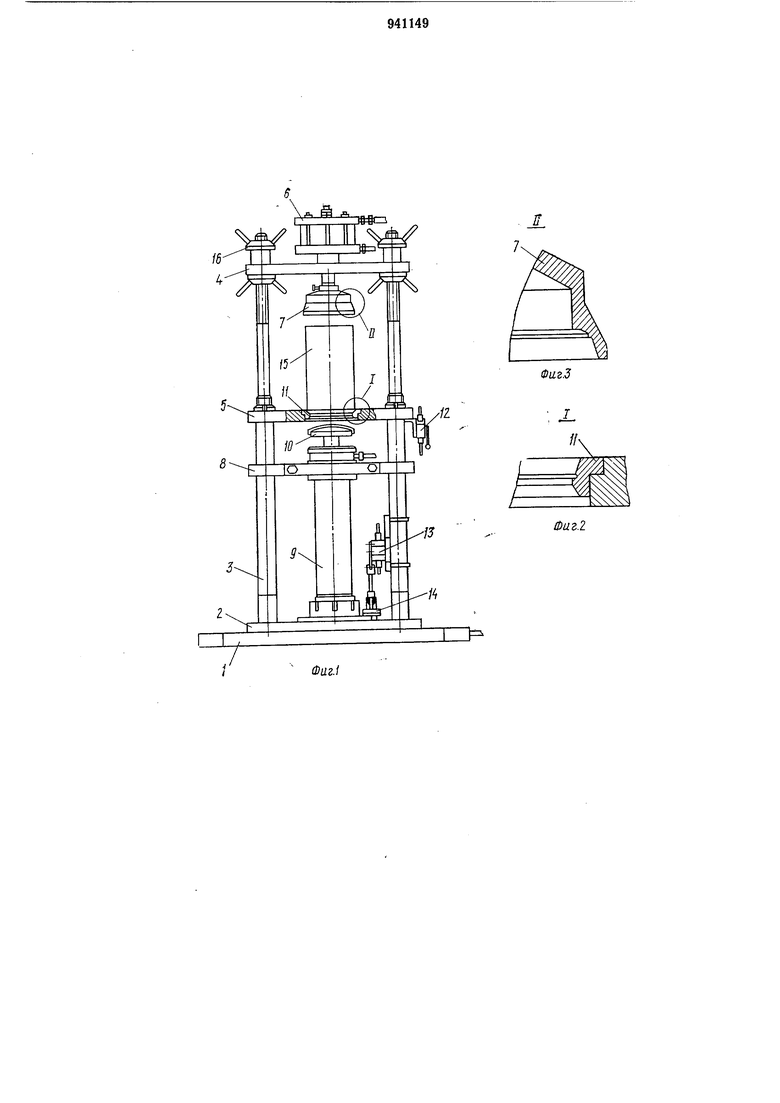
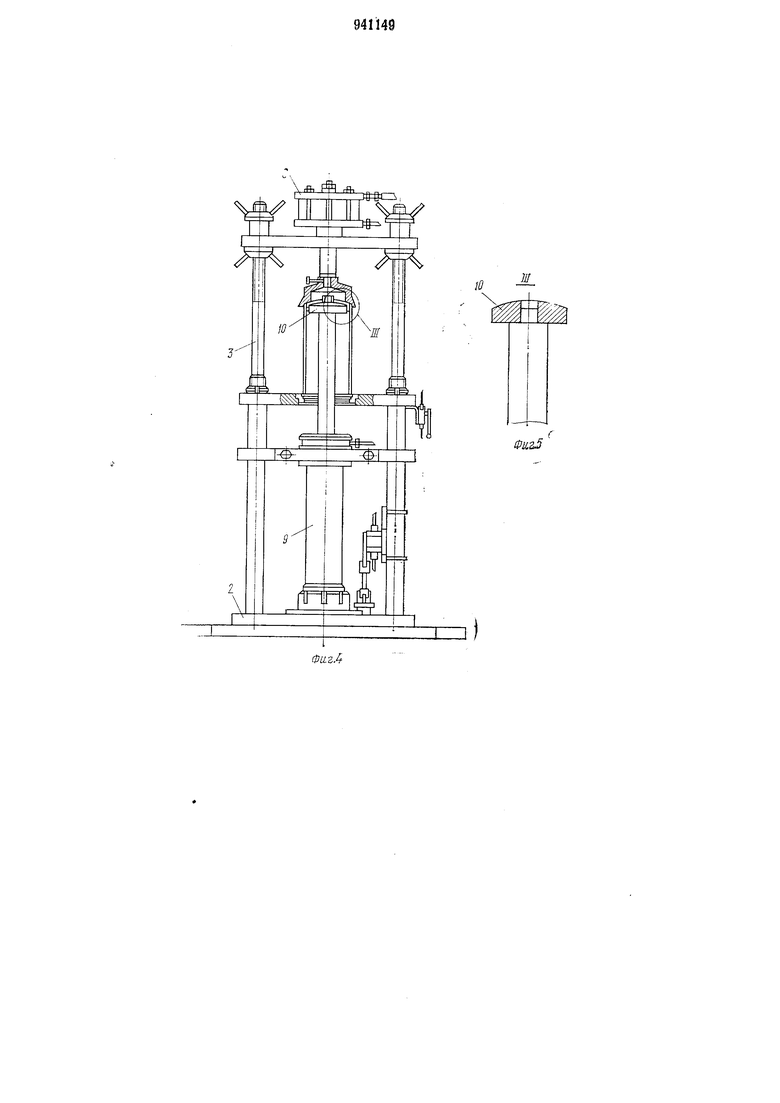
ления с профилированной внутренней поверхностью, соответствующей профилю крышки. На основании 1 посредством поперечины 8 размещен соосно с силовым цилиндром 6 дополнительный силовой циЛИ1НДР 9, на штоке которого закреплена рабочая головка 10.
На нижней траверсе 5 в отверстии, выполиенном по оси запрессовки-, установлена призма И механизма центрирования и крепления. В призме 11 имеется осевое конусное отверстие. Пята 7 и призма И механизма центрирования и крепления, а также рабочая головка 10 выполнены сменными. Для осуществления управления силовыми цилиндрами 6 и 9 имеются кораны 12 и 13 и педаль 14.
Пресс для сборки работает следующим образом.
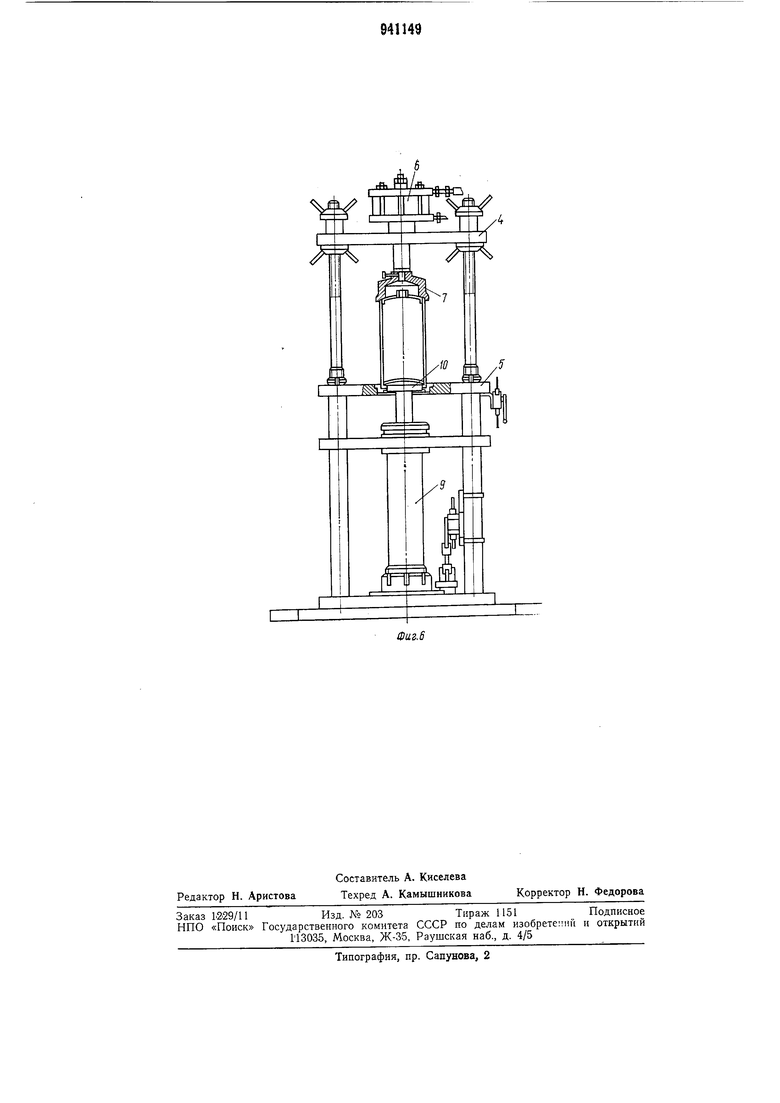
Цилиндрический корпус 15 ставится на призму 11, ногой нажимают на педашь 14, при этом открывается кран 13 и срабатывает силовой цилиидр 6. Шток СИЛ10ВОГО цилиндра 6 вместе с пятой 7 опускается и эажимает корпус 15. На рабочую головку 10 устанавливается крышка., краном управления 12 включается дополнительный силовой цвлиндр 9 И) головка вместе с крышкой поднимается и запрессовывает крышку в верхнюю часть корпуса 15. Затем рабочая головка 10 вместе со штоком дополнительного силового цилиндра 9 опускается в исходное положение, на нее устанавливается дно и при включении крана 12 происходит ,запрессовка дна.
Для сборки другого типоразмера цилиндрического корпуса с крышкой и дном производится смена рабочей головки 10, пяты 7 и призмы 11 механизма центрирования и крепления. Расстояние между пятой 7 и призмой И регулируется, перемещением верхней траверсы 4 вместе с силовым цилиндром 6 при помощи гаек 16.
Предложенный пресс для сборки позволяет повысить производительность и юачество сборки обечайки с крышкой и дном.
Наличие сменных ра бочих головок, сменных пяты И призмы механизма центри рования и крепления, а также возможность регулировать по высоте делает пресс универсальным и позволяет осуществлять сборку обечаек с крыщкой и дном от диаметра 60 мм и выше и длиной до 500 мм.
Формула изобретения
1.Пресс для сборки, содержащий смонтированные на основании вертикальные направляющие стойки с установленными на них с возможностью относительного перемещения верхней и нижней траверсами, силовой цилиндр, расположенный на верхней тр-аверсе, дополнительный силовой цилиндр, закрепленный на основании соосно с силовым цилиндром, и рабочую головку, отличающийся тем, что, с целью обеспечения сборки деталей путем запрессовки крышки и дна в цилиндрический корпус, он снабжен механизмом центрирования и крепления корпуса, выполненным в виде закрепленной на штоке силового цилиндра пяты с профилированной внутренней поверхностью, соответствующей профилю крышки, и призмы с осевым конусным отверстием, установленной в отверсти-и, выпол1ненном по оси в- нижней траверсе, при этом рабочая головка расположена на щтоке дополнительного силового цилиндра.
2.Пресс по п. 1, отличающийся тем, что, с целью обеспечения сборки различных типоразмеров деталей, пята и призма механизма центрирова)ния и крепления, а также рабочая головка выполнены сменными.
Источники информации, принятые во внимание при экспертизе
1. Мащиностроение. Энциклопедический справочник. Под ред. акад. Чудакова, М., 1974 т. 8, разд. IV; гл. XI, с. 435, фиг. 18.
JL
,ft m ajQ
Фаг.1
Фаг.З
; z. //
.2
;чнъ РР1 rfti д
ЛА
Я
ш
ю
V
10
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки редукторов и устройство для его осуществления | 1990 |
|
SU1754403A1 |
| АВТОМАТИЧЕСКИЙ ПРЕСС ДЛЯ СБОРКИ | 1973 |
|
SU399340A1 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| Полуавтомат для сборки звеньев гусеницы | 1980 |
|
SU927479A1 |
| Станок для запрессовки подшипников с двух сторон | 1976 |
|
SU782979A1 |
| Устройство для сборки запрессовкой | 1984 |
|
SU1181845A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ СБОРКИ РОЛИКОВ | 1973 |
|
SU382494A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1976 |
|
SU580081A1 |
| Стенд для сборки деталей запрессовкой | 1988 |
|
SU1509214A1 |