Изобретение относится к технологии изготовления конденсаторов, в частности к способам приварки катодного фольгового вывода к корпусу кон денсатора. Известен способ приварки катодног фольгового вывода к дну корпуса конд сатора в виде полого цилиндра, предусматривающий обжим вывода на конце сварочного инструмента, ввод инструмента с выводом в корпус, приварку, установку опорного изолирующего шари ка в секцию, ааправку вывода и секци в корпус lj. Недостатком известного способа яв ляется то, что секция конденсатора при приварке фольгового вывода находится за пределами корпуса конденсатора, а.следовательно, длина фольгового вывода должна превышать высоту корпуса. Транспортирование таких оборок после приварки увеличивает ко личество брака по отрыву фольговых выводов от корпуса. Кроме того, требуется периодическая зачистка сварочного инструмента, и доводка его контактной поверхнос- ти до определенной чистоты, что снижает производительность процесса сборки конденсаторов. Недостатком указанного способа является и то, что при значительной длине фольгового вывода увеличивается количество брака при намотке секции конденсаторов. Наиболее близким техническим решением к предлагаемому является способ приварки катодного фольгового вывода к корпусу конденсатора, в котором для приварки фольгового вывода к корпусу на металлическом стержне ( крепят секцию конденсатора, вставляют секцию в корпус конденсатора, к металлическому стержню прикладывают механическое усилие до тех пор, пока свободный конец фольгового вывода не зажмется между металлическим стержнем и основанием корпуса, затем пропускают ток, поднимают стержень с секции от основания корпуса и фиксируют в нем f2. Недостаток этого способа заключается в .том, что существует возможность приварки выступающего конца металлического стержня к фольговому выводу и к корпусу конденсатора. Кроме того, отвод I металлического стержня секции после цриварки вывода от основания корпуса и фиксации в нем влекут за собой натяжение фольгового вывода, в результате чего может происходит отрыв фольгового вывода от корпуса.
Наличие образовавшегося зазора между отведенной секцией и основанием корпуса конденсатора уменьшает жесткость крепления секции в корпусе и не гарантирует безусловное отсутствие короткого замЁлкания между металличесКИМ стержнем и корпусом.
Все это снижает производительность и качество сварки.
Цель изобретения - повышение производительности и качества сварки.
Указанная цель достигается тем, что при соединении сваркой фольгового вывода с корпусом конденсатора, заключающейся в том,что секцию конденсатора в сборе с фольговым и стерж невым выводами Iустанавливают в корпусе конденсатора, прижимают фольговый вывод к донной части корпуса конденсатора путем приложения осевого усилия к стержневому выводу и пропускают варочный ток через зону контакта фольгового вывода с корпусом, перед установкой секции конденсатора в корпус, между стержневым выводом и фольговым выводом размещают изолирующий опорный элемент, а сварочный ток пропускают через донную часть корпуса конденсатора.
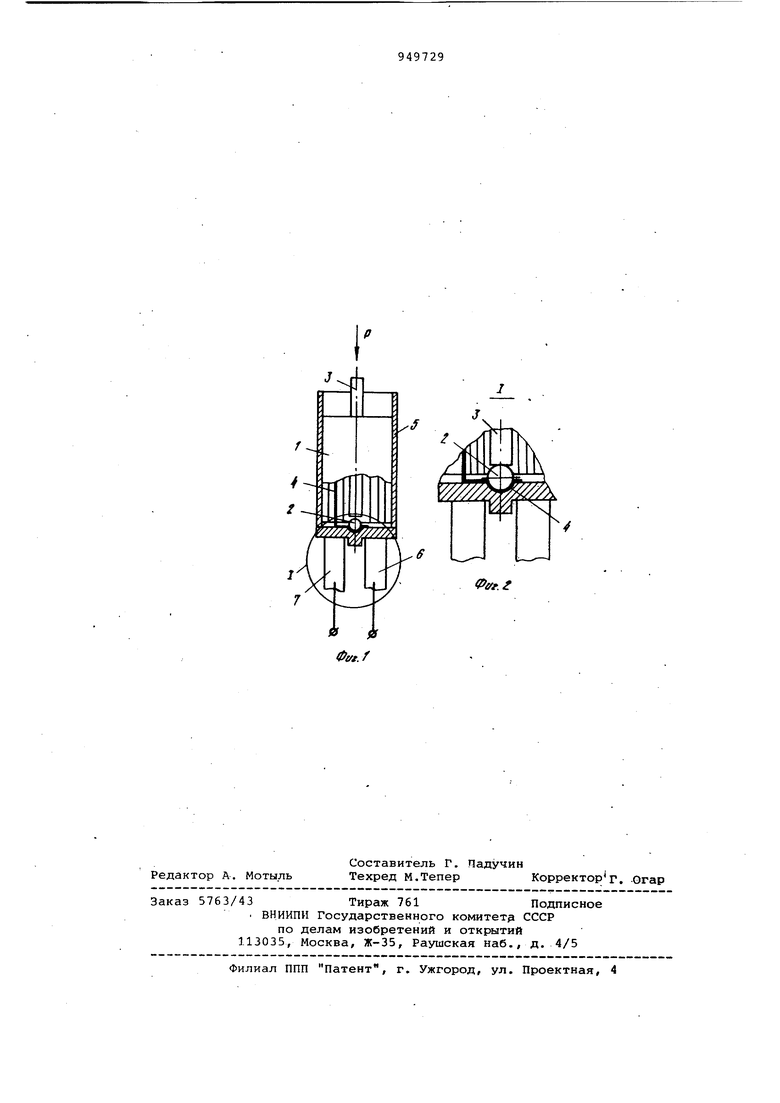
На фиг. 1 показан общий вид сборки конденсатора; на фиг. 2 .- узел Т на фиг.1.
В секцию 1 конденсатора устанавливают опорный изолирующий элемент 2 (например стеклянный шарик) до соприкосновения с анодным стержневым выводом 3 секции 1. Катодный-фольговый вывод 4 секции 1 располагают под опорным из.олирующим элементом 2 и вводят секцию в корпус 5, прикладывают механическое усилие Р к анодному стержне.вому выводу-3, передают его на опорный изолирующий элемент 2 и фольговый вывод 4, контактируя его в точке с корпусом 5. При подаче тока на электроды 6 и 7 место контакта разогреваетсЯ; опорный элемент 2 со свободным концом фольгового вывода 4 углубляется в корпус 5. Таким образом, осуществляется присоединение, а место соединения принимает форму шарового сегмента опорного элемента 2, площадь которого зависит от глубины вдавливания в тело корпуса 5.
Зажатие свободного конца катодного фольгового вывода изолирующим элементом и дном корпуса конденсатора увеличивает площадь сварного соединения путем оформления места контактирования в виде шарового сегмента, площадь которого увеличивается в зависимости от его углубления тело корпуса.
Величина углубления изолирующего элемента с фольговым выводом в корп выбирается в зависимости от типоразмера корпуса, а так как в процессе приварки секция вставлена в корпус, то нет необходимости делать фольговый вывод длиннее высоты корпуса., При зажатии свободного конца катодного фольгового вывода между изолирующим элементом и дном корпуса, отпадает потребность в дополнительном поднятии секции в корпусе после приварки, что, в свою очередь, исключает нарушение сварного соединения, обрыв фольгового вывода, а также возможность прихвата анодного стержневого вывода к катодному фольговому и к корпусу в процессе приварки.
Подвод электродов с наружной стороны к корпусу позволяет соединить детали пропусканием тока через корпус - контактный вывод - корпус, обеспечивает удобство и надежность контактиро ания с внешней видимой стороны корпуса, позволяет упростить конструкцию машины сварки, ее настройку и обслуживание.
Формула изобретения
Способ соединения сваркой фольгового вывода с корпусом конденсатора, заключающийся в том, что секцию конденсатора в сборе с фольговым и стержневым выводами устанавливают в корпусе конденсатора, прижимают фолговый вывод к донной части корпуса конденсатора путем приложения осевого усилия к стержневому выводу и пропускают сварочный ток через зону контакта фольгового вывода с корпусом, отличающийся тем, что, с целью повышения производительности и качества сварки, перед установкой секции конденсатора в корпус между стержневым выводом и фольговым выводом размещают изолирующий опорный элемент;, а сварочный токпропускают через донную часть корпуса конденсатора.
Источники информации, принятые во внимание при экспертизе
1.Операционная карта технологического процесса УМ 4.640.529 ТК.
2.Патент ФРГ 2221314,
кл. Н 01 G 1/14, 1971 (прототип).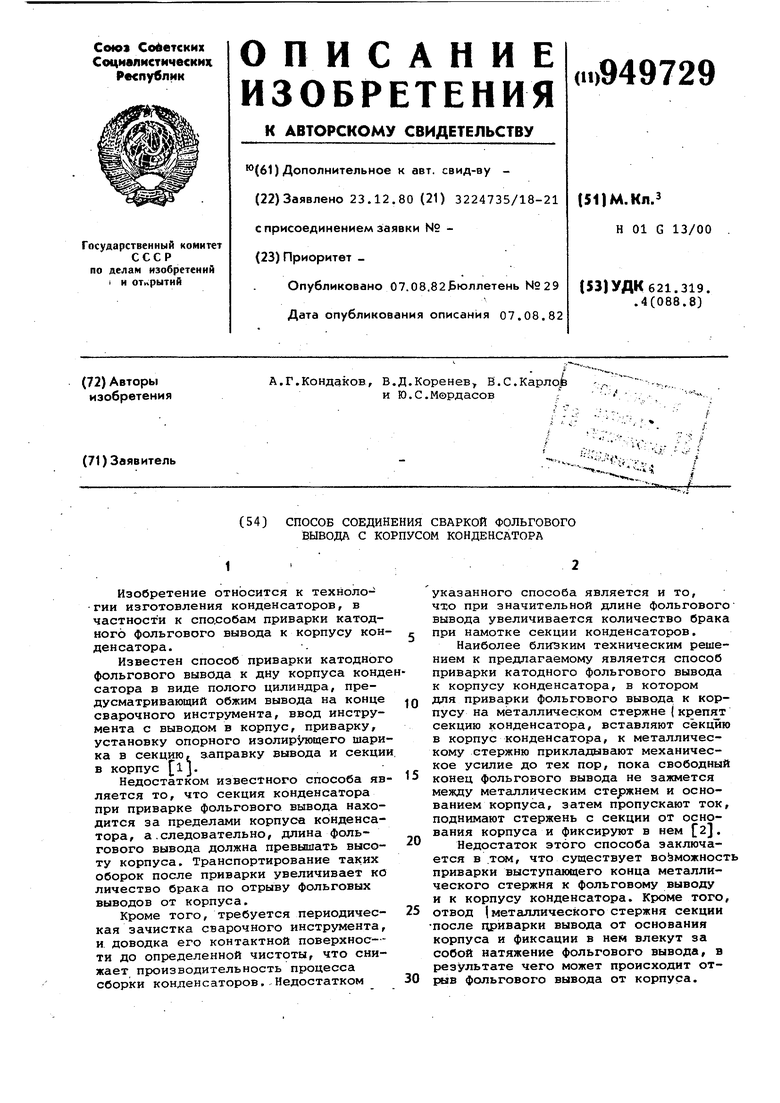
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения фольгового вывода с корпусом конденсатора | 1983 |
|
SU1110581A1 |
| Роторная машина | 1983 |
|
SU1110666A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ СЕКЦИЙ ЭЛЕКТРОЛИТИЧЕСКИХ КОНДЕНСАТОРОВ | 1973 |
|
SU370668A1 |
| Устройство для приварки фольгового вывода к дну корпуса конденсатора | 1982 |
|
SU1056289A1 |
| Устройство для намотки секций конденсаторов с выводами | 1982 |
|
SU1053173A1 |
| Устройство для намотки секций конденсаторов | 1977 |
|
SU661626A1 |
| Устройство для намотки секций конденсаторов | 1982 |
|
SU1061183A1 |
| Устройство для изготовления секций рулонных электролитических конденсаторов с выводами | 1986 |
|
SU1370674A1 |
| Устройство для приварки фольгового вывода к дну корпуса радиодетали | 1973 |
|
SU454596A1 |
| Способ приварки проволоки к стержневым контактам | 1987 |
|
SU1418015A1 |