(54) СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЮЧЕЙ ПРОВОЛОКИ .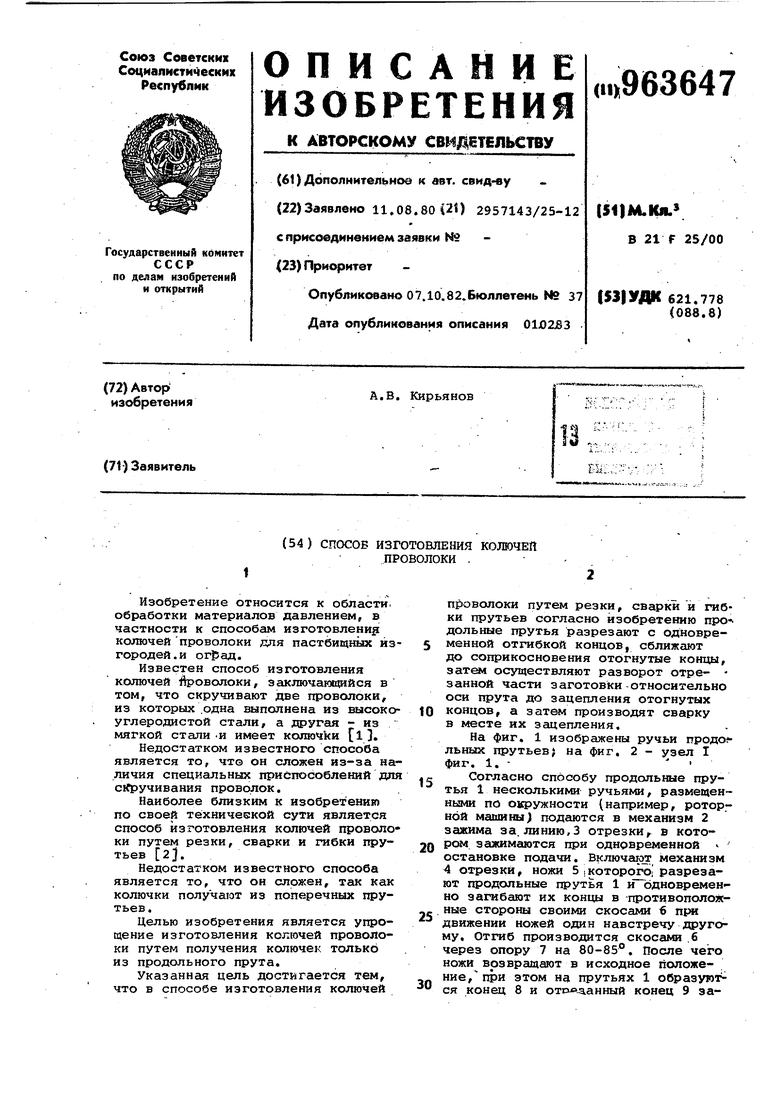
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления двух ветвевых пружин с отогнутыми концами | 1989 |
|
SU1657263A1 |
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
| Штамп для изготовления деталей из проволоки гибкой | 1988 |
|
SU1583203A1 |
| Автомат для изготовления пружин растяжения из бесконечной спирали | 1978 |
|
SU860927A1 |
| Способ изготовления колючей проволоки | 1930 |
|
SU33946A1 |
| Автоматическая машина для изгибания П-образных проволочных скоб и навивания соосных винтовых пружин на их свободных концах | 1951 |
|
SU100131A1 |
| Автомат для сборки хомута из ленты | 1972 |
|
SU562358A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Способ изготовления гнутых профилей | 1984 |
|
SU1201020A1 |
| Катушка для намотки длинномерного материала | 1991 |
|
SU1831465A3 |
Изобретение относится к области, обработки материалов давлением, в частности к способам изготовление колючей проволоки для пастбищных изгородей . и ог15 ад.
Известен способ изготовления колючей Ароволоки, заключающийся в том, что скручивают две проволоки, из которых .одна выполнена из высокоуглеродистой стали, а другая - из мягкой стали .и имеет колючки l3.
Недостатком известного способа является то, что он сложен из-за наличия специальных приспособлений для сйручивания проволок.
Наиболее близким к изобретению по своей тёхничевкой сути является способ изготовления колючей проволоки путем резки, сварки и гибки прутьев 2}.
Недостатком известного способа является то, что ои сложен, так как колючки получают из поперечных прутьев.
Целью изобретения является упрощение изготовления колючей проволоки путем получения колючек только из продольного прута.
Указанная цель достигается тем, что в способе изготовления колючей
проволоки путем резки, сварки и гибки прутьев согласно изобретению продольные прутья разрезают с одновременной отгибкой концов, сближают до соприкосновения отогнутые концы, затем осуществляют разворот отре- занной части заготовки относительно оси прута до зацепления отогнутых
10 концов, а затем производят сварку в месте их зацепления,
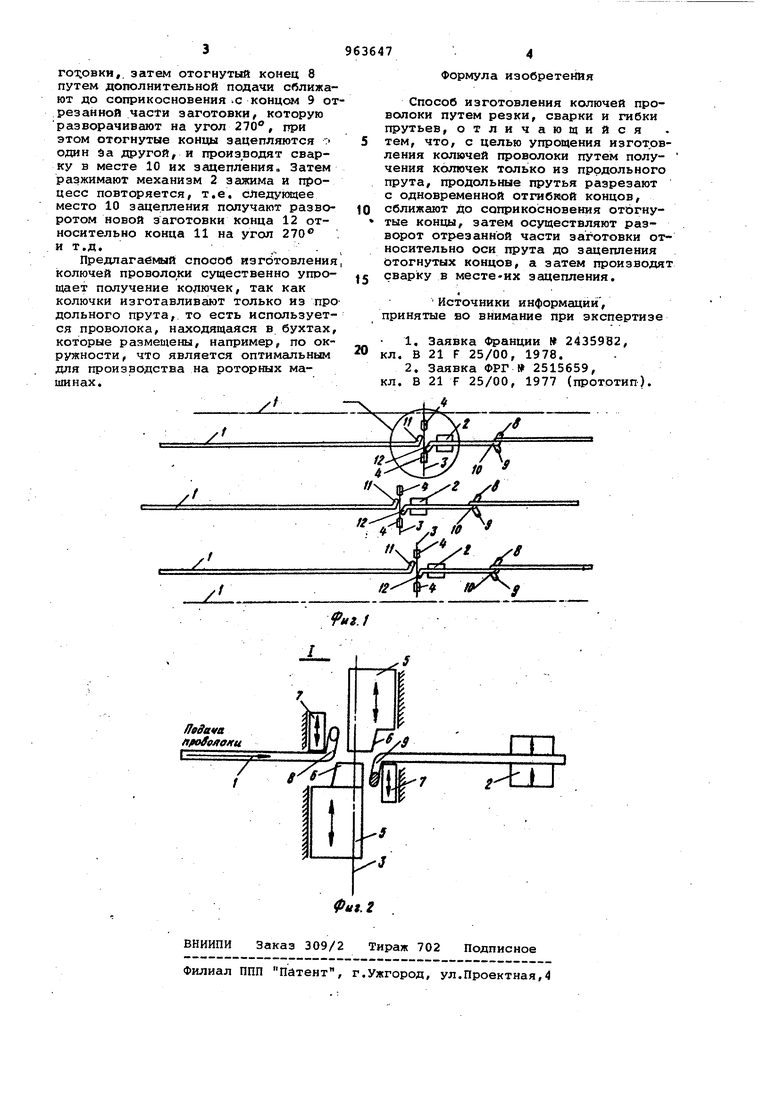
На фиг. 1 изображены ручьи продол льных прутьев; на фиг. 2 - узел I фиг. 1. Согласно способу продольные пру15тья 1 несколькими ручьями, размещенными по окружности (например, роторной машишл) подаются в механизм 2 зажима за. линию, 3 отрезки, в котором зажимаются при одновременной
20 остановке подачи. Включают механизм 4 отрезки, ножи 5,которого разрезают продольные прутья 1 и Ьдновременно загибают их концы в противоположные стороны своими скосами 6 при
25 движении ножей один навстречу другому. Отгиб производится скосами .6 через опору 7 на 80-85°. после чего ножи возвращают в исходное положение,при этом на прутьях 1 образуют30ся конец 8 и от1 в-аанный конец 9 заroiiOBKH,. затем отогнутый конец 8 путем дополнительной подачи сближают до соприкосновения с концом 9 отрезанной части заготовки/ которую разворачивают на угол 270, при этом отогнутые концы зацепляются один Эа другой и произ водят сварку в месте 10 их зацепления,, Затем разжимают механизм 2 зажима и процесс повторяется, т.е. следукядее место 10 зацепления получают разворотом новой заготовки конца 12 относительно конца 11 на угол 270® и т.д.
Предлагаемый способ изготовления колючей проволоки существенно упрощает получение колючек, так как колючки изготавливают только из продольного прута, то есть используется проволока, находящаяся в бухтах, которые размещены, например, по окружности, что является оптимальным для производства на роторных машинах.
Формула изобретения
Способ изготовления колючей проволоки путем резки, сварки и гибки прутьев, отличающийся тем, что, с целью упрощения изготовления колючей проволоки путем получения колючек только из продольного прута, продольные прутья разрезают с одновременной отгибкой концов, сближают до соприкосновения отогнутые концы, затем осуществляют разворот отрезанной части заготовки относительно оси прута до зсщёпления отогнутых концов, а затем производя сварку в месте-их зацепления.
Источники информации , принятые во внимание при экспертизе
2,Заявка ФРГ 2515659,
кл. В 21 F 25/00, 1977 (прототип).
/
/
/
/
