Изобретение относится к порошково металлургии, в частности к конструкции установок для горячей штамповки спеченных порошковых деталей.
Целью изобретения является увеличение долговечности и надежности установки.
На чертеже представлена схема установки.
Установка для горячей штамповки состоит из пресса 1 горячей штамповки, штампа 2, магазина 3 порошковых заготовок, размещенного в нагревательном устройстве А, высокочастотного генератора 5, индуктора 6,, устройства 7 для транспортирования деталей, склизов 8, нагревателей 9 и 10 склизов 8, подвижного нагревательного устройства 11, в котором заготовка перемещается из индуктора 6 в штамп 2, и печи 12 для термической обработки деталей.
Установка работает следующим образом.
Пористая порошковая заготовка, находящаяся в магазине 3 и предварительно подогретая нагревательным устройством 4, перемещается устройством 7 для транспортирования в индуктор 6, соединенный с высокочастотным генератором 5. В индукторе 6 она нагревается до температуры горячей штамповки. После нагрева заготовка перемещается устройством 7 для транспортирования в подвижное нагревательное устройство 11, в котором она по склизу 8, нагретому нагревателем 9., транспортируется в штамп 2, После попадания заготовки в полость матрицы штампа 2 пресс 1 осуществляет рабоРедактор Э.Слиган
Заказ 2559/12 .Тираж 740 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 11-3035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
5
0
5
0
5
0
чий ход, производя горячую штамповку. Затем деталь извлекается -из матрицы и устройством 7 перемещается по склизу 8, нагретому нагревателем 10, в печь 12 для термической обработки. После, этого цикл повторяется.
Таким образом, использование в установке транспортирующего и нагревательного устройств позволяет в совокупности со стационарными нагревательными устройствами, размещенными в склизах, замедлить охлаждение заготовки и детали при их транспортировании, снизить усилие прессования из-за большей плас;гичности материала заготовки, улучшить режимы работы индуктора и печи для термической обработки деталей.
Усилие прессования уменьшается на 10-15%, продолжительность нагрева детали в печи для термической обработки - на 5-10%.
Ф.ормула изобретения
Установка для горячей штамповки спеченных деталей, состоящая из пресса горячей штамповки, штампа, магазина заготовок, размещенного в нагревательном устройстве, индуктора, устройства для транспортирования деталей, склизов и печи для термической обработки деталей, отличающаяся тем, что, с целью увеличения долговечности и надежности установки, она дополнительно снабжена . нагревателями склизов и подвижным нагревательным устройством, причем последнее размещено между индуктором и штампом.
Составитель Б.Семенов
Техред Н.Глущенко Корректор С.Черни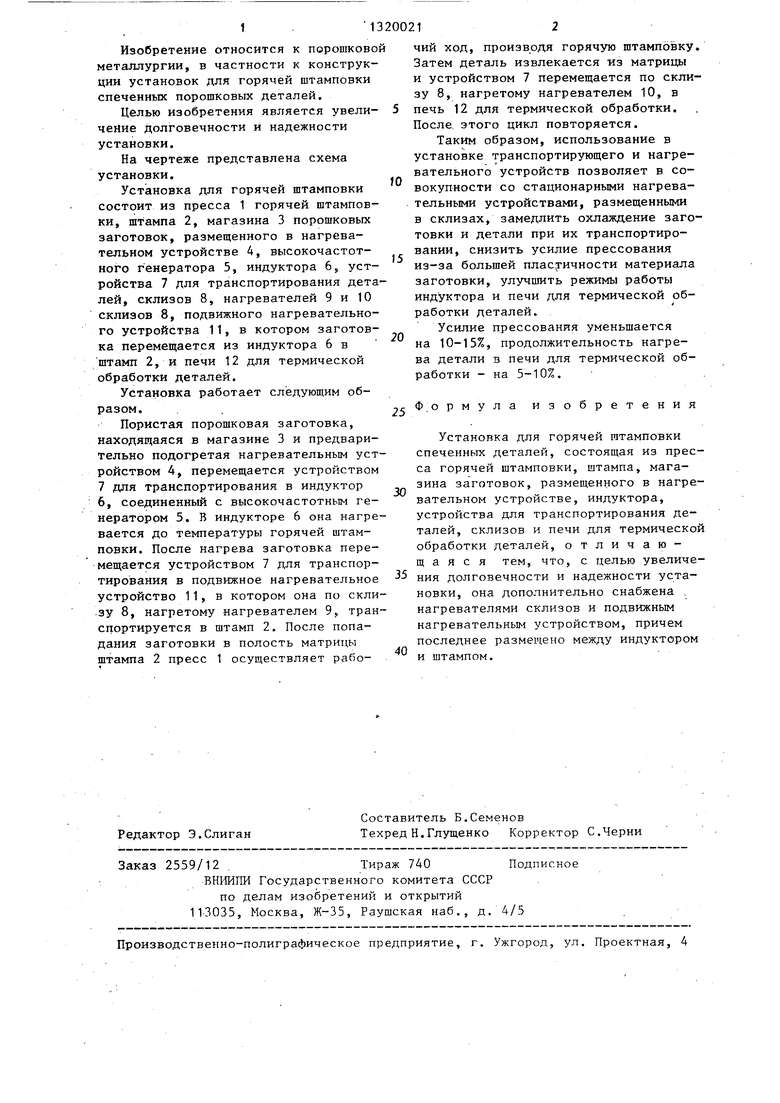
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия изготовленияиздЕлий из МЕТАлличЕСКОгО пОРОшКА | 1979 |
|
SU818750A1 |
| Установка для динамического горячего прессования деталей из металлического порошка | 1980 |
|
SU969461A1 |
| УСТАНОВКА ГОРЯЧЕЙ ШТАМПОВКИ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2606823C2 |
| Автоматическая линия изготовления изделий из металлического порошка | 1983 |
|
SU1117122A1 |
| Установка для динамического горячего прессования деталей из порошковых заготовок | 1981 |
|
SU984682A1 |
| Установка для изготовления изделийиз металлического порошка | 1974 |
|
SU509339A1 |
| Роботизированный технологический комплекс для горячей штамповки | 1987 |
|
SU1581455A1 |
| Установка для динамического горячего прессования деталей из порошковых заготовок | 1984 |
|
SU1161246A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Автоматическая линия изготовления изделий металлических порошков | 1976 |
|
SU576159A1 |
Изобретение относится к установкам для горячей штамповки спеченых деталей. Цель изобретения - повьшение надежности и долговечности установки. Установка содержит пресс 1 горячей штамповки, штамп 2, магазин 3 порошковых заготовок. Цель достигается тем, что установка снабжена нагревателями 9 и 10 склизов 8 и подвижным нагревательным устройством 11. После нагрева порошковой заготовки в индукторе 6 она захватывается подвижным нагревательным устройством 11 и транспортируется в штамп 2. За счет снижения усилия деформирования и исключения охлаждения заготовки во время транспортирования увеличен ресурс.par боты технологической оснастки и надежность работы установки. 1 ил. (Л 3 if 7 5
| Установка для динамического горячего прессования деталей из металлического порошка | 1980 |
|
SU969461A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Дорофеев Ю.Г | |||
| и др | |||
| Опыт применения динамического горячего прессования на заводе Ростсельмаш, Порошко вая металлургия, 1981, № 6, с | |||
| Экономайзер | 0 |
|
SU94A1 |
