Предлагаемый станок л):1ястся более yeoiiopiueiiCTBOBaHiibiM но сравнению с известным и позволяет создать равномерное да1 лен11е но Bceii ширннс JIзгoтoвляe гoгo браслета, что ноложительным образом сказывается на качестве сборки покрышек.
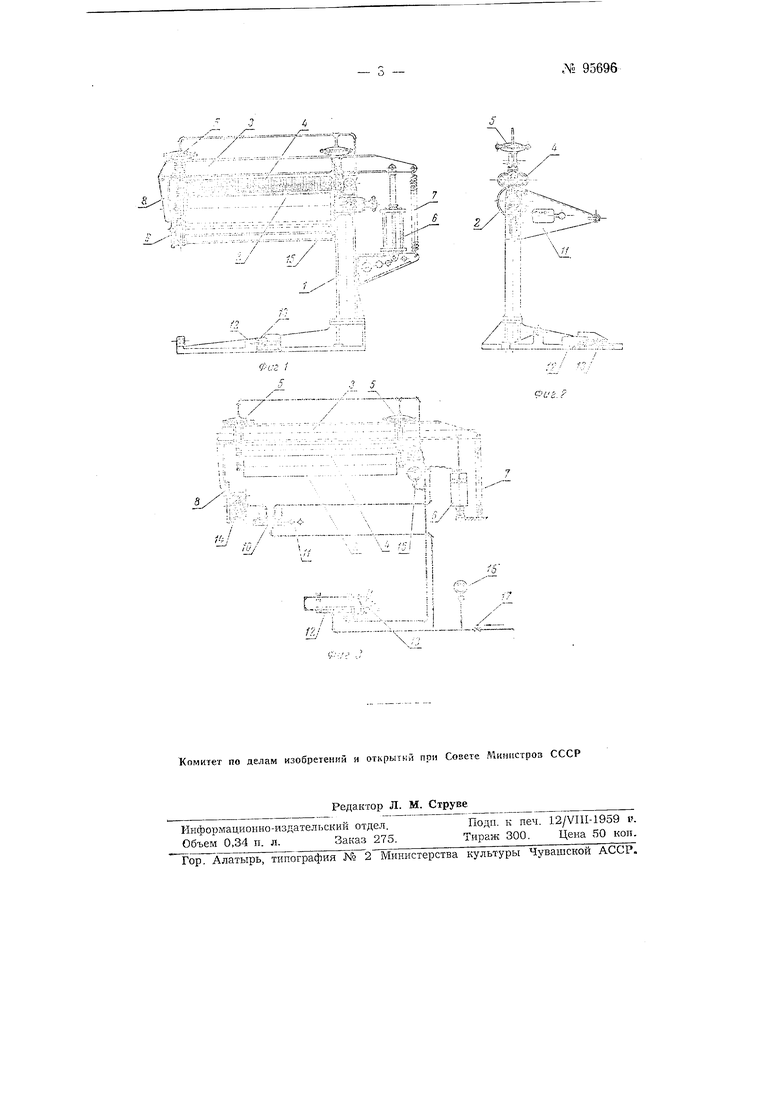
На флг. 1 нзображен станок, внд спереди; на фиг. 2- то же, вид сбоку; на фнг. 3- схема ипевмоуираилеиня станка.
. С танок нредставляет co5oii консольную станину 1, на KOTopoii в нодпгннинках расноложен гладкий метал.лическни барабан 2. приводимый во вран;енне ценной передачей от электродвигателя. В верхней части станины на шарнире укреплена подъемная траверса 3. песунтая на себе два нрпкаточных 1 алика 4 н два момбраштых иневмоприжима Г). Один из ;онцов траверсы, нредставляюп1,ей собой перавпоплечнт рычаг, соединен тягой с поршнем нневмоцнлпндра 6 и уравновениш масляным демпфером или, пружиной 7, а другой конец снабжен хвостов)1ком 8 дли запирания траверсы в рабочем положении иодпружиттентсой затцелко ; 8. Прнкаточные валики 4 1)ыпо.лнены пз гладких металлпческпх колеи TO:Sзцииой 4-5 мм, надетых на отдельные резиновые зиездочкн, нагсииепиые, в свою очередь, па обн1,у10 ось.
Такая. копструкп,ня прикаточных валт;ов обеспечивает равномерную и эластпчпую прпкатку браслета но всему профилю.
Управление стаиком осуществляется иомопц золотника 10, уирав.яяемого рукояткой 11, золотника 12, утфаиляемого, в свою очередь, педалью 13, ппевмоцнлипдра 14, манометров 15 и 16, вептиля 17 п иис,;ыоптглиидра 6.
При перемещении рукоятки 11 из положепия «закрыто в зюло/копие «открыто воздух, поступая через золотппк 10, сначала воздействует через поршень цилиндра 14 на защелку 9 и освобождает хвостовик 8, а затем поступает в дплиндр 6 и перемещает его поршепь вниз, поднпма; траверсу 3. При открытой траверсе на барабане 2 производят стыкование первого слоя браслета. После этого рукоятку 11 переводят в ио.ложоние «закрыто, вследствие чего воздух из ц)г.пиндра 6 выпускают в атЛ 9о696- 2 ыосфсру, л траверса с ирлкаточиыми валиками лод действием пружины 7 опускается. Зате-м. вгйпускается воздух из диллндра 14 и траверса запирается защелкой 9, кзапмодействующей под да 5лениом пружины с Х1юсто)5пком 8. Пойле этого па первый слой браслета пакладывается jrroрой, педалью liJ jjKfljjoyaeTCJi плек-гродвягатель и од1Ш ремепно через золотник 12 подается воздух в MeiiGpairjii.ie шк-имоиряжимы 5. Второй слой браслета, у1 лекаелп.Б1 пр1)кат{)чп)1ми 1 алг1камп, плотпо прижимается и тфпгчлепвается к первому слою. После окончапяя прикатки, педалью 13 оста11а1 ливают электродвигатель, воздух из пиевмоприжимов выпускают в атмосферу через золотнпк 12, рукоятку 11 ставят в положепио , освобождаются хвостовики 8, траверса поднимается и готовый браслет сипмают, а i случае изготовления тр(х- iijni чет1,р(хсл()йпы, брасл(ч- 1ало;1ле1 1(( слоев продолжают описапным тгорядком.
П р е д м е т и з о б р с т е и и я
:. (таиок изготовления браслет в шинном производстве, состоMfjiii из копсольпон стапипы с приводным валиком и подъемной траверсы с прянаточпылг калиггом, о т jr и: ч а тонкий тем, что он снабжен двумя элагтпчнымп, 11араллел1м о располо/кеитт1 тми в горизонтальной плоскости нрпгкаточлымтг валтгками с мембраипыми ппевмоприжимами, расноложе1 н. на , у| ра1;ляемой итквмоприводом II демпфером тигп пружиной.
2. Форма выполнения сташса ito н. 1, о т л ич а IOHI; а я ся тем, что при1;аточ1тые валики выполнены в виде набора металлнчеочих колец, надетых па резиновые звездочгпг, насаженные, в свою очередь, тта ось.
e-ti---.
r
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм заделки борта автопокрышки при сборке | 1955 |
|
SU106486A1 |
| Полуавтоматический гладильный пресс | 1954 |
|
SU100244A1 |
| Автоматический штамповочный станок для изготовления ножовочных полотен из ленты | 1948 |
|
SU84545A1 |
| Пресс для горячей вулканизации низа обуви | 1947 |
|
SU75904A1 |
| Предохранительное устройство, предотвращающее перегрузку стрелового автомобильного крана | 1953 |
|
SU98589A1 |
| Устройство для угловой гибки | 1972 |
|
SU436686A1 |
| УСТАНОВКА ДЛЯ СБОРКИ ПОКРЫШЕК | 1963 |
|
SU216245A1 |
| Встряхивающий карусельного типа формовочный станок | 1936 |
|
SU51364A1 |
| Гидравлический кокильный станок | 1949 |
|
SU84362A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОСТАНОВКИ ПАРОВОЗА ПРИ ЗАКРЫТОМ СЕМАФОРЕ | 1928 |
|
SU7792A1 |
.
Г
L/.
i;i::T,; S
