Изобретение относится к области обработки металлов резанием.
Известна комбинированная резьбонарезная головка, содержащая корпус с размещенными в нем поворотной оправкой с резьбовым копиром, шпинделем с расточными резцами и приводами поворота оправки и шпинделя 1.
К недостатку этой головки следует отнести то, что все инструменты имеют одинаковую подачу, следовательно, такая головка может быть использована только для обработки мягких металлов. К тому же инструмент для обработки торца не имеет упора, что не позволяет получить качественную поверхность после обработки.
Целью изобретения является расширение технологических возможностей головки и повьлиения точности обработки .
Для достижения цели в предлагаемой головке шпиндель установлен с возможностью поворота в оправке, на которой смонтирована введенная в головку муфта с подрезным инструментом, кинематически связанная с приводом поворота шпинделя.
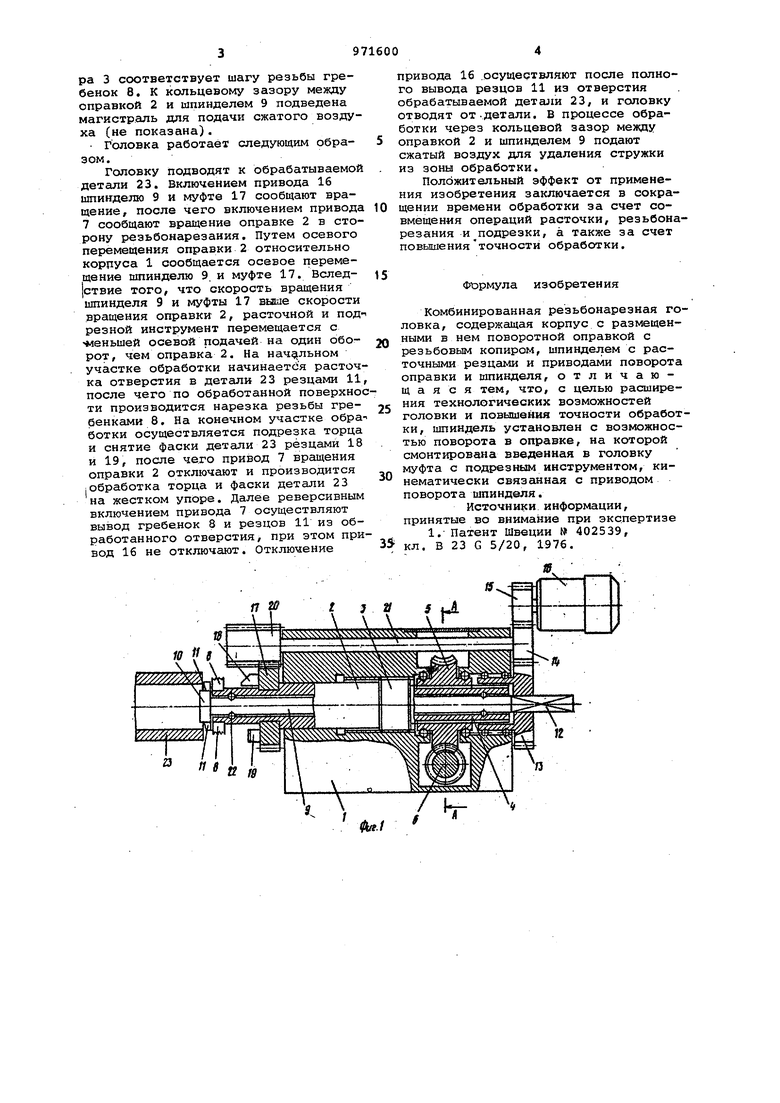
На фиг. 1 изображена головка, осевое сечение, на фиг. 2 - схема
работы инструментов/ на фиг. 3 сечение А-А на фиг. 1.
Головка содержит корпус 1, в котором смонтирована оправка 2, взаимодействующая с корпусом через резьбовой копир 3. Шлицевой хвостовик 4 оправки 2 входит в шлицевое отверстие зубчатого червячного колеса 5, соединенного через червячный винт б с приводом 7 поворота. На выходной части оправки 2 закреплены резьбонарезные гребенки 8. В осевом отверстии оправки 2 установлен шпиндель 9, на головке 10 которого закреплены расточные резцы 11. Шлицевый конец 12 шпинделя 9 соединен через зубчатую передачу 13, 14 и 15 с приводом 16 поворота. Наоправке 2 смонтирована с возможностью поворота зафиксированная от осевого перемещения относительно оправки 2 муфта 17, в которой закреплены подрезные резцы 18 и 19. Зубчатый венец муфты 17 соединен через зубчатое колесо 20 и вал 21 с зубчатым колесом 14 и дашее с приводом 16. Шпиндель 9 смонтирован в оправке2 с возможностью поворота и зафиксирован от осевого смещения относительно оправки 2 шариками 22, Шаг резьбы копиpa 3 соответствует шагу резьбы гребенок 8. К кольцевому зазору между оправкой 2 и шпинделем 9 подведена магистраль для подачи сжатого воздуха (не показана).
Головка работает следующим образом.
Головку подводят к обрабатываемой детали 23. Включением привода 16 шпинделю 9 и муфте 17 сообщают вращение, после чего включением привода 7 сообщают вращение оправке 2 в сторону резьбонарезания. Путем осевого перемещения оправки 2 относительно корпуса 1 сообщается осевое перемещение шпинделю 9. и муфте 17. Вслед1ствие того, что скорость вращения шпинделя 9 и муфты 17 выше скорости вращения оправки 2, расточной и подч резной инструмент перемещается с членьшей осевой подачей на один оборот, чем оправка 2. На начч1лъном участке обработки начинается расточка отверстия в детали 23 резцами 11, после чего по обработанной поверхности производится нарезка резьбы гребенками 8. На конечном участке обра ботки осуществляется подрезка торца и снятие фаски детали 23 резцами 18 и 19, после чего привод 7 вращения оправки 2 отключают и производится Обработка торца и фаски детали 23 на жестком упоре. Далее реверсивным включением привода 7 осуществляют вывод гребенок 8 и резцов 11 из обработанного отверстия, при этом привод 16 не отключают. Отключение
10 (Jff У////// /.
привода 16 .осуществляют после полного вывода резцов 11 из отверстия обрабатываемой детали 23, и головку отводят ОТ-детали. В процессе обработки через кольцевой зазор между оправкой 2 и шпинделем 9 подают сжатый воздух для удаления стружки из зоны обработки.
Положительный эффект от применения изобретения заключается в сокращении времени обработки за счет совмещения операций расточки, резьбонарезания и подрезки, а также за счет повышенияточности обработки.
Формула изобретения
Комбинированная резьбонарезная головка, содержащая корпус с размещенными в нем поворотной оправкой с резьбовым копиром, шпинделем с расточными резцами и приводами поворота оправки и шпинделя, отличающаяся тем, что, с целью расширения технологических возможностей головки и повышения точности обработки, шпиндель установлен с возможностью поворота в оправке, на которой смонтирована введенная в головку муфта с подрезным инструментом, кинематически связанная с приводом поворота шпинделя.
Источники информации, принятые во внимание при экспертизе
1. Патент Швеции 402539, 5 кл. В 23 G 5/20, 1976.
гз д J817 fa
fo ff д
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТОЧНО-ПОДРЕЗНАЯ ГОЛОВКА | 1972 |
|
SU351647A1 |
| Резьбонарезная головка | 1980 |
|
SU917982A1 |
| Устройство для расточки и подрезки торца | 1986 |
|
SU1360912A1 |
| Резцовая головка для расточкии пОдРЕзКи | 1979 |
|
SU795736A1 |
| Устройство для обработки резьбовых отверстий | 1982 |
|
SU1100054A1 |
| Металлорежущий станок | 1985 |
|
SU1284705A1 |
| Устройство для расточки и подрезки торца | 1983 |
|
SU1129034A1 |
| Устройство для нарезания резьбы на токарных станках | 1990 |
|
SU1818178A1 |
| Резьбонарезная головка | 1974 |
|
SU526465A1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 1973 |
|
SU368941A1 |

