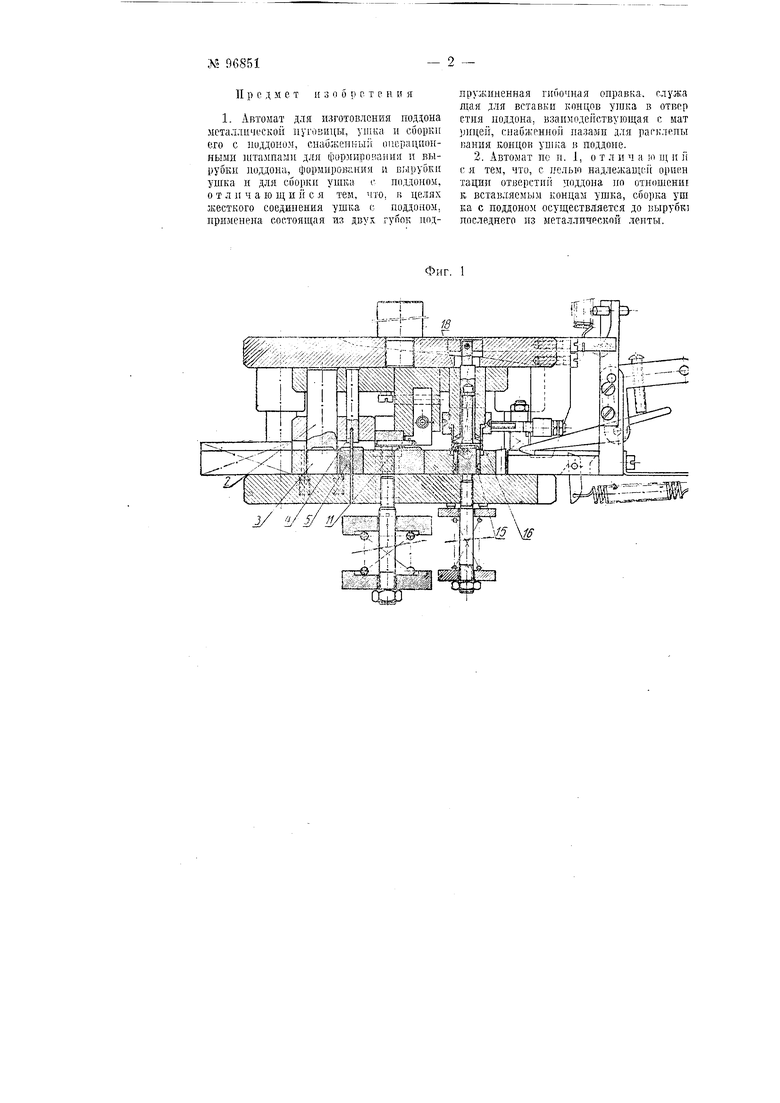
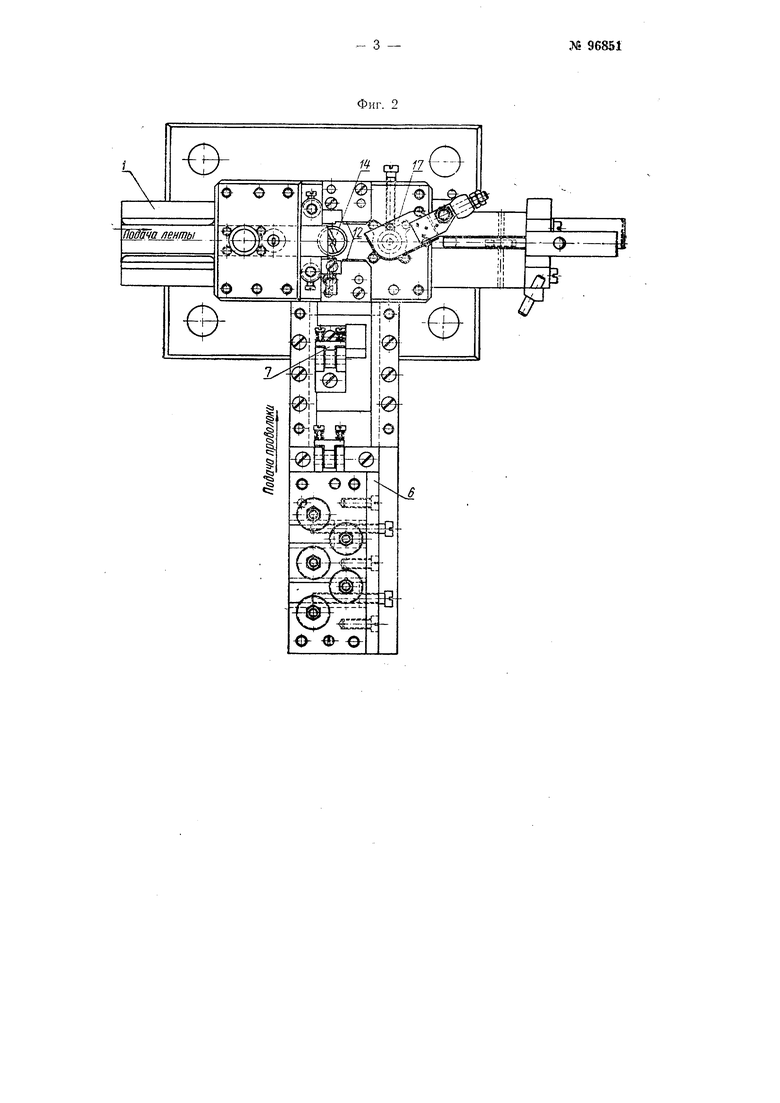
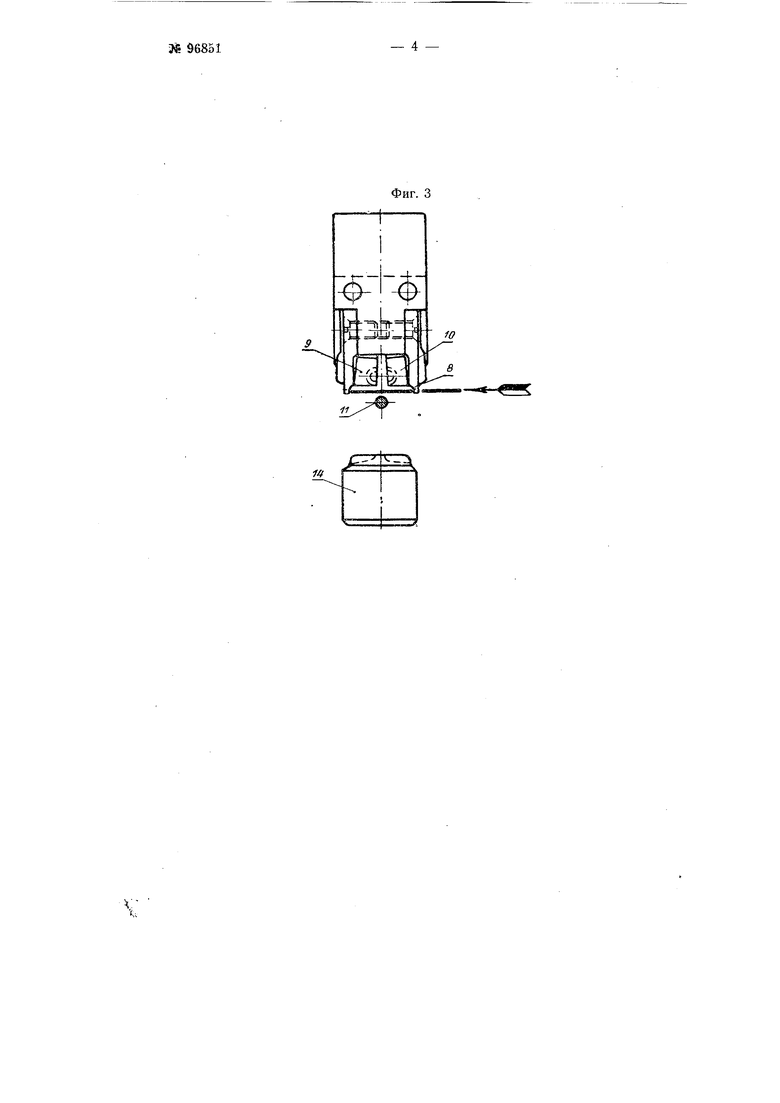
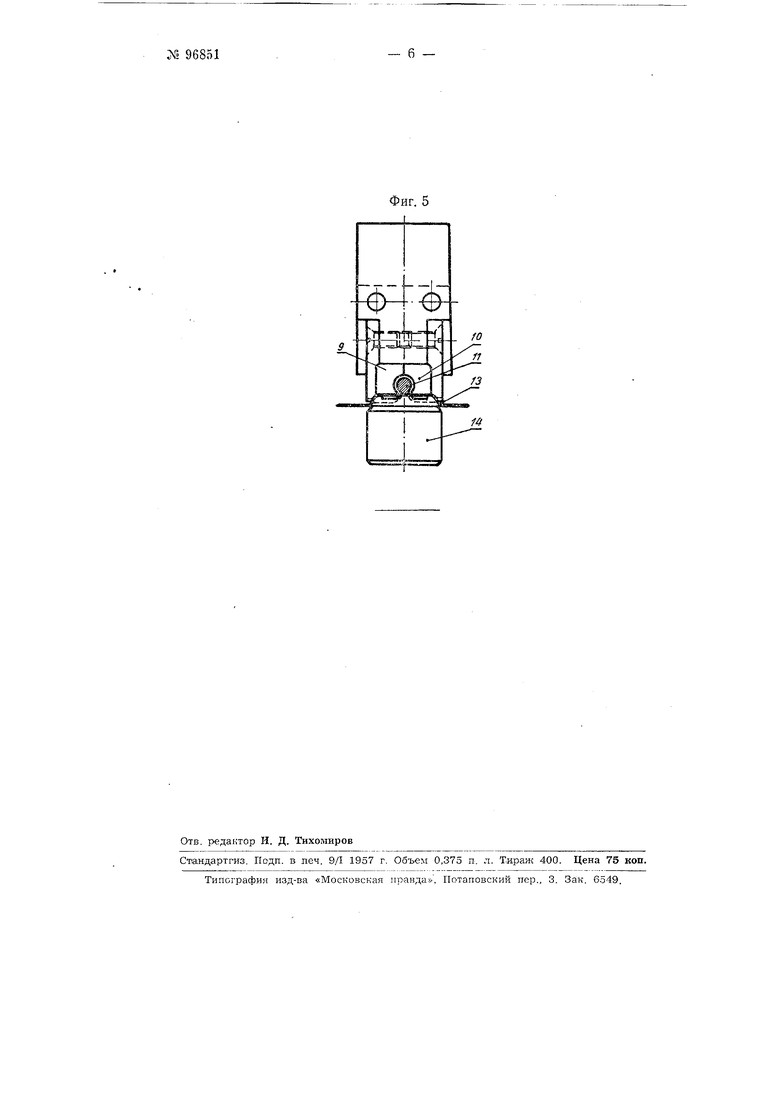
Автоматы для и.Лотовления поддона мсталлическо пуговицы, ушка и сборки его с поддоном, снабясенные операционными штампами для формирования и вырубкп поддона, формирования и вырубки ушка и для сборки ушка с поддоном, известны. Автоматы такого типа не позволяют получить жесткое соединении ушка с поддоном металлической иутовицы, что является необходимым для изготовления металлических пуговиц определенных категорий. Кроме того, они не обеспечивают надлелсащую ориентацию отверстий поддона по отношению к вставляемым конщам ушка. В описываемом автомате эти недостатки устранены тем, что в нем нрименена состоящая из двух губок нодпруж и рн 1ая гибочная оправка, служащая для вставки концов ушка в отверстия поддона и взаимодействующая с матрицей, спабжеиной пазами для расклепывания концов ушка в поддоне. Сборка ушка с поддоном осуществляится до вырубки последнего из металлической ленты. На фиг. 1 изобра:кен вид автомага сбоку, часгпчно в разрезе; на фиг. 2 - то же, вид сверху; на фиг. 3, 4 и о - последовательный процесс формирования ушка и сборки его с поддоном с помощью гибочной оправки и матрицы с пазами. Автомат спабжен лотком (1), по которому производится подача металлической ленты для изготовления ноддона пуговицы. Форми1лжание поддина осуществляется пуансоном (2) и матрицей (3), а прокалывание отверстия в поддоне для ушка - пуансоном (4) и матрицей (5). Под нрямым углом к лотку для подачи ленты располояхен второй лоток (6) с роликами для правки проволоки, предпазначеннои для изготовления ушка. Подача проволоки осуществляется с помощью зажимното подвижного клина (7). Пож (8) отрезает конец проволоки требуемой длины. Изгибание ушка осуществляется в гибочной оправке, состоящей из двух подпрулсиненных губок (9) и (10), куда отрезок проволоки вставляется с помощью пальца (11). При движении пуансона вниз губки сжимаются сухарями (12), формируя ушко вокруг пальца (11) (фиг. Д). При дальнейшем движении вниз концы ушка вставляются в отверстия сформированного в металлической ленте иоддона (13), изгибаются в назах матрицы (14) и расклепываются. При движении пуансопа вверх губки (9) и (10) раскрываются, а палец (11) выходит из отверстия ушка. Лента с приклепанным к поддону ушком подается затем к пуансону (15) с матрицей (1G), служащими для кырубки поддона из ленты. Выталкивание поддона пз матрпцы (16) на готового (17) производится толкателем с.ъемпик (18.). образом осуществляется изготовпуговицы с жестким крепление ноддона лением Ушка.
П р с д м е т и зоб р р т е н и я
1. Автомат для изготовления поддона .MCTa.i,:m4tCKoii пуговицы, уииса и сборкп его с поддопом, снабженшлй операционными штампами для формирования п вырубки иоддопа, формирования и выруоки ушка н для сборки ушка с поддонов, о т л и ч а ю щ и и с я тем, мго. в целях жесткого соединения ушка с поддоном, применена состоящая ш двух губок подпружиненная гичочиая оправка, служа Я1ая для вставки концов ушка в отвер стия поддона, взаимодействующая с мат рицей, снабженной пазами для рагклепы 1;ания концов ушка в поддоне.
2. Автомат но п. 1, о т л п ч а ю щ и и с я тем, что, с иелыо падлежаитс1( ориен тации отверсти чоддопа по отиошени к вставляемым концам ушка, сборка уш ка с пoддoнo осуществляется до вырубк последнего из металлической ленты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления ушка и его сборки с поддоном форменных пуговиц | 1949 |
|
SU89740A1 |
| Устройство для соединения скобойдЕТАлЕй C ОТВЕРСТияМи | 1978 |
|
SU844110A1 |
| Автомат для сборки и завальцовки поддона с крышкой форменных пуговиц | 1949 |
|
SU89741A1 |
| МНОГОПОЗИЦИОННЫЙ АВТОМАТ | 1968 |
|
SU210078A1 |
| Гибочно-штамповочный автомат | 1983 |
|
SU1139551A1 |
| Штамп последовательно совмещенного действия | 1985 |
|
SU1269890A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Автомат для изготовления двухветвевых пружин с отогнутыми концами | 1982 |
|
SU1052304A1 |
| Автомат для сгибания фигурных изделий | 1981 |
|
SU963646A1 |
| Штамп для гибки деталей из листового материала | 1987 |
|
SU1484404A1 |
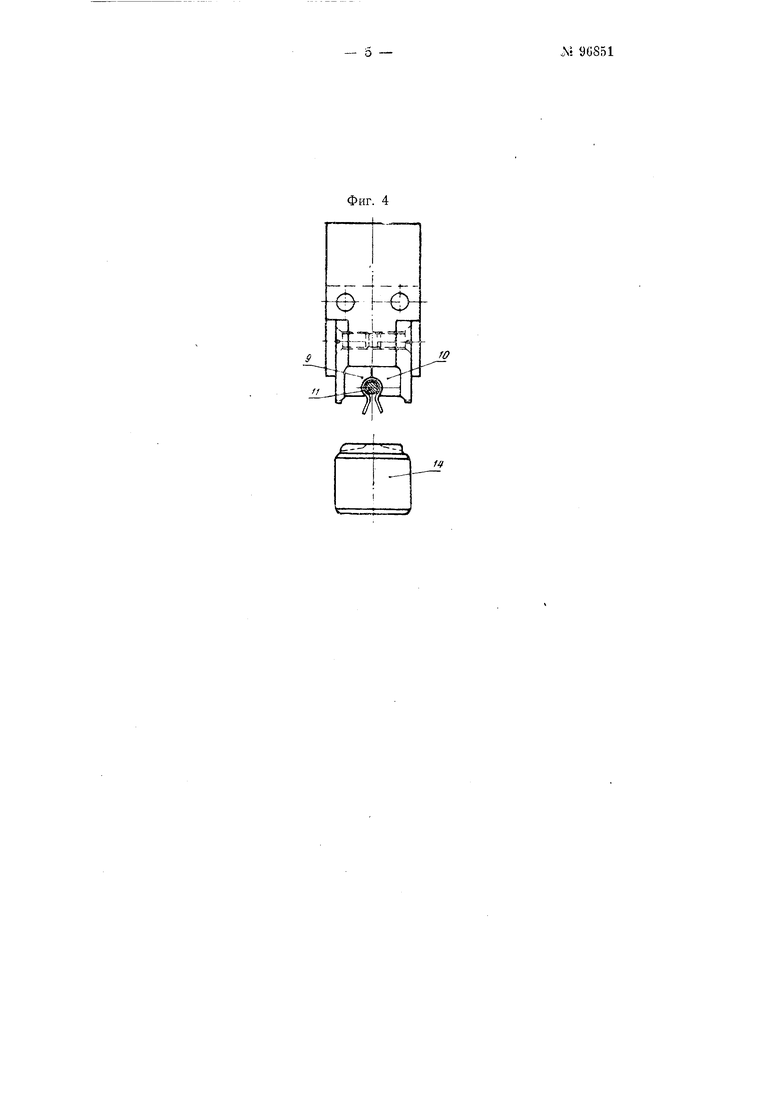
Фиг. 4
lO
ro
//
/-x
