(54) ЗАЖИМНОЕ УСТРОЙСТВО
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный станок | 1983 |
|
SU1146177A1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автоматическая линия | 1978 |
|
SU747692A1 |
| СТАНОК ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК | 2001 |
|
RU2197368C2 |
| Агрегатный станок | 1986 |
|
SU1399078A1 |
| Агрегатный станок | 1975 |
|
SU553088A1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| Гибкий производственный модуль автоматической линии | 1985 |
|
SU1456297A1 |
| Транспортер автоматической линии | 1985 |
|
SU1306692A1 |
1
Изобретение относится к механической обработке материалов, а именно к автоматизированным зажимным устройствам для металлорежущих станков.
Известно зажимное устройство, на корпусе которого закреплены силовой привод с пржимом, плита с базовым элементом и загрузочный механизм 1.
Недостатком устройства является сложность конструкции.
Цель изобретения - упрощение конструкции устройства.
Указанная цель достигается тем, что загрузочный механизм выполнен з виде пары жестко заКрепленных своими основаниями в прижиме силового привода оппозитных упругих лепестков со встречно отогнутыми головками.
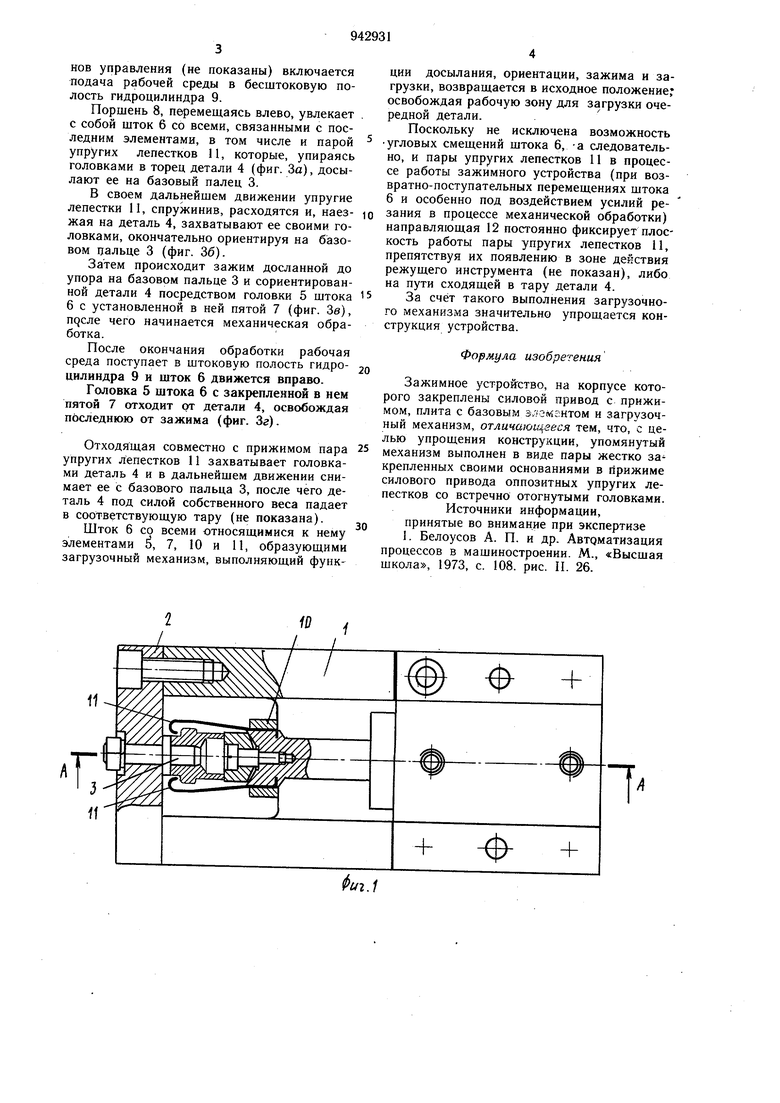
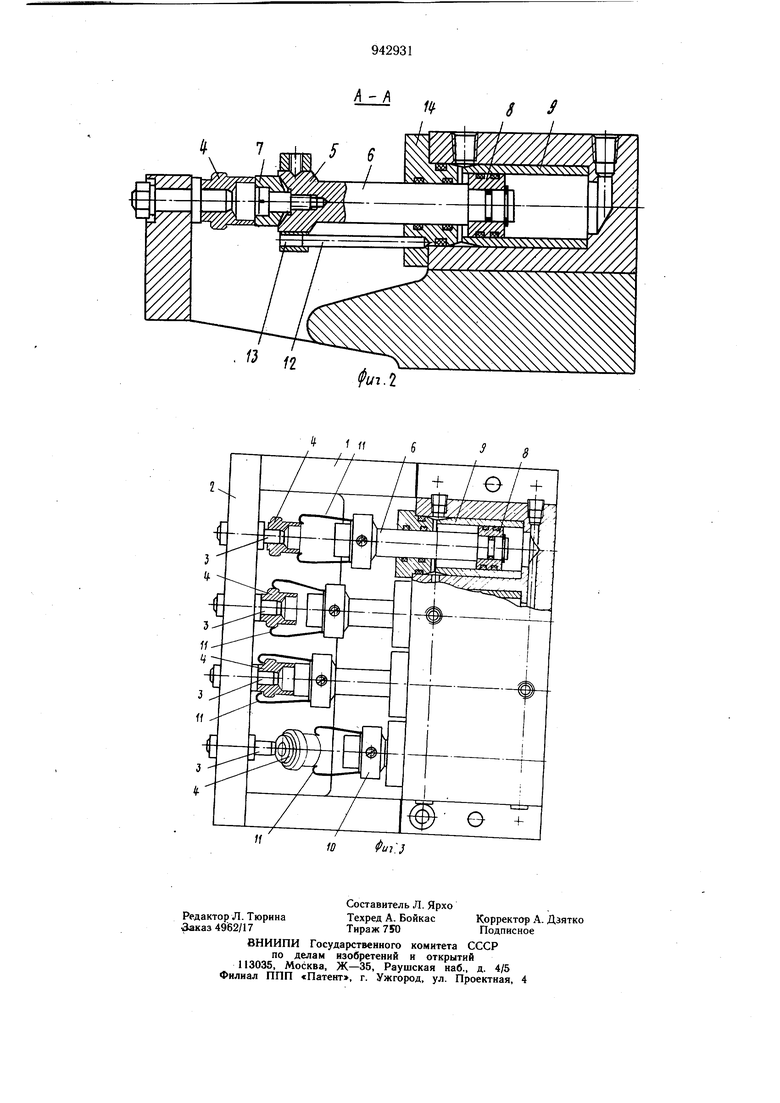
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. .1; на фиг. 3 - последовательность работы загрузочного механизма.
Устройство содержит корпус 1, на котором установлена плита 2 с закрепленным в ней базовым элементом-пальцем 3 для установки обрабатываемой детали 4. Прижим выполнен в виде головки 5 штока 6 с установленной в ней пятой 7. С противопбложной стороны на щтоке 6 закреплен поршень 8 гидроцилиндра 9, служащего силовым приводом прижима. В пазах головки 5 штока 6 с помощью съемного кольца 10 жестко закреплена своими основаниями пара оппозитных упругих лепестков 11 со встречно отогнутыми головками, связанных через эле10менты 5 и 6 с силовым приводом-гидроцилиндром 9. Для сохранения постоянства плоскости работы пары лепестков 11 в параллельной им плоскости установлена направляющая 12, одним концом пропущенная в отверстие 13, выполненное в кольце 10
15 на головке 5 штока 6, а другим концом закрепленная в неподвижном элементе привода, например в крышке 14 гидроцилиндра 9.
Устройство работает следующим обра20зом. .
После загрузки обрабатываемой детали 4 на базовый палец 3 (вручную, с помощью кассеты, либо другого известного устройства) по команде от соответствующих органов управления (не показаны) включается подача рабочей среды в бесштоковую полость гидроцилиндра 9.
Поршень 8, перемещаясь влево, увлекает с собой шток 6 со всеми, связанными с последним элементами, в том числе и парой упругих лепестков 11, которые, упираясь головками в торец детали 4 (фиг. За), досылают ее на базовый палец 3.
В своем дальнейшем движении упругие лепестки 11, спружинив, расходятся и, наезжая на деталь 4, захватывают ее своими головками, окончательно ориентируя на базовом пальце 3 (фиг. 36).
Затем происходит зажим досланной до упора на базовом пальце 3 и сориентированной детали 4 посредством головки 5 штока 6 с установленной в ней пятой 7 (фиг. Зв), чего начинается механическая обработка.
После окончания обработки рабочая среда поступает в штоковую полость гидроцилиндра 9 и шток 6 движется вправо.
Головка 5 штока 6 с закрепленной в нем пятой 7 отходит от детали 4, освобождая последнюю от зажима (фиг. Зг).
Отходяшая совместно с прижимом пара упругих лепестков 11 захватывает головками деталь 4 и в дальнейшем движении снимает ее с базового пальца 3, после чего деталь 4 под силой собственного веса падает в соответствующую тару (не показана).
Шток 6 со всеми относящимися к нему элементами , 7, 10 и 11, образующими загрузочный механизм, выполняющий функции досылания, ориентации, зажима и загрузки, возвращается в исходное положение, освобождая рабочую зону для загрузки очередной детали.
Поскольку не исключена возможность угловых смещений штока 6, -а следовательно, и пары упругих лепестков 11 в процессе работы зажимного устройства (при возвратно-поступательных перемещениях штока б и особенно под воздействием усилий резания в процессе механической обработки) направляющая 12 постоянно фиксирует плоскость работы пары упругих лепестков 11, препятствуя их появлению в зоне действия режущего инструмента (не показан), либо на пути сходящей в тару детали 4.
За счёт такого выполнения загрузочного механизма значительно упрощается конструкция устройства.
Формула изобретения
Зажимное устрой ство, на корпусе которого закреплены силовой привод с прижимом, плита с базовым злзгйгнтом и загрузочный механизм, отличающееся тем, что, с целью упрощения конструкции, упомянутый механизм выполнен в виде пары жестко закрепленных своими основаниями в прижиме силового привода оппозитных упругих лепестков со встречно отогнутыми головками.
Источники информации, принятые во внимание при экспертизе I. Белоусов А. П. и др. Автоматизация процессов в машиностроении. М., «Высшая школа, 1973, с. 108. рис. II. 26.
