(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ТИПА ТЕЛ ВРАЩЕНИЯ
С ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2003 |
|
RU2252096C2 |
| Способ изготовления цилиндрических ступенчатых деталей | 1987 |
|
SU1505633A1 |
| Способ изготовления полых деталей в виде стакана с открытыми пазами на боковой поверхности | 1987 |
|
SU1503936A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ КОЛЕС | 2015 |
|
RU2594999C1 |
| Способ изготовления глубоких полых деталей | 1986 |
|
SU1393501A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2282516C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТБОРТОВАННЫМ ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1998 |
|
RU2136427C1 |
| Способ изготовления гильзы из алюминиевого сплава к стрелковому оружию | 2023 |
|
RU2819725C1 |
| Способ изготовления полых изделий с отверстием в дне | 1984 |
|
SU1155337A1 |
| Способ изготовления полых изделий | 1988 |
|
SU1611511A1 |

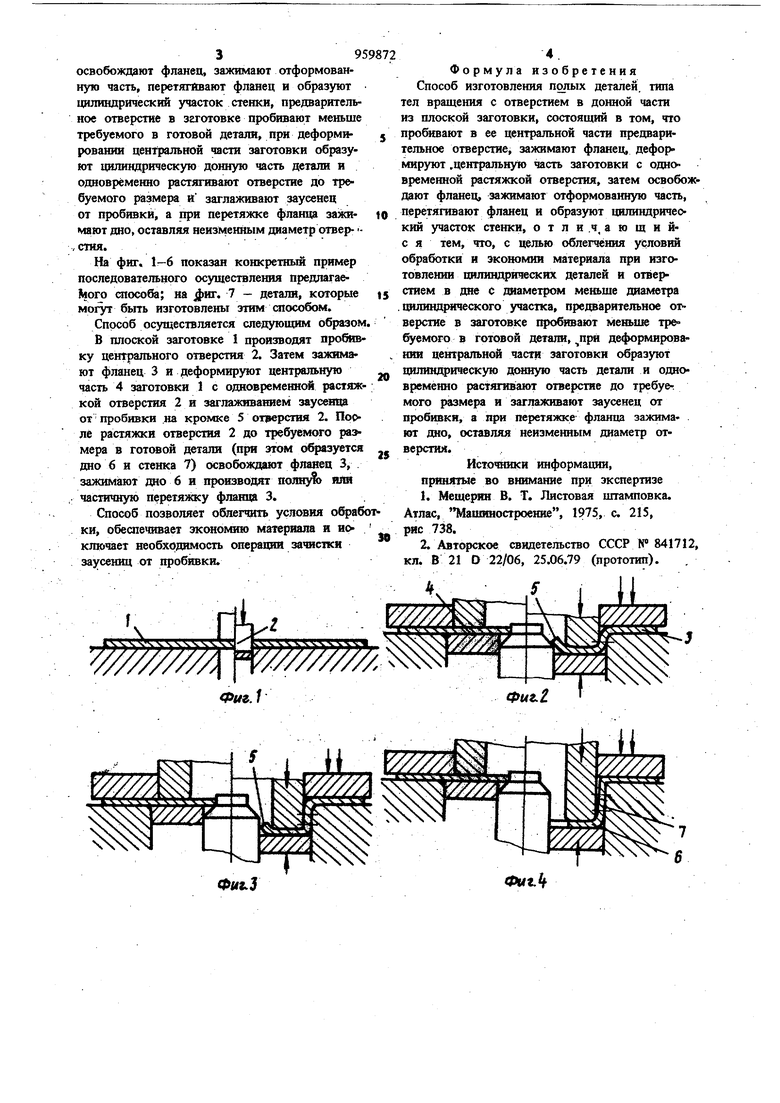
Изобретение относится к обработке металлов давлением, в частности к способам вытяжки, и может быть использовано при изготовлении полых цилиндрических деталей с отверстием в дне. Известен способ изготовления полых цилиндрических деталей с отверстием в дне из плоской заготовки, заключающийся в том что вытяжку производят последовательно по переходам с постепенным уменьшением диаметра вытяжки, а затем производят пробивку отверстия в дне 1. Недостатками указанного способа являются тяжелые условия вытяжки и наличие опасного сечения на участке заготовки, прилегающем к перетяжной кромке матрицы, и повышенный расход металла при пробивке отверстия. Наиболее близким по технической сущности и дожигаемому результату к изобретению является способ изготовления полых деталей типа тел вращения с отверстием в донной ча ти из плоской заготовки, состоящей в том, что пробивают в ее центральной части предварительное отверстие, зажимают фланец, деформируют центральную чать заготовки с одновременной растяжкой отверстия, затем освобождают фланец, зажимают отформованную часть, перетягивают фланец и образуют цилиндрический участок стенки 2. Недостатками известного способа являются неблагоприятные условия обработки при и готовлении цилиндрических деталей с отверстием в дне и повышенный расход материала. Цель изобретения - облегчение условий обработки и экстомия материала при изготовлении цилиндрических деталей с отверстием в дае с диаметром меньше диаметра цилиндрического участка. Эта цель достигается тем, что при осуществлении способа изготовления полых деталей типа тел вращения с отверстием в донной части из плоской заготовки, состоящего в том, что пробивают в ее центральной части предварительное отверстие, зажимают фланец, деформируют центральную часть заготовки с одновременной растяжкой отверстия, затем 395 освобождают фланец, зажимают отформованную часть, перетягивают фланец и образуют цилиндрический участок стенки, предварительное отверстие в згготовке пробивают меньше требуемого в готовой детали, при деформировании центральной части заготовки образуют цилиндрическую донн)то часть детали и одновременно растягивают отверстие до требуемого размера и заглаживают заусенец от пробивки, а при перетяжке фланца зажимают дно, оставляя неизменным диаметр отвер- ,стня. На фиг. 1-6 показан конкретный пример последовательного осуществления предлагаемого шособа; на jj«ir. 7 - детали, которые могут быть изготовлены зтим {ягособом. Способ осуществляется следующим образом В плоской заготовке 1 производят пробивку центрального отверстия 2. Затем зажимают фланец 3 и деформируют центральную часть 4 заготовки 1 с одновременны растяж кой отверстия 2 и заглаживанием заусенца от пробивки .на кромке 5 отверстия 2. Поо ле растяжки отверстия 2 до требуемого размера в готовой детали (при зтом образуется дно 6 и стенка 7) освобождают фланец 3, зажимают дно 6 н производят пояяу из ,. частичную перетяжку фланца 3. Способ позволяет облегчить условия обраб ки, обеспечивает экономию материала и ио ключает необходимость операции зачистки заусениц от пробивки. у уууту|; ук1|| vN/v V W//////// W/////// Фиг. 1 щш
Фиг.Ц Формула изобретения Способ изготовления полых деталей, типа тел вращения с отверстием в донной части из плоской заготовки, состоящий в том, что пробивают в ее центральной части предварительное отверстие, зажимают фланец, деформируют .центральную часть заготовки с одновременной растяжкой отверстия, затем освобождают фланец, зажимают отформованную часть, перетягивают фланец и образуют цилиндрический участок стенки, о т л и .ч, а ю щ и йс я тем, что, с целью облегчения условий обработки и экономии материала при гоготовлении цилиндрических деталей и отверстием в дне С дааметром диаметра цилинд{Я1ческого участка, предварительное от верстие в заготовке пробивают меньше тре буемого в готовой детали, при деформировании центральной части заготовки образуют цилиндрическую детшую часть детали и одновременно растягивают отверстие до требуе-. мого размера и заглаживают заусенец от пробизкн, а при перетяжке фланца зажимают дно, оставляя неизменным диаметр отверстия. Источники информации, П1яшятые во внимание при экспертизе 1.Мещерин В. Т. Листовая щтамповка. Атлас, Маавшостроение, 1975, с. 215, рис 738. 2.Авторское свидетельство СССР N« 841712, кл. В 21 D 22/06, 25.06.79 (прототип). Фиг.1
Фиг. 7
