(54) УСТРОЙСТВО ДЛЯ ПОЛИРОВАНИЯ ПОВЕРХНОСТИ ЛИСТА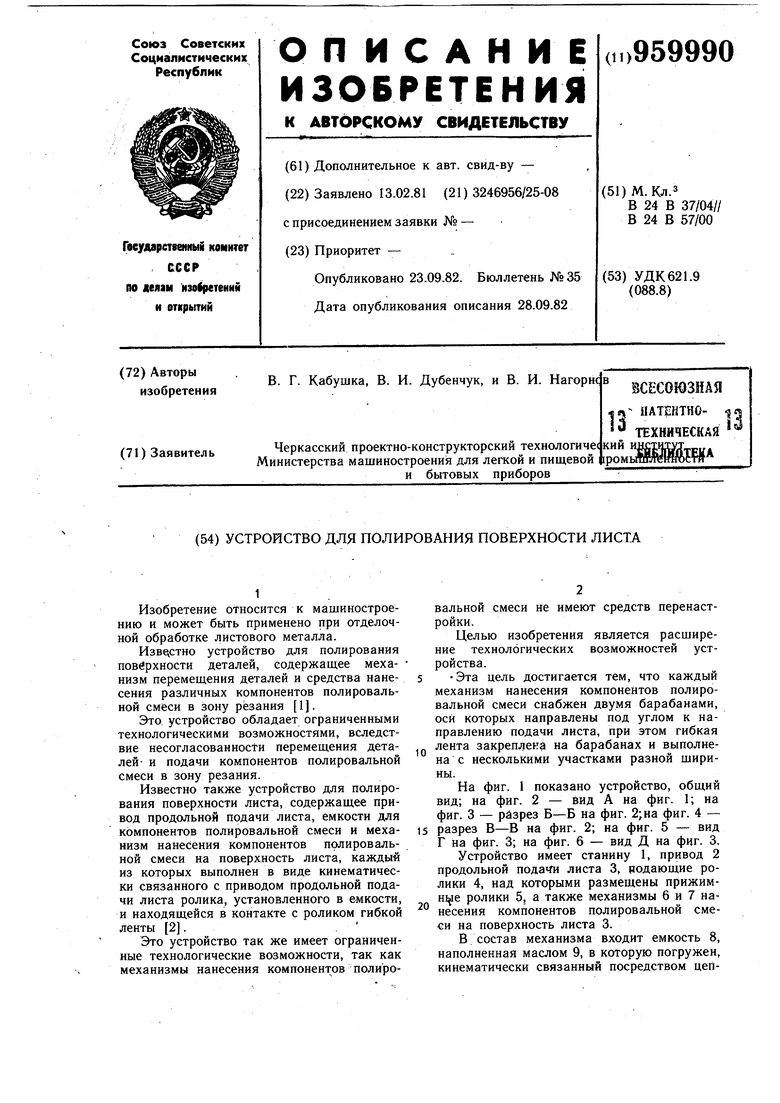
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования и полирования металлических листов | 1965 |
|
SU440243A1 |
| УСТАНОВКА ДЛЯ ОТДЕЛКИ ДЕТАЛЕЙ КРУГЛОГО СЕЧЕНИЯ | 1972 |
|
SU347215A1 |
| СТАНОК ДЛЯ ПОЛИРОВАНИЯ ДЕТАЛЕЙ | 1972 |
|
SU351679A1 |
| Способ электрохимико-механического полирования | 1984 |
|
SU1222446A1 |
| Ленточно-шлифовальный станок | 1979 |
|
SU880700A1 |
| Устройство для полирования деталей | 1986 |
|
SU1433771A1 |
| Полировальный станок | 1981 |
|
SU948632A1 |
| Устройство для электрохимико-механического полирования | 1984 |
|
SU1187939A1 |
| Ленточно-шлифовальный станок для обработки кромок пера лопаток | 1980 |
|
SU891366A1 |
| Устройство ленточно-полировальногоСТАНКА для СООбщЕНия лОпАТКЕ ВЕРТиКАль-НыХ и гОРизОНТАльНыХ ВибРАций | 1979 |
|
SU823086A1 |
1
Изобретение относится к машиностроению и может быть применено при отделочной обработке листового металла.
устройство для полирования повйрхности деталей, содержащее меха- низм перемепдения деталей и средства нанесения различных компонентов полировальной смеси в зону резания 1.
Это. устройство обладает ограниченными технологическими возможностями, вследствие несогласованносфи перемещения деталей- и подачи компонентов полировальной смеси в зону резания.
Известно также устройство для полирования поверхности листа, содержащее привод продольной подачи листа, емкости для компонентов полировальной смеси и механизм нанесения компонентов полировальной смеси на поверхность листа, каждый из которых выполнен в виде кинематически связанного с приводом продольной подачи листа ролика, установленного в емкости, и находящейся в контакте с роликом гибкой ленты 2..
Это устройство так же имеет ограниченные технологические возможности, так как механизмы нанесения компонентов полировальной смеси не имеют средств перенастройки.
Целью изобретения является расщирение технологических возможностей устройства.
5 -Эта цель достигается тем, что каждый механизм нанесения компонентов полировальной смеси снабжен двумя барабанами, оси которых направлены под углом к направлению подачи листа, при этом гибкая Q лента закреплена на барабанах и выполнена с несколькими участками разной ширины.
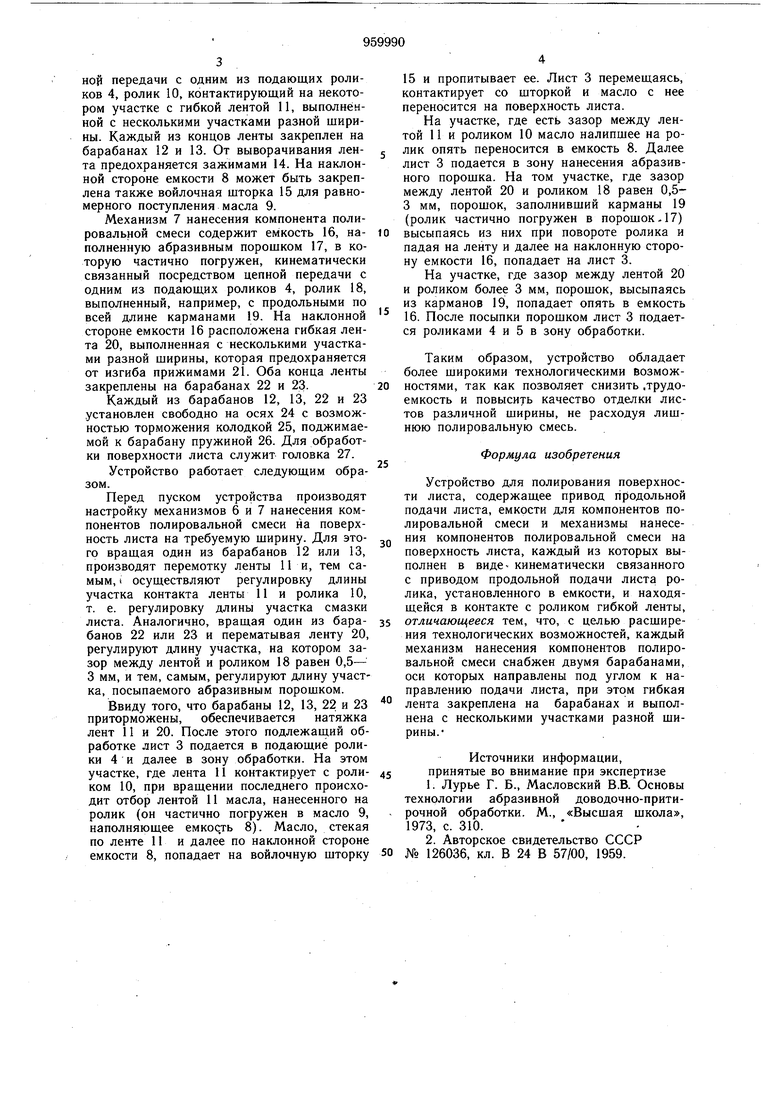
На фиг. 1 показано устройство, общий
вид; на фиг. 2 - вид А на фиг. 1; на
фиг. 3 - рйзрез Б-Б на фиг. 2;на фиг. 4 -
15 разрез В-В на фиг. 2; на фиг. 5 - вид
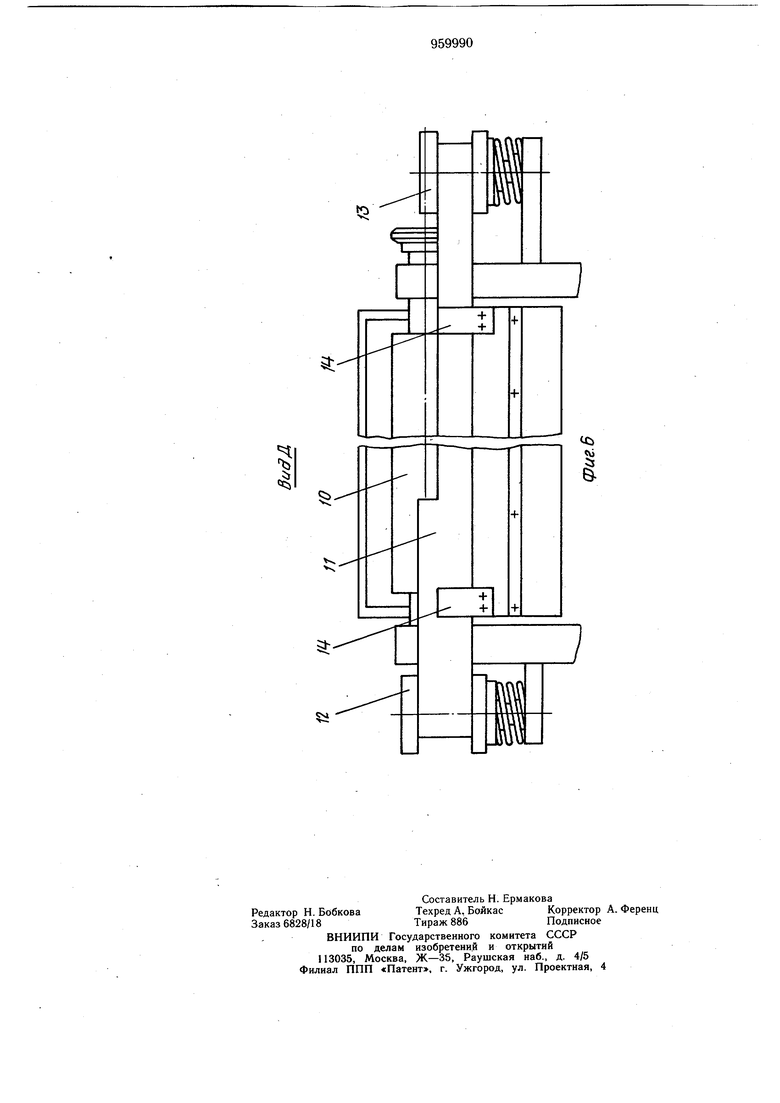
Г Иа фиг. 3; на фиг. 6 - вид Д на фиг. 3.
Устройство имеет станину 1, привод 2 продольной подаад листа 3, нодающие ролики 4, над которыми размещены прижимHi ie ролики 5, а также механизмы 6 и 7 на20несения компонентов полировальной сме«и на поверхность листа 3.
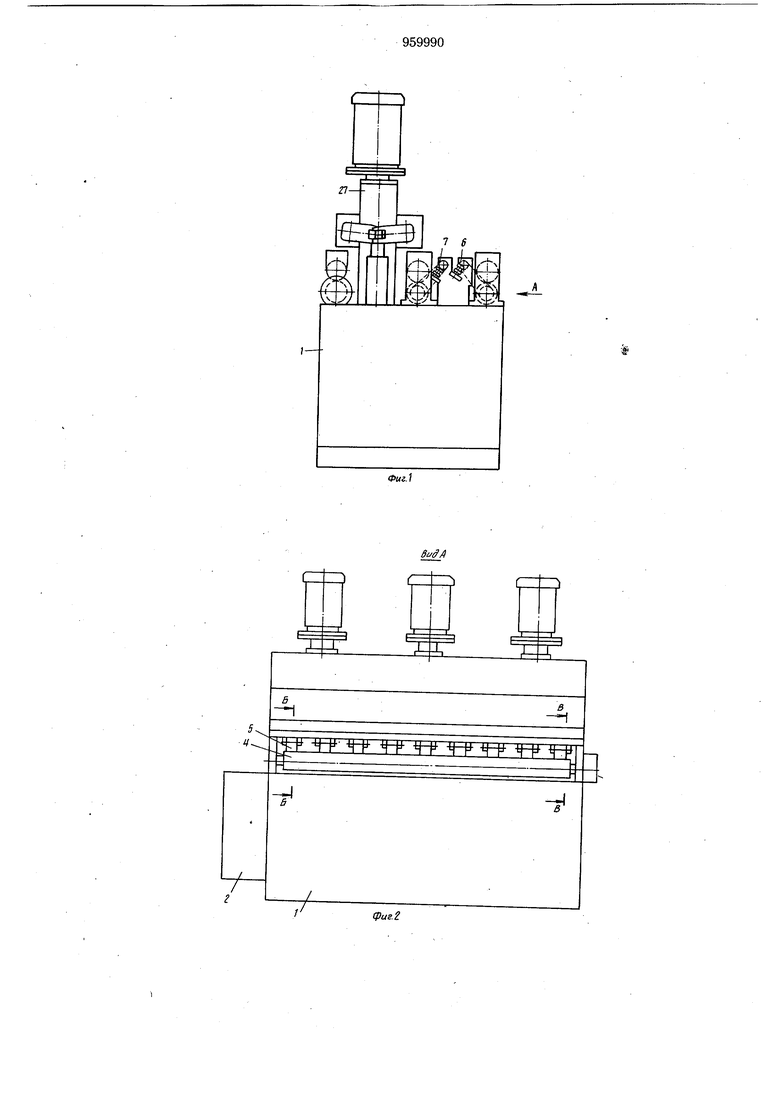
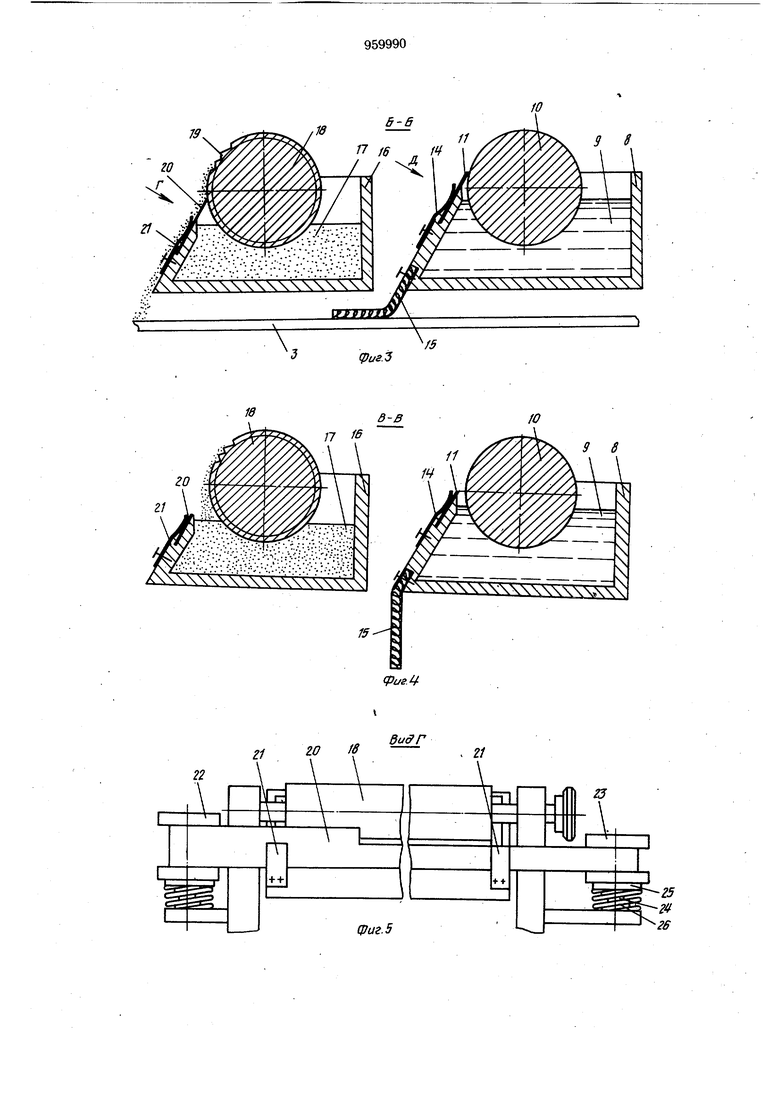
В состав механизма входит емкость 8, наполненная маслом 9, в которую погружен, кинематически связанный посредством цепной передачи с одним из подающих роликов 4, ролик 10, контактирующий на некотором участке с гибкой лентой 11, выполненной с несколькими участками разной щирины. Каждый из концов ленты закреплен на барабанах 12 и 13. От выворачивания лента предохраняется зажимами 14. На наклонной стороне емкости 8 может быть закреплена также войлочная шторка 15 для равномерного поступления масла 9. Механизм 7 нанесения компонента полировальной смеси содержит емкость 16, наполненную абразивным порошком 17, в которую частично погружен, кинематически связанный посредством цепной передачи с одним из подаюших роликов 4, ролик 18, выполненный, например, с продольными по всей длине карманами 19. На наклонной стороне емкости 16 расположена гибкая лента 20, выполненная с несколькими участками разной ширины, которая предохраняется от изгиба прижимами 21. Оба конца ленты закреплены на барабанах 22 и 23. Каждый из барабанов 12, 13, 22 и 23 установлен свободно на осях 24 с возможностью торможения колодкой 25, поджимаемой к барабану пружиной 26. Для обработки поверхности листа служит головка 27. Устройство работает следующим обраПеред пуском устройства производят настройку механизмов 6 и 7 нанесения компонентов полировальной смеси на поверхность листа на требуемую ширину. Для этого вращая один из барабанов 12 или 13, производят перемотку ленты 11 и, тем самым, i осуществляют регулировку длины участка контакта ленты 11 и ролика 10, т. е. регулировку длины участка смазки листа. Аналогично, вращая один из барабанов 22 или 23 и перематывая ленту 20, регулируют длину участка, на котором зазор между лентой и роликом 18 равен 0,5- 3 мм, и тем, самым, регулируют длину участка, посыпаемого абразивным порошком. Ввиду того, что барабаны 12, 13, 22 и 23 приторможены, обеспечивается натяжка лент 11 и 20. После этого подлежащий обработке лист 3 подается в подающие ролики 4 и далее в зону обработки. На этом участке, где лента 11 контактирует с роликом 10, при вращении последнего происходит отбор лентой 11 масла, нанесенного на ролик (он частично погружен в масло 9, наполняющее емкос.ть 8). Масло, стекая по ленте 11 и далее по наклонной стороне емкости 8, попадает на войлочную шторку 15 и пропитывает ее. Лист 3 перемещаясь, контактирует со шторкой и масло с нее переносится на поверхность листа. На участке, где есть зазор между лентой 11 и роликом 10 масло налипшее на ролик опять переносится в емкость 8. Далее лист 3 подается в зону нанесения абразивного порошка. На том участке, где зазор между лентой 20 и роликом 18 равен 0,53 мм, порошок, заполнивший карманы 19 (ролик частично погружен в порошок. 17) высыпаясь из них при повороте ролика и падая на ленту и далее на наклонную сторону емкости 16, попадает на лист 3. На участке, где зазор между лентой 20 и роликом более 3 мм, порошок, высыпаясь из карманов 19, попадает опять в емкость 16. После посыпки порошком лист 3 подается роликами 4 и 5 в зону обработки. Таким образом, устройство обладает более широкими технологическими возможностями, так как позволяет снизить .трудоемкость и повысить качество отделки листов различной ширины, не расходуя лишнюю полировальную смесь. Формула изобретения Устройство для полирования поверхности листа, содержащее привод продольной подачи листа, емкости для компонентов полировальной смеси и механизмы нанесения компонентов полировальной смеси на поверхность листа, каждый из которых выполнен в виде- кинематически связанного с приводом продольной подачи листа ролика, установленного в емкости, и находящейся в контакте с роликом гибкой ленты, отличающееся тем, что, с целью расщирения технологических возможностей, каждый механизм нанесения компонентов полировальной смеси снабжен двумя барабанами, оси которых направлены под углом к направлению подачи листа, при этом гибкая лента закреплена на барабанах и выполнена с несколькими участками разной ширины.Источники информации, принятые во внимание при экспертизе 1.Лурье Г. Б., Масловский В.В. Основы технологии абразивной доводочно-притирочной обработки. М., «Высщая щкола, 1973, с. 310. 2.Авторское свидетельство СССР № 126036, кл. В 24 В 57/00, 1959.
гт тт- тт тт H-t M-f -4-1
20 te
/5
Сриг.З бидГ
§
