На верхне|1 плите штампа закреплен пуансон 11. ГТозицией 12 обозначен подаваемый материал (полоса илп лента).
Штамп вдожет быть выполнен без прижима. В этом случае клин 6 может быть установлен в направляющей колодке 13 (ом. фит. 2) и овязан с ллитой 9 штампа через штифт 14, который р1ас1юложен в пазу il5, выполненном в клине 6. Клиновая опора 5 выполнена е ви/де стержня, свободно установленного в пазу подаюшей каретки 2. Позицией 16 обозначена матрица.
Штамп для обработки полосового и ленточного материалов работает 1сле.дуюШ.ИМ образом.
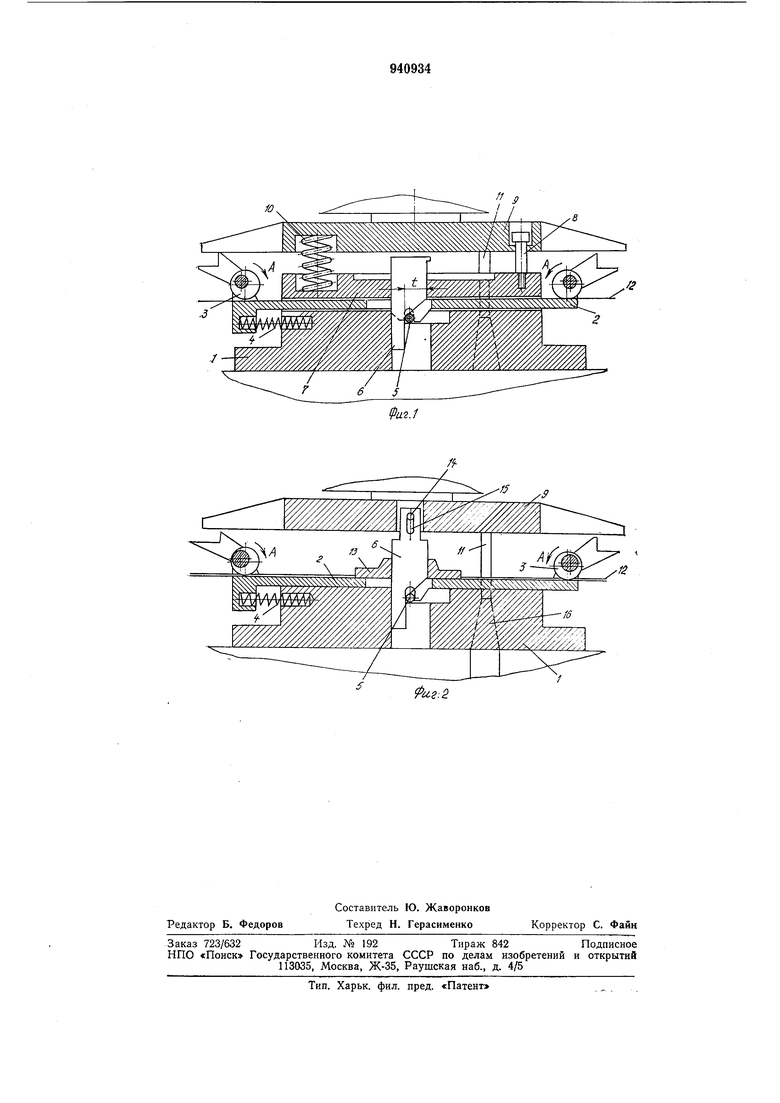
При ходе .плиты 9 штампа вниз прижим 7 (СлМ. фиг. 1) ложится на материал 12 и фиксирует его на рабочей позиции шта|мпа. Затем плита 9 поворачивает эксцентрики 3 в противоположные стороны (в напр авлении стрелок А). Эксцентрики освобождают материал 12. При дальнейшем ходе вниз плита 9 перемещает вн:из клин 6. Клин воздействует на клиновую опору 5. Каретка 2 перемещается вправо, сжимая лружину 4.
Усилие клина б, воздействующее на клиновую опору 5, раскла1дывается на вертикальную и горизонтальную составляющие.
Поскольку клиновая опора 5 (стержень) лежит на нижней плите штампа, вертикйльная составляющая силы передается на эту плиту, а горизонтальная составляющая - на каретку 2. На этом заканчивается ход верхней плиты вниз.
Во время хода верхней плиты вниз каретка перемещается вхолостую (без материал а). Последний в это время надежно фиксируется прижимом 7 и пуансоном И.
При движении плиты 9 вверх, она выходит из соприкосновения с клином 6.
По мере того, как плита 9 перемещается вверх, пуансон 11 выходит из матрицы, и ее захватывают эксцентрики 3, которые разворачиваются по стрелкам А, так как на них не воздействует плита 9.
Таким образом, надежный захват материала осуществляется в условиях покоящейся подающей каретки 2.
Последним от нижней плиты отделяется прижим 7. Он освобождает материал и выдергивает клин 6 из нижней плиты 1 благодаря заплечику на клине. Каретка 2, скользя по скосу клина, соверщает относительно плавный подход к другой его опорной поверхности.
Штамп на фиг. 2 работает аналогично изображенному на фиг. 1.
Формула изобретения
Штамп для обработки полосового и ленточного материала, содержап ий по меньшей мере одну подвижную и одну неподвижную плиты, установленную на одной из плит подающую каретку, несущую захватные органы и клиновую опору и приводимую в движение от подвижной плиты через клин, смонтированный в штампе с возможностью перемещения относительно подвижной плиты и взаимодействующий с клиновой опорой, отличающийся тем, ,что, с целью повышения точности шага подачи, в одной из плит выполнен паз, клин свободно установлен в пазу, а клиновая опора свободно смонтирована в подающей каретке с возможностью взаи1модействия € плитой, на которой установлена каретюа.
Источник информации, принятый во внимание при экспертизе:
I. Авторское свидетельство СССР № 579078, кл. В 21 D 43/00, 26.04.73 (прототип).
ю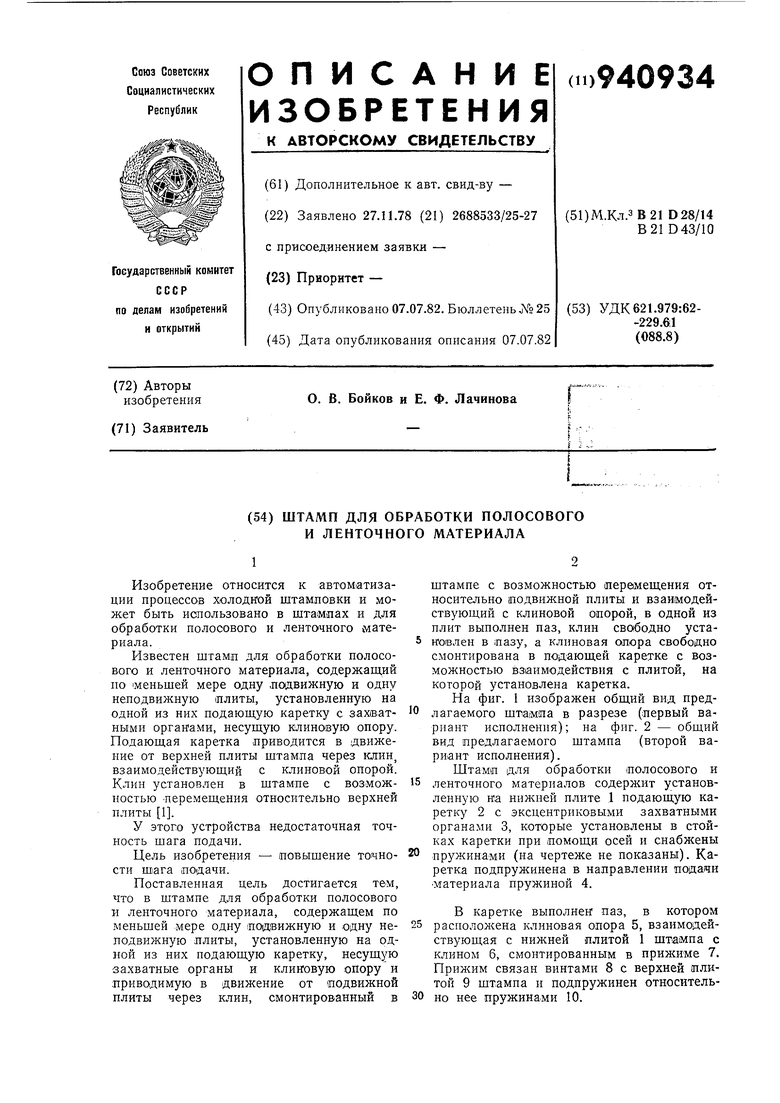
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| Устройство для подачи полосовогои лЕНТОчНОгО МАТЕРиАлА B РАбОчуюзОНу шТАМпА | 1979 |
|
SU841734A1 |
| Демпфер для подающей каретки штампа | 2020 |
|
RU2756457C1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону штампа | 1979 |
|
SU789191A1 |
| Штамп для вырубки деталей изпОлОСОВОгО и лЕНТОчНОгО МАТЕРиАлА | 1979 |
|
SU822954A1 |
| Штамп для вырубки деталей из ленты или полосы | 1982 |
|
SU1031579A1 |
| Универсальный блок для изготовления деталей из штучных заготовок | 1988 |
|
SU1532159A1 |
| Штамп для гибки и плющения краев листовых заготовок | 1990 |
|
SU1719126A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону штампа | 1983 |
|
SU1082530A1 |
| Штамп-автомат для обработки полосовогои лЕНТОчНОгО МАТЕРиАлА | 1977 |
|
SU793685A1 |