Изобретение относится к машиностроению, а именно к конструкциям устройств для штамповки деталей. . .Известно устройство для штамповки деталей, содержащее смонтированную Бнаправляквдих станины подвижную трёшерсу, жебтко соединенную с плунжером гидравлического цилиндра, а также установленный соосно гидравлическому цилиндру импульсный цилиндр с бойком г
, в известном устройстве штамповка деталей осуществляется последовательным воздействием на них статической нагрузки от гидравлического цилиндра и динамической нагрузки от- импульсного цилиндра.
Недостаток известного устройства- низкие надежность и долговечность за счет возникающих гидравлических ударов при приложении динамической нагрузки.
Цель .изобретения - повышение надежности и долговечности путем исключения гидравлических ударов.
Указанная цель достигается тем, что известное устройство для штамповки деталей, содержащее смонтированную в направляющих станины подвижную траверсу, жестко соединейную
с плунжером гидравлического цилиндра а также установленный соосно гидравлическому цилиндру импульсный цилиндр с бойком, снабжено клиновыми упорами с приводом для их перемещения в виде дополнительных гидравлических цилиндров, при этом клиновые упоры размещены между станиной и подвижной траверсой, а дополнитель10ные цилиндры -закреплены на станине.
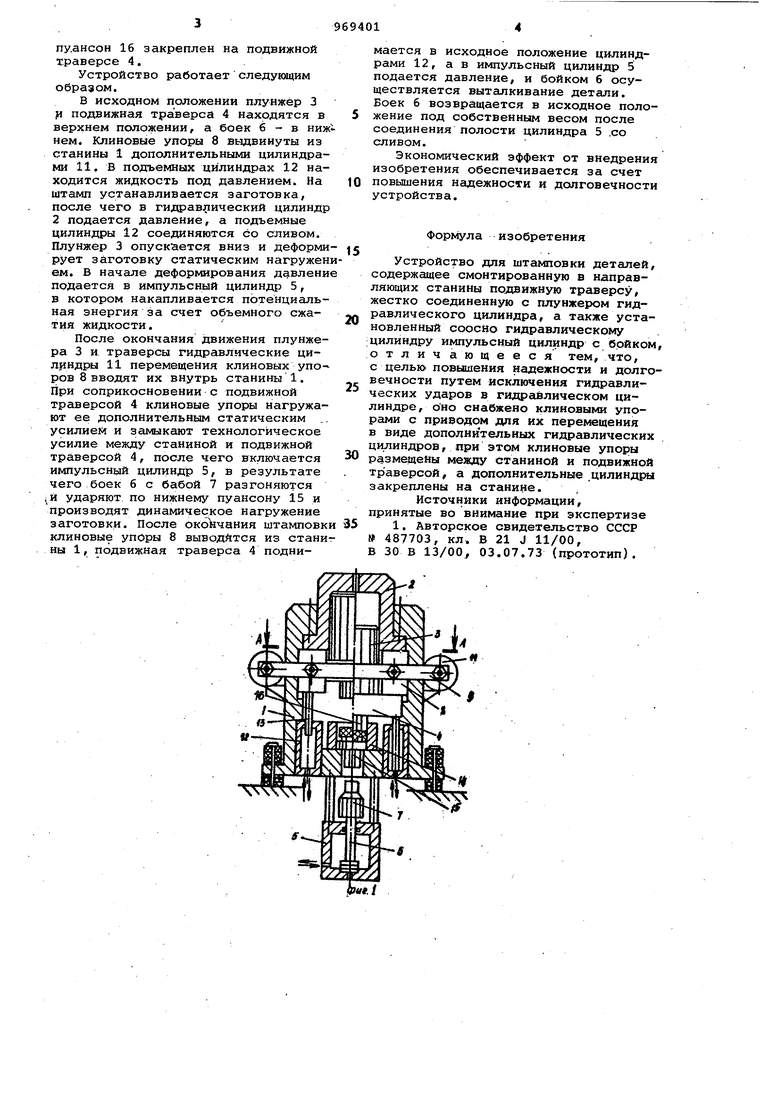
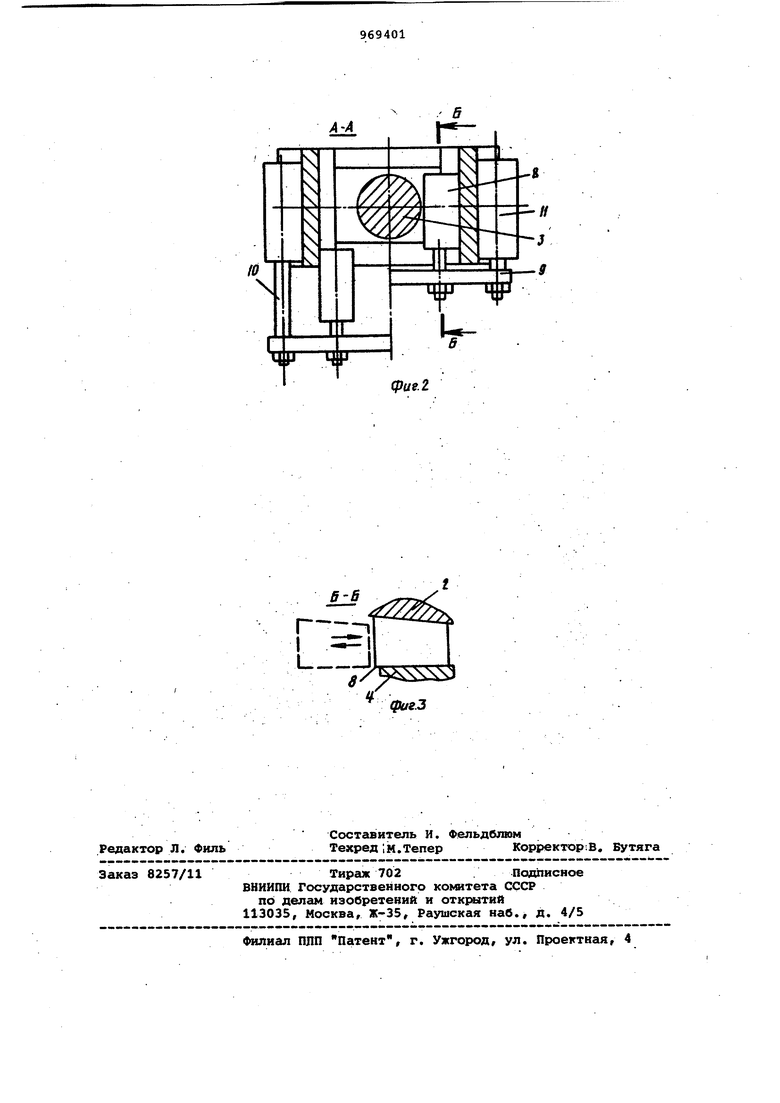
На фиг, 1 показано устройство, общий ВИД} на фиг. 2 - разрез А-А на фиг. Ij на фиг. 3 - разрез В-В на фиг. 2.
15
Устройство содержит станину 1, на которой закреплён гидравлический цилиндр 2, плунжер 3 которого соединен с подвижной траверсой 4. В нижней части станины 1 смонтирован им20пульсный цилиндр 5, на бойке 6 которого закреплена баба 7. Между станиной 1 и подвижной траверсой 4 размещены клиновые упоры 8, соединенные банкой 9 со штоками 10 дополни25тельных цилиндров 11. На станине 1 закреплены Подъемные цилиндры 12, плунжеры 13 которых соединены с подвижной траверсой 4. На станине 1 смонтирован штамп, состоящий из обой30мы 14 и нижнего пуансона 15. Верхний пу.ансон 16 закреплен на подвижной траверсе 4,. Устройство работает следукнцим образом. В исходном положении плунжер 3 р подвижная траверса 4 находятся в верхнем положении, а боек б - в ниж нем. Клиновые упоры 8 выдвинуты из станины 1 дополнительными цилиндрами 11. В подъемных ци линдрах 12 находится жидкость под давлением. На штамп устанавливается заготовка, после чего в гидравлический цилиндр 2 подается давление, а подъемные цилиндры 12 соединяются со сливом. Плунжер 3 опускается вниз и деформи рует заготовку статическим нагружен еМф В начале деформирования давлени подается в импульсный цилиндр 5, в котором накапливается потенциальная энергия за счет объемного сжатия жидкости. После окончания движения плунжера 3 и траверсы гидравлические цилиндры 11 перемещения клиновых упоров 8 вводят их внутрь станины 1. При соприкосновении с подвижной траверсой 4 клиновые упоры нг1гружают ее дополнительным статическим усилием и замыкают технологическое усилие между станиной и подвижной траверсой 4, после чего включается импульсный цилиндр 5, в результате чего боек 6 с бабой 7 разгоняются и ударяют по нижнему пуансону 15 и производят динамическое нагружение заготовки. После ок(Й1чания штамповк клиновые упоры 8 выводится из стани ны 1, подвижная траверса 4 поднимается в исходное положение цилиндрами 12, а в импульсный цилиндр 5 подается давление, и бойком 6 осуществляется выталкивание детали. Боек 6 возвращается в исходное положение под собственным весом после соединения полости цилиндра 5 со сливом. Экономический эффект от внедрения изобретения обеспечивается за счет повышения надежности и долговечности устройства. Формула изобретения Устройство для штамповки деталей, содержащее смонтированную в направляющих станины подвижную траверсу, жестко соединенную с плунжером гидравлического цилиндра, а также установленный соосно гидравлическому цилиндру импульсный цилиндр с бойком, отлич ающееся тем, что, с целью- повышения надежности и долговечности путем исключения гидравлических ударов в гидравлическом цилиндре, оно снабжено клнновыми упорами с приводом для их перемещения в виде дополнительных гидравлических цилиндров, при этом клиновые упоры размещены между станиной и подвижной траверсой, а дополнительные цилиндры закреплены на станине. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 487703, кл, В 21 J 11/00, В 30 В 13/00, 03.07.73 (прототип).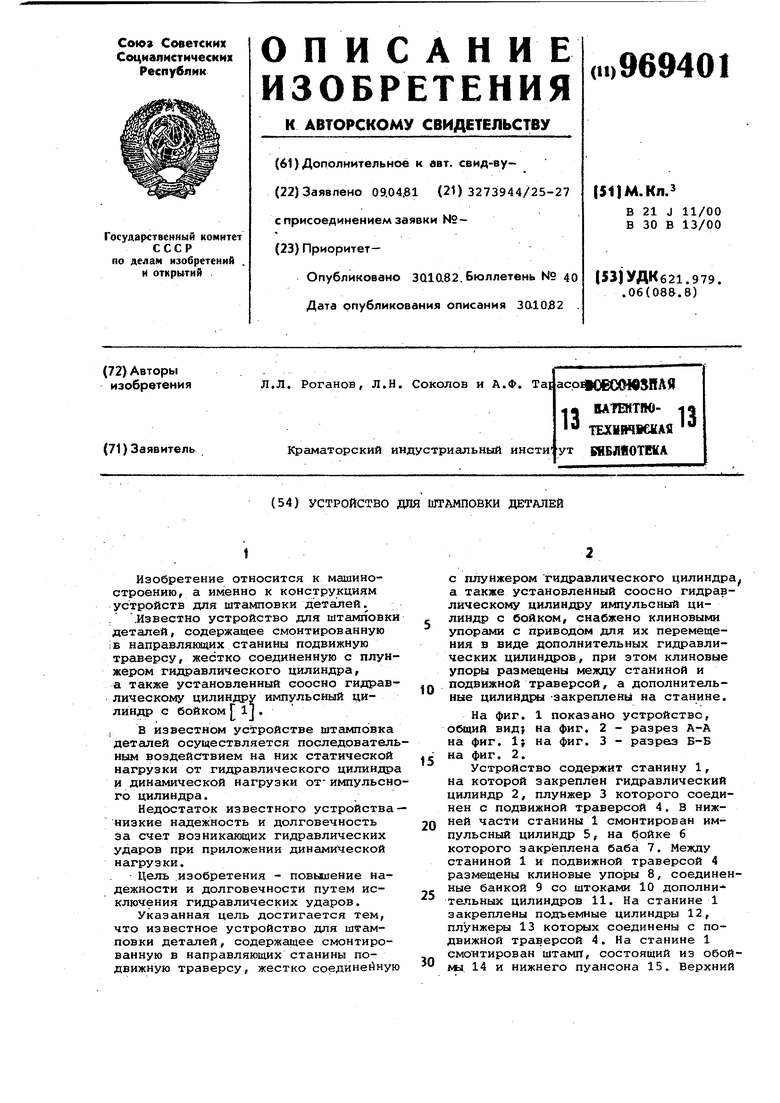
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальная установка для штамповки деталей | 1985 |
|
SU1219220A1 |
| Установка для штамповки деталей | 1973 |
|
SU487703A1 |
| Способ гидромеханической вытяжки листовых заготовок | 1990 |
|
SU1750801A1 |
| Гидровинтовой пресс-молот | 1978 |
|
SU721338A1 |
| Гидравлический горизонтальный пресс-молот | 1981 |
|
SU965587A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1973 |
|
SU432005A1 |
| Гидравлический двухоперационный пресс-молот | 1972 |
|
SU450633A1 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЛИТЫХ ЗАГОТОВОК ПОД ПРОШИВКУ | 1995 |
|
RU2102166C1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1991 |
|
RU2006367C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
JIT
г
«/
фиг.З
