(54) КРУГ.ПО1иЛИФОВАЛЬНЬт ВРЕЗНОЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| Бесцентровый круглошлифовальный станок с удлиненным ходом корпуса ведущего круга | 1979 |
|
SU1014687A1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| Привод поперечной подачи шлифоваль-НОгО CTAHKA C РЕгулиРуЕМыМ РАдиАльНыМуСилиЕМ | 1979 |
|
SU810463A1 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
| Станок круглошлифовальный бесцентровый для обработки малогабаритных деталей | 1981 |
|
SU1065149A1 |
| Торцекруглошлифовальный станок | 1978 |
|
SU918035A1 |
| Механизм подачи шлифовальной бабки | 1980 |
|
SU941167A2 |
1
Изобретение относится к станкостроительной и абразивной 11ро.чып1ленности и может быть применено в шлифовальных станках, предназначенных для наружного, внутреннего, бесцентрового и плоского шлифования.
Известны шлифовальные станки и полуавтоматы, содержащие привод изделия, устройства установки (закрепления) изделия, привод 1 п1инделя шлифовальной бабки, привод шлифовальной бабки, установленный в корпусе шлифовальной бабки подшипник шпинделя и закрепленный на 1ппинделе шлифовальный круг 1.
Недостатком известных станков является то, что они не могут обеспечить высокую производительность, гак как взоне контакта шлифовального круга и изделия возникают возмущаюпше колебания.
Цель изобретения - повьиление производительности обработки.
Поставленная цель достигается тем, что станок снабжен промежуточной инертной массой, установленной на шлифовальной бабке посредство.м упругого и регулируемого демпфирующего элементов, двумя вибрационнь1ми датчиками, один из когорых установлен на промежуточно )1нортной массе, а другой на корпусе подппшника шпинделя, и устройством управления, при этом выходы вибрационных датчиков соединены со входами устройства управления, выходы которого подключены к регулируюп1ему демпфирующему элементу и приводам шлифова.и. ной бабки и изделия.
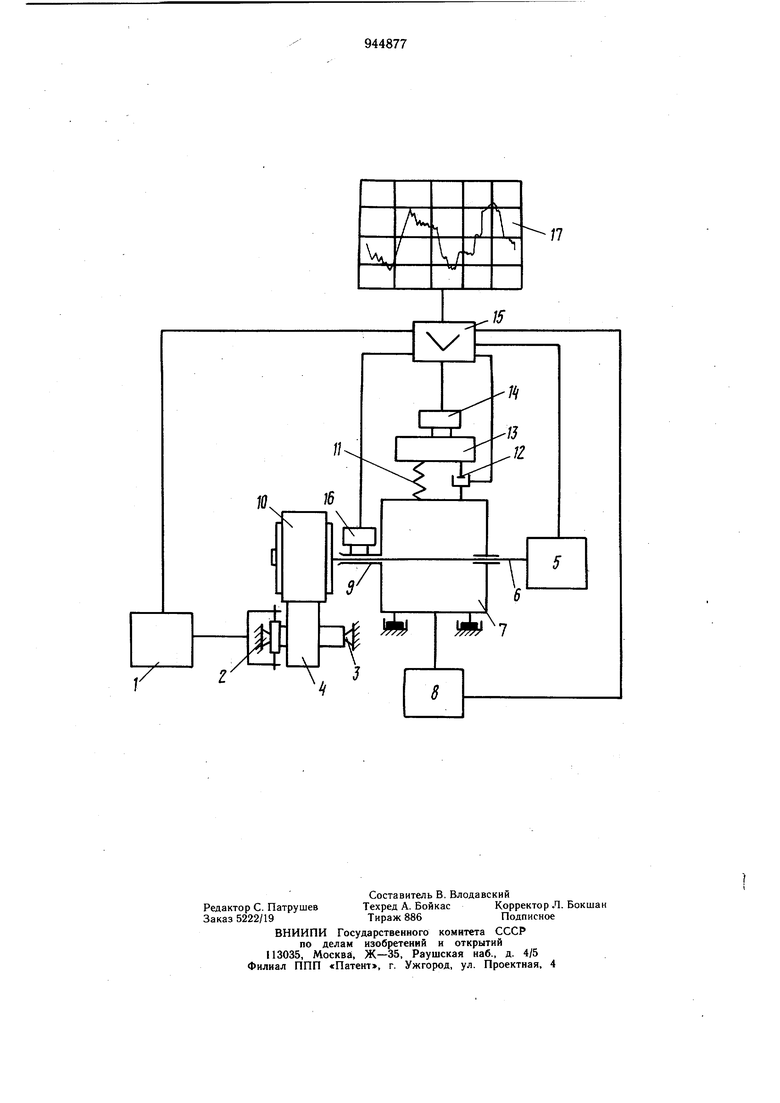
На чертеже изображена принципиальная схема станка.
Кругло пл1|фовальный врезной станок содержит привод 1 изделия, устройства 2 и 3 установки (закрепления) изделия 4. привод 5 шпинделя 6 П1лифовально11 бабки 7, привод 8 шлифовальной бабки, установленный в корпусе 9 шлифовальной бабки 7,
1Ь подшипник шпинделя 6 и закрепленный на цтинделе шлифовальный круг 10. Шлифовальная бабка 7 снабжена установленными на ней упругим ч лементом 11, регу,1ируемым демпфируюпи1М э,1ементом 12 и закрепленной на упругом ълеченте 11 промежуточной инертной мяссо K-i, соединенной с регулируемым демпфирующим лементсм 12, причем на промежуточной инертной массе 13 установлен BiifiiiauiioHHbni датчик 14. который соединен с автоматическим управляющим устройством 15, которое, в свою очередь соединенос регулируемым демпфирующим элементом 12, вибрационным датчиком 16, установленным на корпусе 9 подшипника шпинделя 6, приводами 1, 5 и 8 изделия, шпинделя и шлифовальной бабки. Для наблюдения за работой круглошлифовального врезного станка, он может быть снабжен регистрирующим устройством 17, соединенным с автоматическим управляющим устоойством 15.
Круглощлифовальный врезной станок работает следующим образом.
При включении приводов 1, 5 и 8 шлифовальная бабка 7 совместно с вращающимся шлифовальным кругом 10 приближаются к вращающемуся изделию 4. В момент врезания шлифовального круга 10 в изделие 4 в зоне их контакта действуют вынужденные колебания, которые в вибрационном датчике 14 преобразуются в электрические сигналы и поступают в автоматическое управляюшее устройство Л5, где сравниваются с заданными. Если величина возмущающих колебаний находится в допустимых пределах, то автоматическое управляющее устройство 15 никаких сигналов не выдает, а упругий элемент 11 совместно с регулируемым демпфирующим элементом 12, промежуточной инертной массой 13 и вибрационным датчиком 14 гасят колебания в зоне шлифования.
В случае выхода -величины возмущающих колебаний за пределы допустимых автоматическое управляющее устройство 15 подает сигнал на регулируемый демпфирующий элемент 12, изменяя параметры демпфирования, и тогда регулируемый демпфирующий элемент 12 совметно с упругим элементом 11, промежуточной инертной массой 13 и вибрационным датчиком R также гасят возникшие колебания. При выходе возмущающих колебаний за пределы диапазона гашения, а также в случае нарушения функционирования системы упругий элемент 11, регулируемый демпфирующий элемент 12,
промежуточная инертная масса 13, вибрационный датчик 14, с вибрационного датчика 16, установленного на корпусе 9 подщипника шпинделя 6, поступает сигнал в автомат ческое управляющее устройство 15, которое выключает приводы 1, 5 и 8.
При наличии регистрирующего устройства 17 все выдаваемые автоматическим управляющим устройством 15 сигналы поступают на это устройство, позволяя наблюдать за работой круглошлифовального врезного станка.
Использование изобретения позволяет гасить возмущающие колебания в результате чего становится возможным повысить производительность, стойкость щлифовального круга и качество изделия при шлифовании.
Формула изобретения
Круглощлифовальный врезной станок, содержащий привод изделия, привод шпинделя, установленного в подшипниках, привод щлифовальной бабки и закрепленный на шпинделе шлифовальный круг, отличающийся тем, что, с целью повышения производительности, он снабжен промежуточной инертной массой, установленной на шлифовальной бабке посредством упругого и регулируемого демпфирующего элементов, двумя вибрационными датчиками, один из которых установлен на промежуточной инертной массе, а другой - на корпусе подшипника шпинделя, и устройством управления, при этом выходы вибрационных датчиков соединены со входами устройства управления, выходы которого подключены к регулируемому демпфирующему элементу и приводам щлифовальной бабки и изделия.
Источники информации,
принятые во внимание при экспертизе
. 1. Кучер А. М. и др. Металлорежущие
станки. Л., «Машиностроение, 1972, с. 238.
