(З) ДЕФОРМИРУЮЩИЙ ИНСТРУМЕНТ ДЛЯ ТЕРМОФРИКЦИОННОЙ ФОРМОВКИ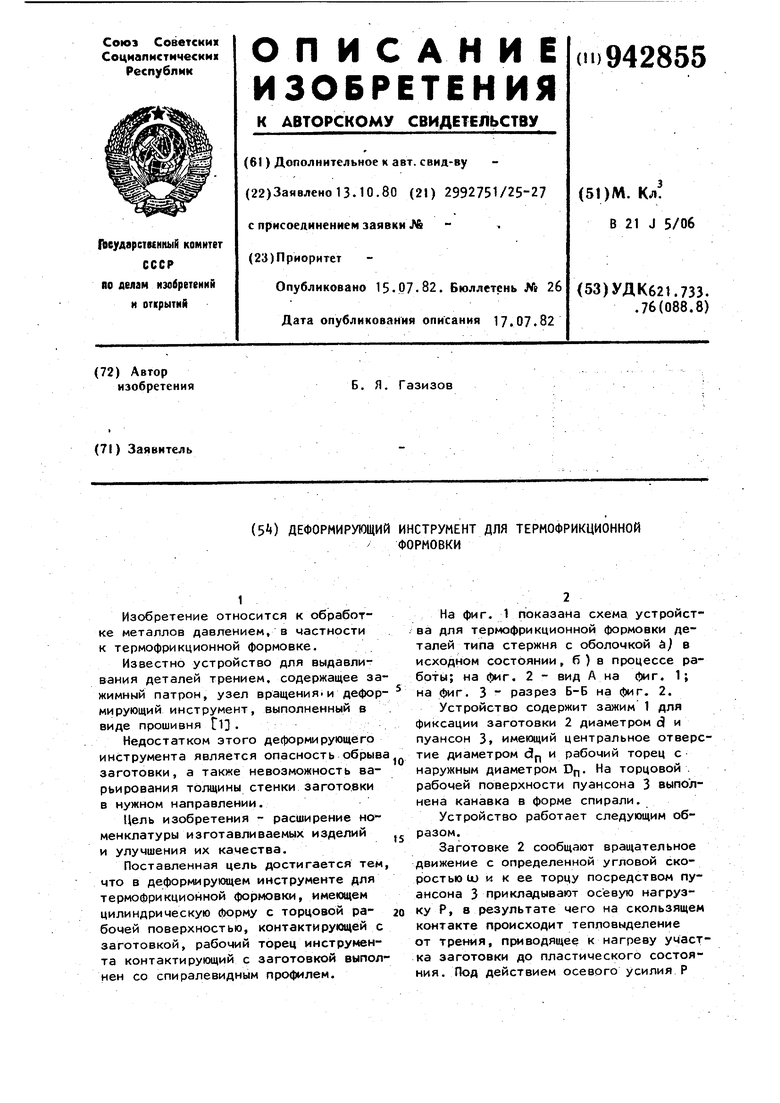
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термофрикционной формовки полых деталей | 1980 |
|
SU963665A1 |
| Способ термофрикционной штамповки | 1978 |
|
SU863138A1 |
| Способ изготовления деталей | 1980 |
|
SU935192A1 |
| Способ изготовления деталей | 1980 |
|
SU912383A1 |
| Устройство для термофрикционной формовки изделий | 1980 |
|
SU925506A1 |
| Способ формовки деталей | 1977 |
|
SU733833A1 |
| Способ формовки пустотелых изделий | 1975 |
|
SU640808A1 |
| Способ изготовления изделий | 1978 |
|
SU749524A1 |
| Устройство для формовки полых изделий | 1978 |
|
SU912382A1 |
| Способ изготовления изделий | 1978 |
|
SU816645A1 |
1
Изобретение относится к обработке металлов давлением, в частности к термофрикционной формовке.
Известно устройство для выдавливания деталей трением, содержащее зажимный патрон, узел вращения-и деформирующий инструмент, выполненный в виде прошивня tl.
Недостатком этого деформирующего инструмента является опасность обрыва заготовки, а также невозможность варьирования толщины стенки заготовки в нужном направлении.
Цель изобретения - расширение номенклатуры изготавливаемых изделий и улучшения их качества.
Поставленная цель достигается тем, что в деформирующем инструменте для термофрикционной формовки, имеющем цилиндрическую форму с торцовой рабочей поверхностью, контактирующей с заготовкой, рабочий торец инструмента контактирующий с заготовкой выполнен со спиралевидным профилем.
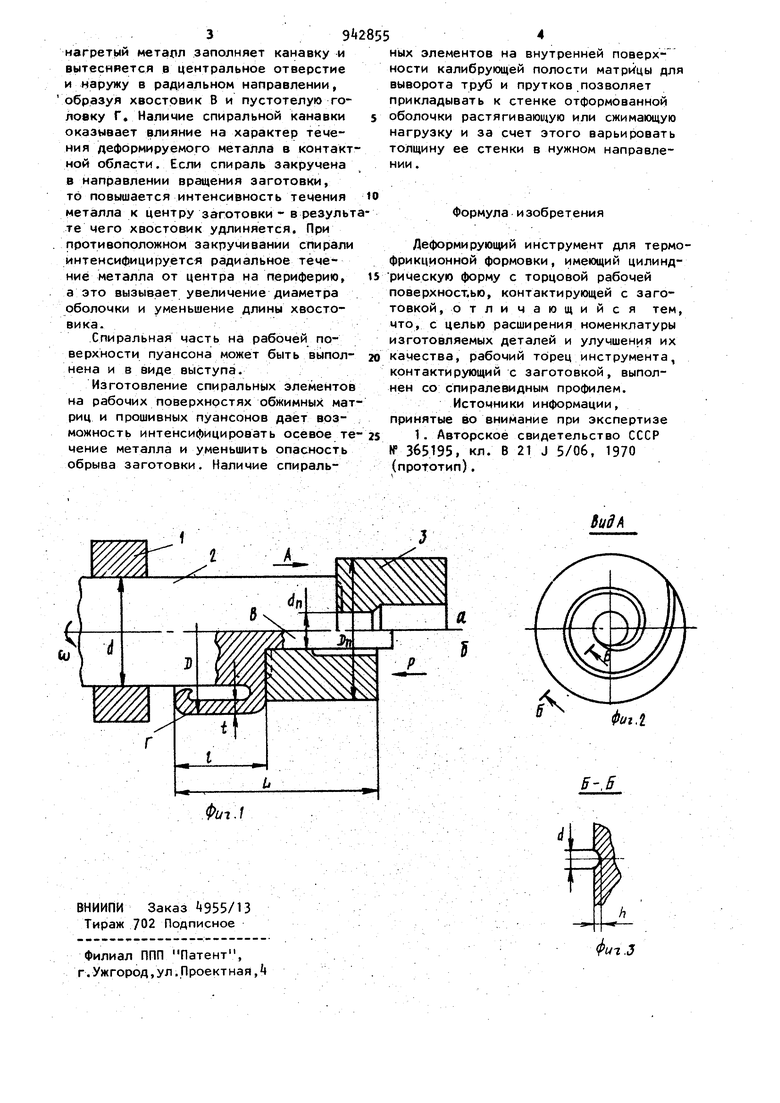
На фиг. 1 показана схема устройства для термофрикционной формовки деталей типа стержня с оболочкой й в исходном состоянии, б ) в процессе работы; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
Устройство содержит зажим 1 для фиксации заготовки 2 диаметром d и пуансон 3 имеющий центральное отверстие диаметром dp и рабочий торец с наружным диаметром D. На торцовой . рабочей поверхности пуансона 3 выполнена канавка в форме спирали.
Устройство работает следующим образом.
Заготовке 2 сообщают вращательное движение с определенной угловой скоростью Ш и к ее торцу посредством пуансона 3 прикладывают осевую нагрузку Р, в результате чего на скользящем контакте происходит тепловыделение от трения, приводящее к нагреву участка заготовки до пластического состояния. Под действием осевого усилия Р
