(54) ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ С РЕБРАМИ ЖЕСТКОСТИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для вулканизации резинотехнических изделий с ребрами жесткости | 1980 |
|
SU887243A1 |
| Форма для вулканизации резинотехнических изделий с ребрами жесткости | 1976 |
|
SU709381A1 |
| Пресс вулканизационный | 1979 |
|
SU835814A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2469847C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2465134C1 |
| Устройство для непрерывной вулканизации резиновых изделий | 1984 |
|
SU1326432A1 |
| ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ АР1ЖРОВАУ1Щ "''-''--•:• РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1978 |
|
SU825332A1 |
| Способ изготовления кольцевых резинотехнических изделий и устройство для его осуществления | 1987 |
|
SU1500504A1 |
| Устройство для изготовления полых многослойных резиновых изделий | 1980 |
|
SU910452A1 |
| Устройство для изготовления кольцевых полимерных изделий | 1990 |
|
SU1735027A1 |
Изобретение относится к оборудованию резинотехнической промышленности и предназначено для вулканизации изделий с ребрами- жесткости.
Известна пресс-форма для вулканизации изделий с ребрами жесткости, содержащая две полуформы: верхнюю, рабочая поверхность которой образована гидроподушкой, и нижнюю секционную полуформу, рабочая поверхность которой выполнена жесткой. Ребро жесткости помеш,ается в разъем между секциями нижней полуформы 1.
Однако при вулканизации изделий с ребрами жесткости, выполненными из сырой резины, усилия, создаваемого приводом перемещения. подвижной секции нижней полуформы, недостаточно для прессования ребра жесткости.
Кроме того, между секциями нижней полуформы на ребре жесткости образуются выпрессовки. Все это снижает качество ребер жесткости и всего изделия в целом.
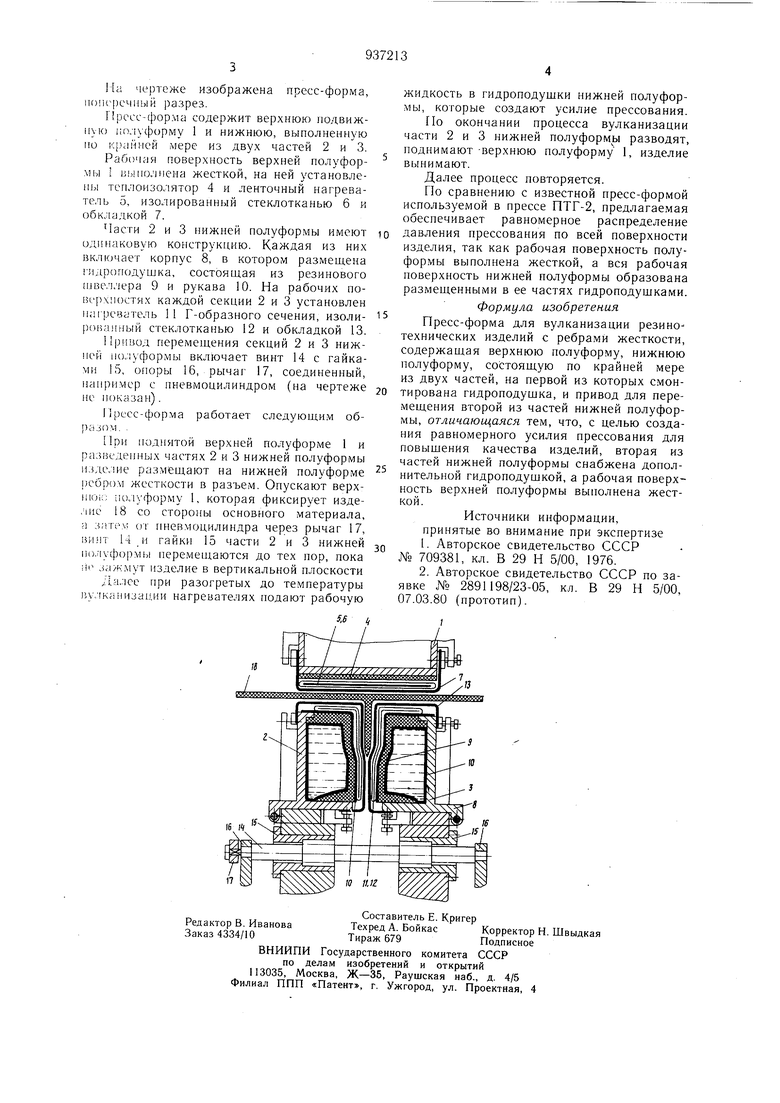
Наиболее близким к предлагаемой является пресс-форма для вулканизации резинотехнических изделий, содержащая верхнюю полуформу, нижнюю полуформу, состоящую по крайней мере из двух частей.
на первой из которых смонтирована гидроподушка, и привод для перемещения второй из частей нижней полуформы 2.
Недостатком известной пресс-формы является то, что давление прессования на горизонтальную и вертикальную плоскости создается двумя гидроподушками, размещенными в верхней полуформе и в неподвижной секции нижней полуформы. Разделенное их действие приводит к неравномерному распределению усилия прессования
10 по поверхности изделия, что снижает качество изделия.
Цель изобретения - создание равномерного усилия прессования для повышения качества изделия.
15
Указанная цель достигается тем, что. в пресс-форме для вулканизации резинотехнических изделий, содержащей верхнюю полуформу, нижнюю полуформу, состоящую по крайней мере из двух частей, на первой 20 из которых смонтирована гидроподушка, и привод для перемещения второй из частей нижней полуформы, вторая из частей нижней полуформы снабжена дополнительной гидроподушкой, а рабочая поверхность верхней полуформы выполнена жесткой.
