Устройство содерлхит станин-у I, на которой смонтированы механизм сварки пересечений каркаса, электромагнитные приводы 2 и 3, кронштейн 4, рычаг 5, вал 6 и датчики 7, 8 и 9. На приводе 2 закреплен шток 10, который пропуи1ен через отверстие кронштейна 4 и имеет пружину 11, расположенную между кронштейном 4 и рычагом 5, а на коипе шток|а жестко закреплен захват 12.
На валу б жестко 31акреплены зубчатый венец 13, барабан 14 и диски 15, 16 и 17. На барабане 14 закреплен механизм возврата в исходное положение вала 6, выполненный в виде трооа 18, па конце которого имеется груз 19, а на рычаге 5 31акреплена тормозная колодка 20, контактируюп;:ая с барабаном 14. На дисках 15 и 16 выполнены кольцевые назы 21, в которых размещены переставпые кулачки 22, а на диске 17 закреплен упор 23.
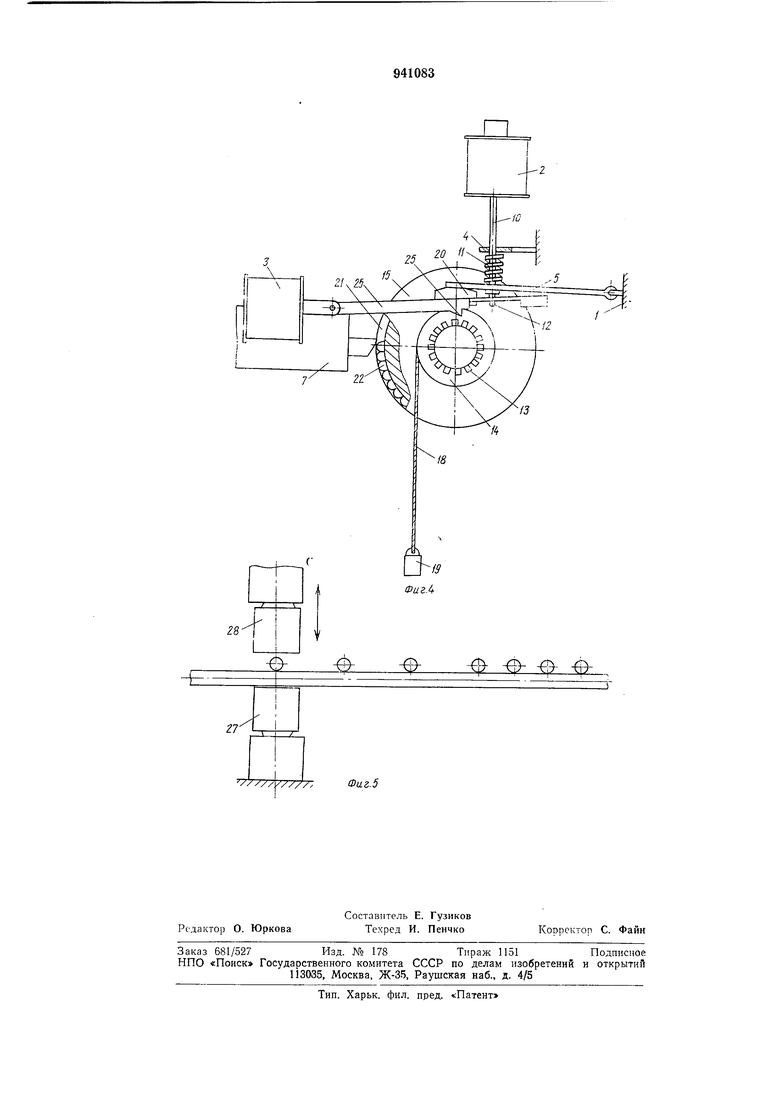
На приводе 3 установлен толкатель 24 одностороннего действия, имеюш,ий зуб ,25 для взаимодействия с зубьями венца 13, а с противоположной стороны привода 3 смонтирована пружина 26 для возврата толкателя 24 в исходное положение. На станине 1 установлен также механизм сварки (см. фиг. 5), состоящий из нижних эл1ектро|дов 27 и верхних подвижных электрадов 28.
В исходном положении, например, датчик 7, взаимодействуя своим щупом с кулачками 22, включен, а щупы остальных датчиков выключены, т. е. размещены в кольцевых пазах 21.
Устройство работает следующим образом.
Неред началом работы продольные стержни укладыв1ают на нижние электроды, а в каждый паз 21 дисков устанавливают столько кулачков, сколько взаимодействующий с ними датчик должен отсчитать шагов.
В процессе работы устройства под верхний электрод поочередно подают поперечные стержни, которые также поочередно приваривают к продольным стержням. Одновременно со сваркой каждого поперечiioro стержня подают сигнал па включение привода 3, который каждый раз, перемещая толкатель 24 от себя, зубом 25 нажимает на зубчатый венец 13, в результате чего вал 6 с дисками 15, 16 и 17 поворачивается на угол, который огр:аничен дугой, равной ширине кулачка 22.
При этом включенный датчик 7 отсчитывает требуемое количество шагов. Носле того как щуп датчика 7 сойдет с кулачков 22 диска 15 и разместится в пазу 2,1, диск 16 своими кулачками 22 включит ,дахчик 8, который подает сигнал па изменение шага
сварки. После окончания второго шага сварки включают оба датчика 7 и 8, в результате чего надеется сигнал от двух датчиков одновременно на включение третьего
щага сварки, а при отключении обоих датчиков будет иодан сигнал на сварку четвертого шага.
После окончания сварки всех шагов каркаса унор 23 диска 17 нажиМ|ает на датчик 9, который включает привод 2, в результате чего пад действием штока 10 тормозная колодка 20 освободит барабан 14, захват 12 поднимет толкатель,24, а зуб 25 выйдет из зацеплепия с зубчатым венцом
13, при этом вал 6 освободится от торможения и под действием груза 19 повернется в исходное ноложение.
Изобретение обеспечивает изготовление каркасов с четырьмя различными шагами,
что охватывает все типы каркасов, прп этом устройство упрощает конструкцию и позволяет быстро перестраивать его на другой тип каркасов.
Формула изобретения
Устройство для контактной сварки арматурных каркасов, содержащее станину, механизм сварки и датчики для изменения шага между поперечными элементами каркаса, связ:анные с приводом подачи продольных элементов каркаса, отличающееся тем, что, с. целью снижения трудоемкости за счет сокращения времени
на переналадку на другой тип каркаса, оно снабжено валом с зубч1атым венцом, механизмом возврата вала, выполненным в виде трооа с грузом, закрепленного на валу, усггановленными на валу дисками с кулачками, смонтированными с возможностью перемещения по кольцевой поверхностп диска и взаимодействующими с датчиками, закрепленными на станине приводным толкателем, взаимодействующим с зубчатым
венцом, подпружиненными тормозной колодкой и захватом, взаимодействующими соответственно с валом и толкателем.
Источники информации, принятые во впимание при экспертизе:
1.Машина точечная многоэлектричная типа МТМК-ЗХ100-2, выпускаемая серийно с 1968 года, заводом «Электрик, Ленинград.
2.Станок для изготовления арматурных каркасов № 153Б, серийно изготавливаемый с 1973 года пре,дприятием «Энерготехпром Главэнергостройпрома и эксплуатируемый с 1974 года на Светлогорском заводе железобетонных изделий и конструкций (прототип). 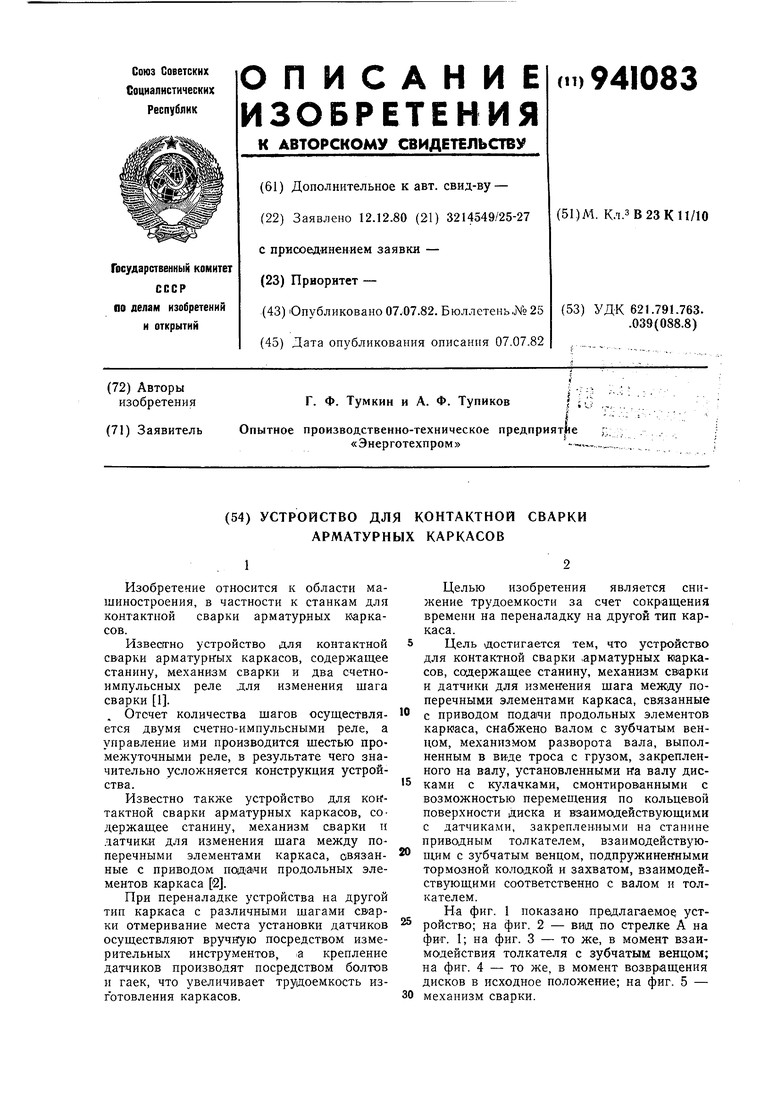

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной сварки сеток | 1978 |
|
SU841858A1 |
| Устройство для изготовления пространственных армаутрных каркасов | 1972 |
|
SU503671A1 |
| Автоматизированный склад | 1978 |
|
SU710874A1 |
| Станок для изготовления плоских арматурных каркасов | 1979 |
|
SU902949A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 2018 |
|
RU2678219C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305976A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОДОЛЬНЫХ И ПОПЕРЕЧНЫХ СТЕРЖНЕЙ СЕТЧАТЫХ КОНСТРУКЦИЙ | 1992 |
|
RU2024371C1 |
| Грузоподъемное устройство крана | 1986 |
|
SU1440858A1 |
| Автоматический регулятор зазора для колодочного тормоза | 1970 |
|
SU634692A3 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |


D-ff
Фиг4
i
L
- Фи.г.5
//Y///7
-©
