 10 заключает в себе цилиндр 26 с плунжером 27, соединенным с прессформой 28 посредством буферной пружины 29.
После того как матрица 30 пресс-формы вступит в контакт с заготовкой обуви, начинается сжатие буферной пружины 29 и смыкание через систему рычагов матриц. После окончания вулканизации матрицы прессформы раскрываются, колодка с готовой обувью зацепами 11 через переводной мостик 19 передается в люльку и вся линия приходит в исходное положение.
Затем происходит передвижка конвейера, люлька с готовой обувью уходит в сторону и против линии автомата останавливается люлька с новой заготовкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| Устройство для горячей вулканизации резинового низа обуви | 1944 |
|
SU68544A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБУВИ | 1969 |
|
SU244912A1 |
| Автомат для обработки обуви | 1975 |
|
SU741850A1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| Пресс конвейерного типа для горячей вулканизации низа обуви | 1940 |
|
SU61593A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ВАЛЯНОЙ ОБУВИ | 1964 |
|
SU165312A1 |
| Пресс для горячей вулканизации низа обуви | 1947 |
|
SU75904A1 |
| Копирное устройство для обувных машин | 1979 |
|
SU784861A1 |
| Устройство для изготовления резиновой обуви | 1984 |
|
SU1229070A1 |

1. Автоматическая линия для горячей вулканизации низа обуви, состоящая из движущихся по замкнутому пути тележек с прикрепленными к ним кассетами для помещения колодок, загрузочно-разгрузочных приспособлений для поперечной подачи колодок с конвейера в пресс-форму и прессов, расположенных по пути движения колодок, отличающаяся тем, что загрузочно-разгрузочное приспособление выполнено в виде имеющих возвратно-поступательное движение пружинящих зацепов, взаимодействующих с колодкой с помощью поворотного и имеющего возвратно-поступательное движение переводного мостика.
2. Форма выполнения автоматической линии по п. 1, отличающаяся тем, что для обеспечения точного совпадения осей переводного мостика и люльки переводной мостик снабжен центрирующими рожками, взаимодействующими с центрирующей планкой люльки.
3. Форма выполнения автоматической линии по п. 1, отличающаяся тем, что для обеспечения точного совпадения осей колодки с надетой на нее заготовкой и пресса станина загрузочно-разгрузочного автомата снабжена направляющими, например в виде ласточкиного хвоста, взаимодействующими с соответствующими салазками в головке колодки.
4. Форма выполнения автоматической линии по пп. 1-3, отличающаяся тем, что для обеспечения подъема и опускания пресса, сведения и разведения матриц и сообщения возвратно-поступательного движения зацепам для захвата колодок применен автоматически управляемый гидравлический привод.
