(Л
с:
СП
05 ГО
о со
отрезки коротких заготовок и повышение его надежности. Автомат содержит подвижную каретку 1, установленную на двух горизонтальных колонках 2 с возможностью перемещения по ним. На подвижной каретке I сверху смонтирован пневмоцилиндр 3, соединенный через шток и проушину с помощью оси 4 с ползуном 5. Ползун 5 имеет боковой паз 6 и палец 7, входящий одним конном в паз прижима 8. Последний жестко соединен с двумя колонками 9, смонтированными подвижно во втулках каретки 1. Внизу колонки 9 связаны планкой 10. В пазу подвижной каретки I установлен на оси Г-образный рычаг 13 с роликами 15 и 16. В конце хода каретки 1 с пневмоцилиндром и узлами, установленными на ней, подвижный нож разрезает профильный материал. Во время движения каретки последний стоит на месте и каретка надвигается на него, обеспечивая мерную длину его захвата.
1 3. п. ф-лы, 2 ил.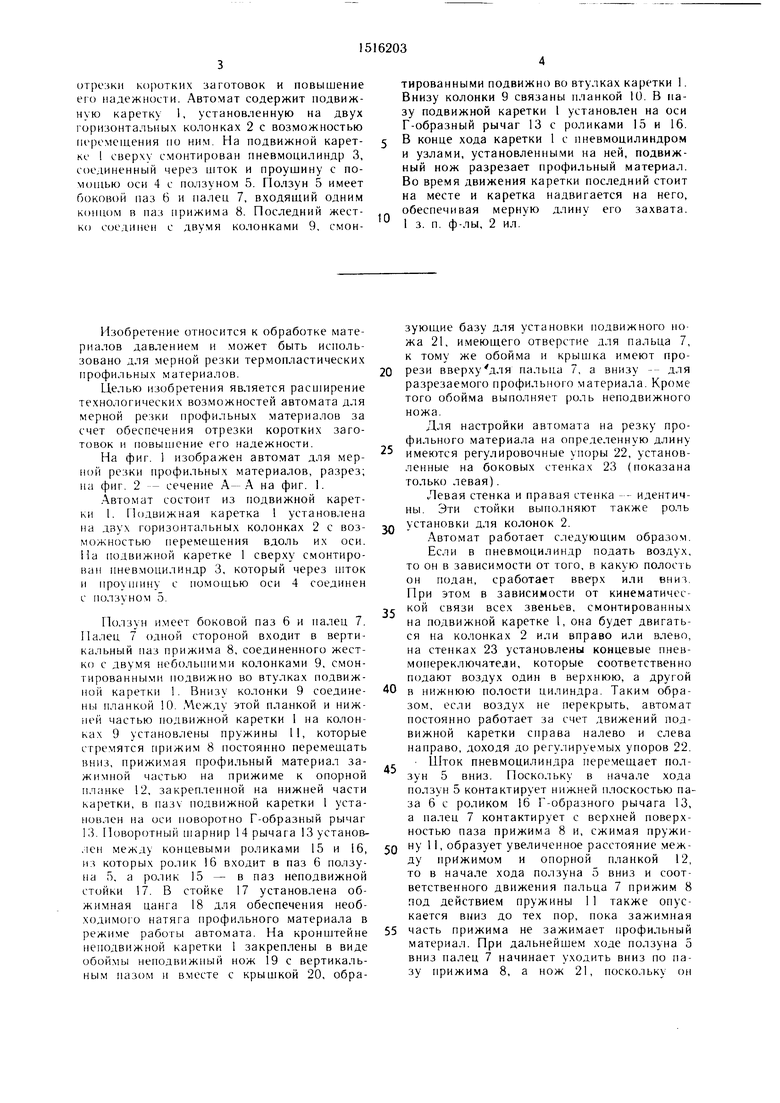
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для обработки электромонтажных проводов | 1990 |
|
SU1837371A1 |
| Штамп для резки сортового проката | 1980 |
|
SU933306A1 |
| МНОГОПОЗИЦИОННЫЙ ХОЛОДНО-ВЫСАДОЧНЫЙ АВТОМАТ | 1973 |
|
SU378278A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ДЕТАЛЕЙ ТИПА ШТЫРЕЙ | 1971 |
|
SU414034A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Станок для правки и резки пруткового материала | 1976 |
|
SU763045A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ КОНЦОВ И МЕРНОЙ РЕЗКИ ПРОВОДОВ С ЭМАЛЕВОЙ ИЗОЛЯЦИЕЙ | 1989 |
|
RU2016449C1 |
| Автомат для правки и резки проволоки | 1991 |
|
SU1779450A1 |
| Автомат для раздачи концов втулок | 1991 |
|
SU1787626A1 |
Изобретение относится к обработке материалов давлением и может быть использовано, в частности, для мерной резки термопластических профильных материалов. Цель - расширение технологических возможностей автомата за счет обеспечения отрезки коротких заготовок и повышение его надежности. Автомат содержит подвижную каретку 1, установленную на двух горизонтальных колонках 2 с возможностью перемещения по ним. На подвижной каретке 1 сверху смонтирован пневмоцилиндр 3, соединенный через шток и проушину с помощью оси 4 с ползуном 5. Ползун 5 имеет боковой паз 6 и палец 7, входящий одним концом в паз прижима 8. Последний жестко соединен с двумя колонками 9, смонтированными подвижно во втулках каретки 1. Внизу колонки 9 связаны планкой 10. В пазу подвижной каретки 1 установлен на оси Г-образный рычаг 13 с роликами 15 и 16. В конце хода каретки 1 с пневмоцилиндром и узлами, установленными на ней, подвижный нож разрезает профильный материал. Во время движения каретки последний стоит на месте и каретка надвигается на него, обеспечивая мерную длину его захвата. 1 з.п. ф-лы, 2 ил.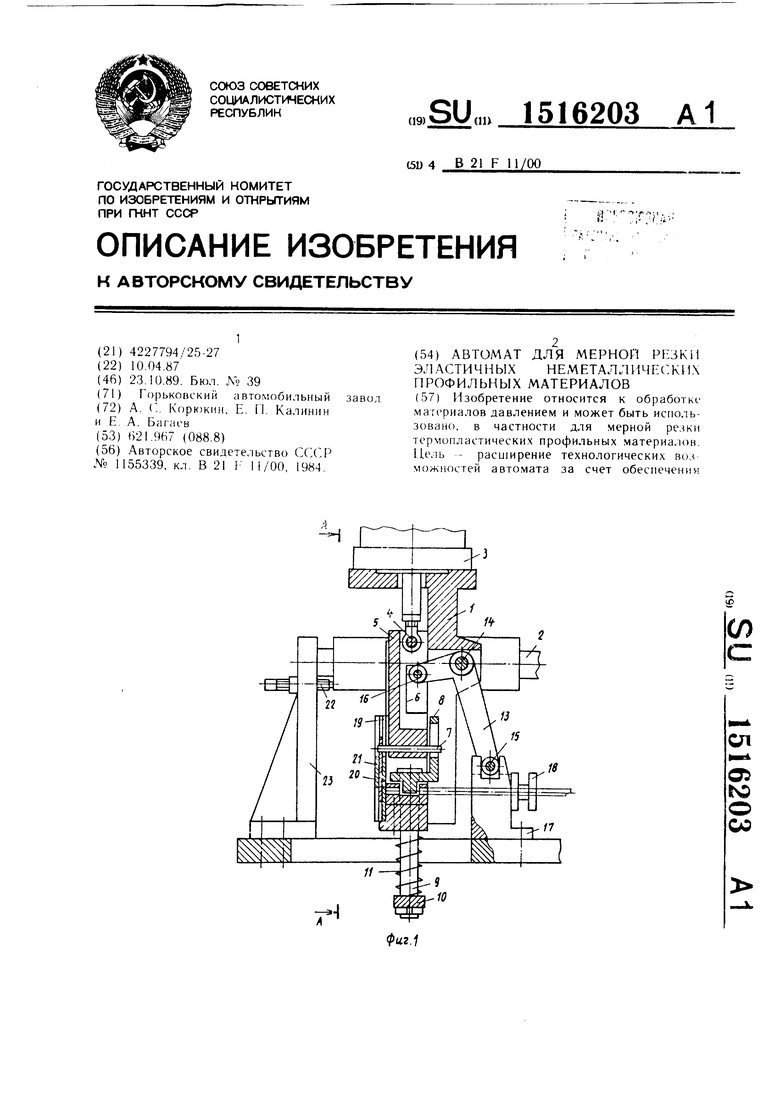
Изобретение относится к обработке материалов давлением и может быть использовано для мерной резки термопластических профильных материалов.
Целью изобретения является расширение технологических возможностей автомата для мерной резки профильных материалов за счет обеспечения отрезки коротких заготовок и повышение его надежности.
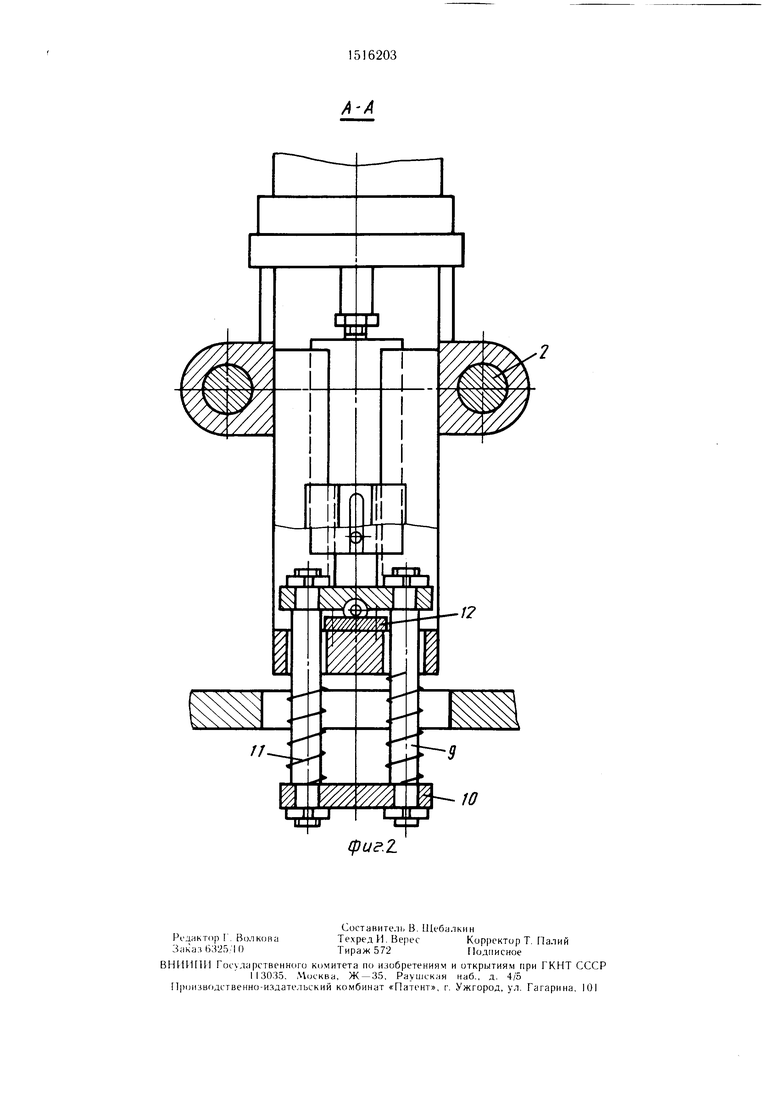
На фиг. 1 изображен автомат для мерной резки профильных материалов, разрез; на фиг. 2 - сечение А- А на фиг. 1.
Автомат состоит из подвижной каретки 1. Подвижная каретка 1 установлена на двух горизонтальных колонках 2 с возможностью перемещения вдоль их оси. На подвижной каретке 1 сверху с.монтиро- ван пневмоцилиндр 3, который через шток и проушину с помощью оси 4 соединен с ползуном 5.
Ползун имеет боковой паз 6 и палец 7. Палец 7 одной стороной входит в вертикальный паз прижима 8, соединенного жестко с двумя небольшими колонками 9, смонтированными подвижно во втулках подвижной каретки 1. Внизу колонки 9 соедине- планкой 10. Между этой планкой и нижней частью подвижной каретки 1 на колонках 9 установлены пружины 11, которые стремятся прижи.м 8 постоянно перемещать вниз, прижимая профильный материал зажимной частью на прижиме к опорной планке 12, закрепленной на нижней части каретки, в паз подвижной каретки 1 установлен на оси поворотно Г-образный рычаг К. Поворотный шарнир 14 рычага 13установ- . 1ен между концевыми роликами 15 и 16, из которых ролик 16 входит в паз 6 ползуна 5. а ролик 15 - в паз неподвижной стойки 17. В стойке 17 установлена обжимная цанга 18 для обеспечения необходимого натяга профильного материала в режиме работы автомата. На кронштейне неподвижной каретки 1 закреплены в виде обоймы ненодвижный нож 19 с вертикальным пазом и вместе с крышкой 20, образующие базу для установки подвижного ножа 21, имеющего отверстие для пальца 7, к тому же обойма и крышка имеют прорези вверху для пальца
а внизу -- для
0
разрезаемого профильного материала. Кроме того обойма выполняет роль неподвижного ножа.
Для настройки автомата на резку профильного материала на определенную длину
5 имеются регулировочные упоры 22, установленные на боковых стенках 23 (показана только левая).
„Певая стенка и правая стенка-- идентичны. Эти стойки выполняют также роль установки для колонок 2.
Автомат работает следующим образом. Если в пневмоцилиндр подать воздух, то он в зависимости от того, в какую полость он подан, сработает вверх или вниз, При этом в зависимости от кинематичесг кой связи всех звеньев, смонтированных на подвижной каретке 1, она будет двигаться на колонках 2 или вправо или влево, на стенках 23 установлены концевые пнев- мопереключатели, которые соответственно подают воздух один в верхнюю, а другой
0 в нижнюю полости цилиндра. Таким образом, если воздух не перекрыть, автомат постоянно работает за счет движений подвижной каретки снрава налево и слева направо, доходя до регулируемых упоров 22. J. Шток пневмоцилиндра перемещает ползун 5 вниз. Поскольку в начале хода ползун 5 контактирует нижней плоскостью паза 6 с роликом 16 Г-образного рычага 13, а палец 7 контактирует с верхней поверхностью паза прижима 8 и, сжимая пружи0 ну 11, образует увеличенное расстояние между прижимом и опорной планкой 12, то в начале хода ползуна 5 вниз и соответственного движения пальца 7 прижим 8 под действием пружины 11 также опускается вниз до тех пор, пока зажимная
5 часть прижима не зажимает профильный материал. При дальнейшем ходе ползуна 5 вниз палец 7 начинает уходить вниз по пазу прижима 8, а нож 21, поскольку он
связан с пальцем 7, с другой стороны двигается вниз и доходит до зажатого материала, верхняя поверхность паза 6 ползуна 5 входит в контакт с роликом Г-образ- ного рычага 13. При дальнейшем движении ползуна эта поверхность паза, воздействуя на ролик, начинает поворачивать Г-образный рычаг 13 вокруг шарнира 14, но поскольку нижний ролик взаимосвязан с пазом неподвижной стойки 17, то Г-образный рычаг в результате поворота начинает двигать каретку 1 вместе с пневмоцилиндром и другими узлами и деталями, смонтированными на этой каретке, а также зажатый профильный материал натяжением его справа от прижима благодаря обжимной цанге 18 влево до тех пор, пока каретка не упрется в упор 22. За это время в конце хода пневмоцилиндра подвижный нож разрезает в размер профильный материал.
При обратном ходе пневмоцилиндра ползун 5 пойдет вверх. При этом верхняя поверхность паза 6 ползуна 5 начинает удаляться от ролика 16. Пож тоже поднимается вверх, освобождая пространство для подачи новой части профильного материала на отрезку. Палец 7 ползуна 5 двигается вверх по пазу прижима 8 до тех пор, пока не упрется в верхннюю поверхность паза. При дальнейшем движении ползуна 5 палец 7, сжимая пружины 11, поднимает прижим 8, освобождая зажатый конец профильного материала. После этого ролик 16 Г-образного рычага 13 входит в контакт с нижней поверхностью паза 6 ползуна 5 и при дальнейшем движении ползуна вверх рычаг 13 начинает поворачиваться вокруг шарнира 14 в обратном направлении. В силу контакта ролика 15 с пазом неподвижной стойки 17 каретка 1 вместе со всеми узлами и деталями вынуждена двигаться вправо до тех пор, пока не упрется в упор 22 справа. Во время движения каретки про0
фильный материал стоит на месте и каретка как бы надвигается на него, обеспг чивая необходимую мерную длину его захип та и т. д..
Формула изобретения
5 и неподвижного ножей, отличающийся тем. что, с целью расширения технологических возможностей за счет обеспечения отрезки коротких заготовок и повышения надежности, он снабжен неподвижной стойкой с пазом, механизм захвата выполнен в виде
0 подпружиненного прижима с вертикальным пязом, ползуна, связанного с приводом и выполненного с боковым пазом, и пальца, расположеного одним концом в вертикальном пазу прижима, при этом механизм подачи
5 обрабатываемого материала снабжен шар- нирно смонтированным на каретке двуплечим Г-образным рычагом с роликами на его плечах, один из которых расположен с возможностью взаимодействия с поверхностями паза неподвижной стойки, а другой
0 с поверхностями бокового паза ползуна, неподвижный нож выполнен с пазом пол подвижный нож и смонтирован на каретке, а подвижный нож связан с другим концом пальца ползуна.
мых заготовок по длине, механизм подачи обрабатываемого материала снабжен направляющей частью, установленной HeiHJ.i- вижной стойке и выполненной в ниде in )- жимной цанги.
W
| Авторское свидетельство СССЛ № 1155339, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
