(5) ГОЛОВКА ЭКСТРУДЕРА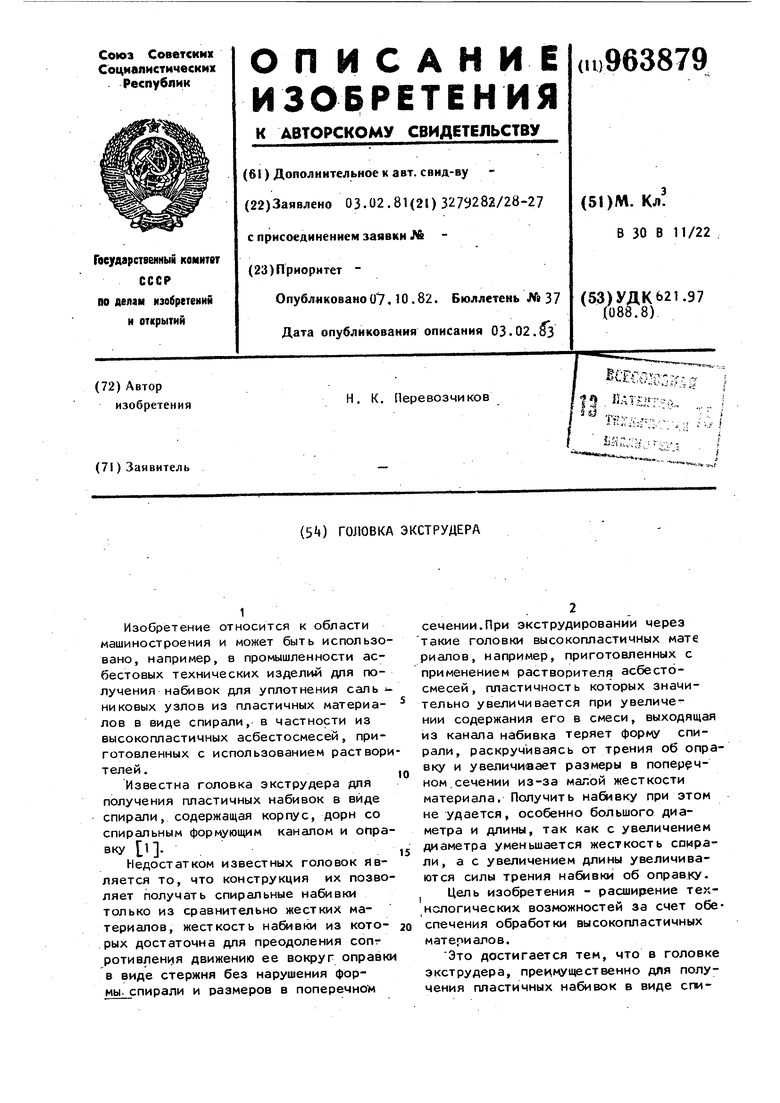
Изобретение относится к области машиностроения и может быть использо вано, например, в промышленности асбестовых технических изделий для получения набивок для уплотнения саль никовых узлов из пластичных материалов в виде спирали, в частности из высокопластичных асбестосмесей, приготовленных с использованием раствор телей . Известна головка экструдера для получения пластичных набивок в виде спирали, содержащая корпус, дорн со спиральным формующим каналом и опра вку l .. Недостатком известных головок является то, что конструкция их позво ляет получать спиральные набивки только из сравнительно жестких материалов, жесткость набивки из которых достаточна для преодоления сопг ротивления движению ее вокруг оправк в виде стержня без нарушения формы. спирали и размеров в поперечном сечении.При экструдировании через такие головки высокопластичных мате риалов, например, приготовленных с применением растворителя асбестосмесей, пластичность которых значительно увеличивается при увеличении содержания его в смеси, выходящая из канала набивка теряет форму спирали, раскручиваясь от трения об оправку и увеличивает размеры в попер чном,сечении из-за малой жесткости материала. Получить набивку при этом не удается, особенно большого диаметра и длины, так как с увеличением диаметра уменьшается жесткость спирали , а с увеличением длины увеличиваются силы трения набивки об оправку. Цель изобретения - расширение технологических возможностей за счет обеспечения обработки высокопластичных материалов. Это достигается тем, что в головке экструдера, преимущественно для получения пластичных набивок в виде спирапи, содержащей корпус, дорн со спи ральным формующим каналом и оправку, последняя выполнена в виде валиков с осями, параллельными оси дррна , при этом по меньшей мере один из валиков выполнен приводным, а приводной вали выполнен составным в виде двух часте по длине, одна из которых смонтирована с возможностью вращения относително другой,
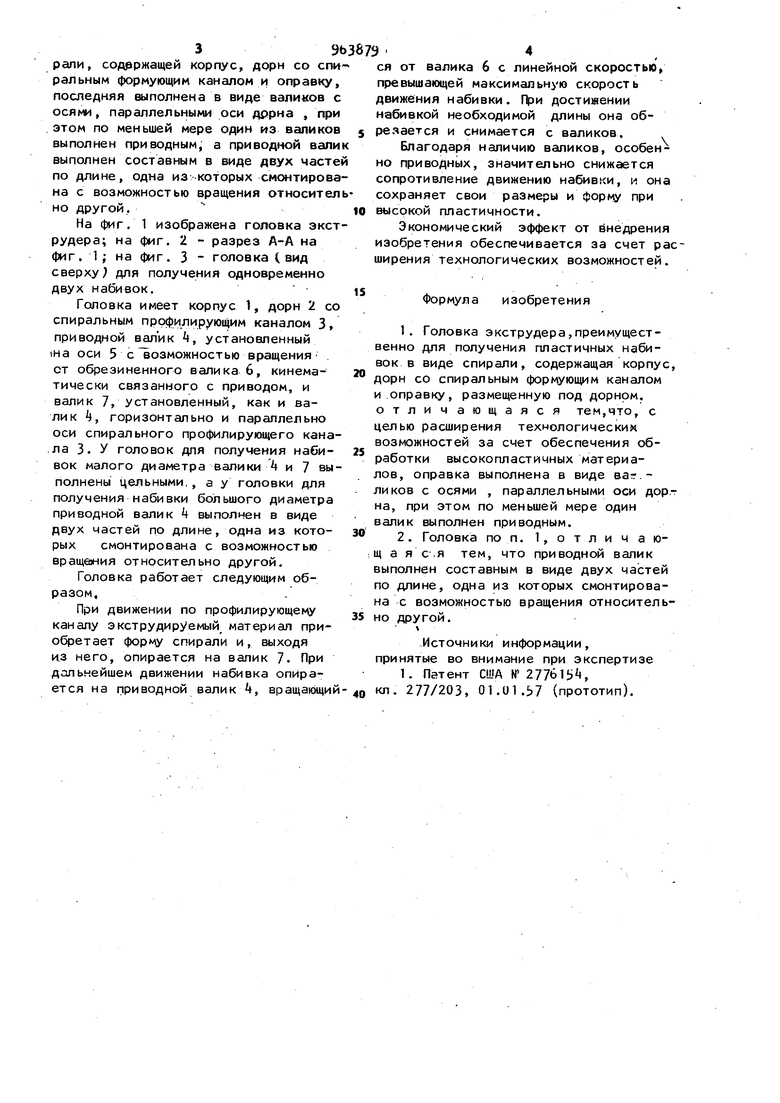
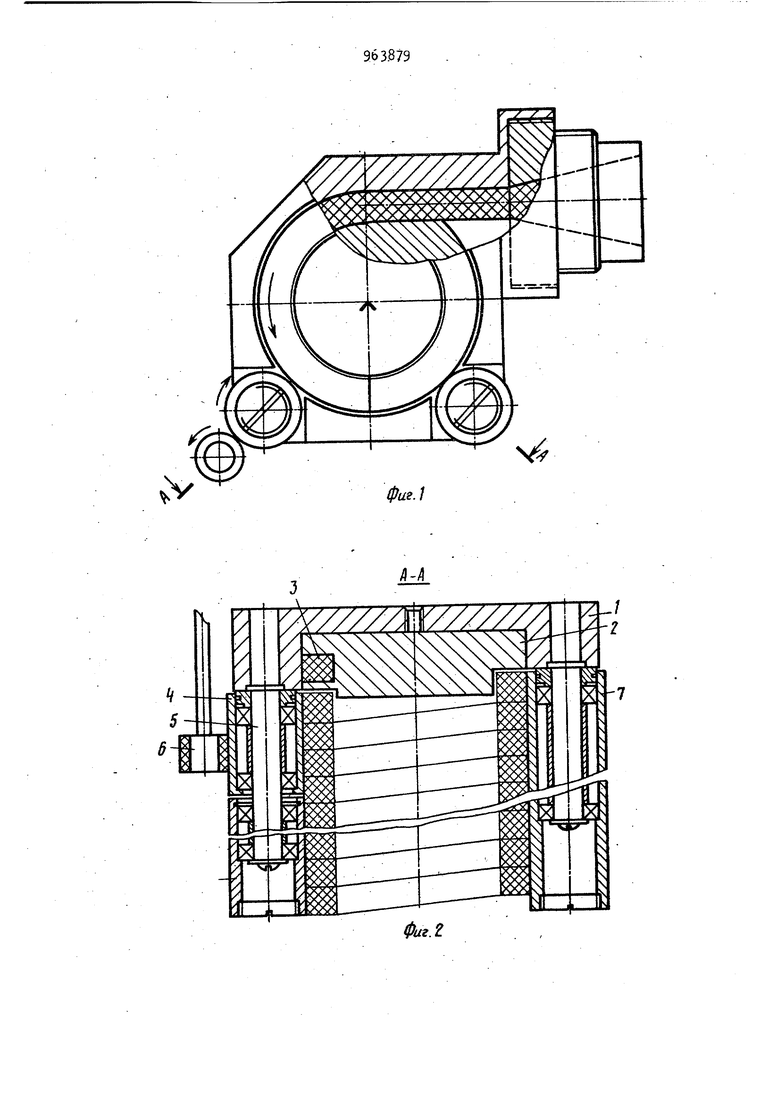
На фиг. 1 изображена головка экструдера; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - головка ( вид сверху для получения одновременно двух набивок.
Головка имеет корпус 1, дорн 2 со спиральным профилирующим каналом 3, приводной валик , установленный 1на оси 5 с возможностью вращения от обрезиненного валика 6, кинематически связанного с приводом, и валик 7, установленный, как и валик k, горизонтально и параллельно оси спирального профилирующего канала 3. У головок для получения набивок малого диаметра валики 4 и 7 выполнены цельными. , а у головки для получения набивки большого диаметра приводной валик k выполнен в виде двух частей по длине, одна из которых смонтирована с возможностью враще)ния относительно другой.
Головка работает следующим образом.
При движении по профилирующему
каналу экструдируемый материал приобретает форму спирали и, выходя из него, опирается на валик 7. При дальнейшем движении набивка опирается на приводной валик, вращающий
ся от валика 6 с линейной скоростью, превышающей максимальную скорость движения набивки. При достижении набивкой необходимой длины она обреяается и снимается с валиков.
Благодаря наличию валиков, особенно приводных, значительно снижается сопротивление движению набивки, и она сохраняет свои размеры и при высокой пластичности.
Экономический эффект от внедрения изобретения обеспечивается за счет раширения технологических возможностей.
Формула изобретения
и оправку, размещенную под дорном, отличающаяся тем,что, с целью расширения технологических возможностей за счет обеспечения обработки высокопластичных материалов, оправка выполнена в виде ваг,ликов с осями , параллельными оси дорна, при этом по меньшей мере один валик выполнен приводным.
1
.Источники информации, принятые во внимание при экспертизе
Фиг.Ъ
