(St) УСТРОЙСТВО для ОБРАБОТКИ ОПТИЧЕСКИХ ДЕТАЛЕЙ С АСФЕРИЧЕСКИМИ ПО РХНОСТЯМИ

| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОСКОРОСТНОЙ МЕТАЛЛОРЕЖУЩИЙ ПЯТИКООРДИНАТНЫЙ ЦЕНТР С ТРИПОД-МОДУЛЕМ | 2005 |
|
RU2285602C1 |
| УСТРОЙСТВО ДЛЯ ОПТИЧЕСКОЙ ЗАПИСИ ДИФРАКЦИОННЫХ СТРУКТУР | 2008 |
|
RU2377615C1 |
| Устройство для обработки сложно-профильных поверхностей | 1986 |
|
SU1357196A1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ ПЕРЕМЕННОЙ КРИВИЗНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2047465C1 |
| Устройство для шлифования криволинейных поверхностей | 1987 |
|
SU1450982A1 |
| Обрабатывающий центр | 1990 |
|
SU1756104A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ВОЛОКОННЫМ ЛАЗЕРОМ ОБЪЕМНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2386523C1 |
| Устройство для обработки оптических де-ТАлЕй C АСфЕРичЕСКиМи пОВЕРХНОСТяМи | 1979 |
|
SU850357A1 |
| Устройство для обработки оптических деталей с асферическими поверхностями | 1980 |
|
SU876381A2 |
| Устройство для обработки оптических деталей с асферическими поверхностями | 1980 |
|
SU905008A2 |
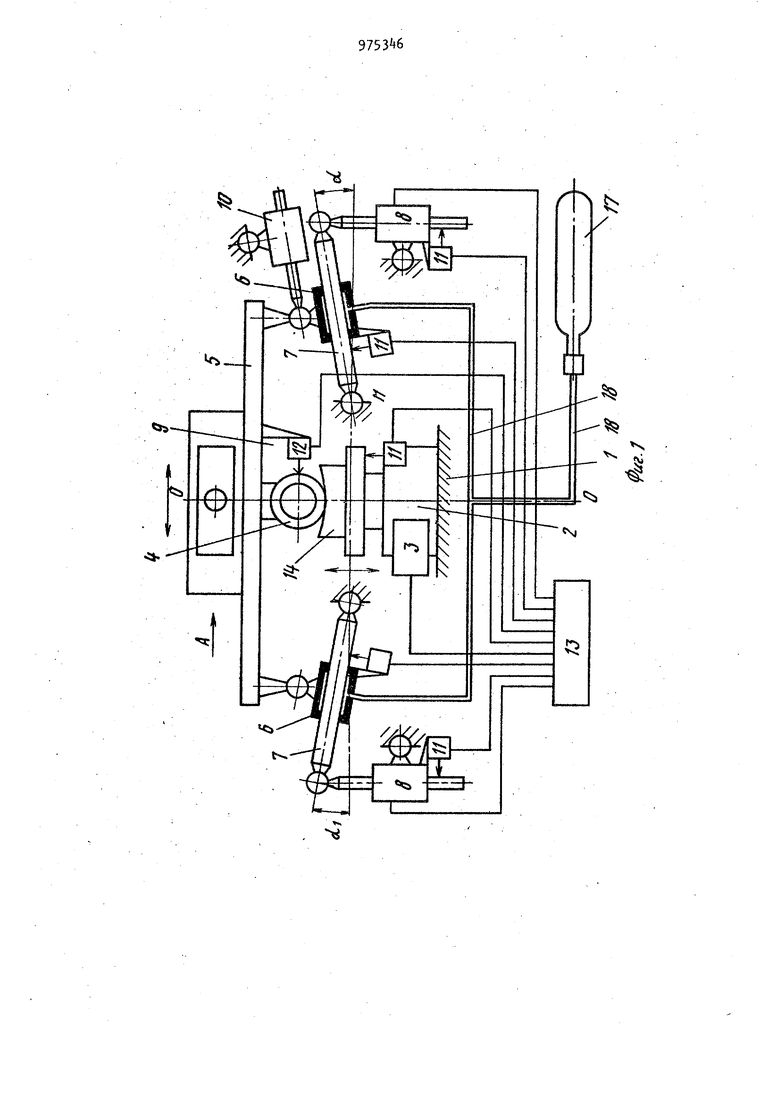

Изобретение относится к станкостроению и может быть использовано в оптико-механической промышленности при обработке деталей с асферическими поверхностями. Известно устройство для обработки оптических деталей с асферическими поверхностями, содержащее основание со смонтированными на нем приводом поворотным столом для размещения детали и инструментальной головкой, связанной с механизмом ёе перемеще-. ния 13. Это устройство из-за большого числа кинематических связей сложно п конструкции и отличается сравнительно невысокой точностью обрабатываемых оптических деталей инедостаточ.но высокой производительностью обработки, а также значительными труднос тями при настройке механи-зма на. новую программу. Целью изобретения является повышение точности и производительности обработки. Поставленная цель достигается . тем, что механизм перемещения головки выполнен в виде связанной с приводом траверсы, несущей головку и шарнирно соединенной с ползунами, связанными с источником сжатого газа и расположенными на направляпщих, одни концы которых шарнирно закреплены на основании, а другие посредстг вом шарниров соединены с корректорами .угла наклона, при этом устройство снабжено датчиками линейного перемеления, установленными на Столе, ползунах и корректорах, и блоком управления, выходы которого подключены к приводам стола, механизма перемещения головки и корректорам, а входы - к упомянутым датчикам линейного, перемещения . На фиг. 1 схематично изображено предлагаемое устройство; на фиг.2вид А на фи г. 1. На основании 1 установлен,прворотный стбл 2 с приводом 3- Головка с рабочим инструментом Ц закреплена на сканирующей траверсе 5 котЬрая шарнирно связана с газовыми пол зунами 6и с их помощью опирается на направляющие 7. Последние шарнирно сочленены с корректорами 8 угла наклона, выполненными, например, в виде пьезоэлектрических линейных двигателей, и шарнирно закреплены на основании 1. Траверса 5, газовые ползуны 6, направляющие 7 и корректоры 8 угла наклона образуют механизм 9 перемещения головки, в котором траверса 5 шарнирно связана с приводом 10,. выполненным,нап ример, в виде линейного электромагнитного двигателя и установленным н основании. Поворотный стол 2, ползу ны 6 и корректоры 8 угла наклона снабжены датчиками 11 линейного пер мещения, а головка с рабочим инстру ментом k - датчиком 12 износа инстр мента для повышения точности обработки. На основании 1 установлен блок 13 управления. Обрабатываемая голов ка 14 крепится на поворотном столе Для удержания сканирующей травер сы 5 в плоскости перемещения она сн жена стабилизатором 15, который об хватывает ее газовыми башмаками 1б шарнирно закрепленными на основании 1. Источник 17 сжатого газа установ лен на основании 1 и при помощи газопроводов 18 соединен с газовыми п зунами 6 и газовыми башмаками 16. Поворотный стол 2 имеет продольио-поперечную подачу и вертикальное пе|эемещение с одновременным вращением вокруг оси 00 от привода.3. Информационные входы блока J 3 управления подключены к датчикам 11 линейного перемещения и к датчику 12 износа инструм,нта. Управляющие, выходы блокаг13 управления соединены с обмотками управления приводов 3 и 10 и корректорами В угла наклона. Работа устройства основана на преобразовании поступательного движения газовых ползунов 6 по направляющим 7 в j-раекторное перемещение головки с рабочим инструментом Н, у тановленной в Сбредине сканирующей траверсы 5, шарнирно скрепленной по концам с газовыми ползунами 6. В исходном положении в блок 13 управления закладывается программа обработки и режимы работы, рассчитанные для заданного профиля детали. 8 соответствии с заданной программой подается команда на корректоры 8 угла, которые наклоняют направляющие 7 на угол cL , определяющий Траекторию движения головки с рабочим инструментом 4 (например, с дисковым). Выбираются режимы работы механизма перемещения головки (амплитуда и частота возвратно-поступательного движения) и поворотного стола 2 (скорость вертикального линейного перемещения при нулевой скорости вращения плоскости стола или скорость вертикального линейного перемещения и угловая скорость вращения плоскости стола), выбирается режим работы рабочего инструмента (угловая скрость вращения или скорость линейного перемещения). После установки режимов в соответствии с программой обрабатываемая заготовка 1 закрепляется на поворотном столе 2 и устройство за.пускается в работу. При обработке, например, линзы ;Поворотный стол 2 вращает ее вокруг оси, а головка с рабочим инструментом 4 перемещается по ее выпуклой (или вогнутой) образующей. При положительных значениях угла оС траектория головки вогнутая, при отрицательных - выпуклая. По мере снятия с линзы припуска поворотный стол 2 поднимает обрабатываемую заготовку 14 (линзу) вверх. По достижении заданных размеров и требуемой шероховатости поверхности от блока 13 управления (или вручную) подается команда на останов устройства. При необходимости, например, обработки планариых поверхностей заготовки Н поворотный стол 2 не вращается, а совершает только вертикальную и продольно-поперечную подачи. Предлагаемое устройство может обеспечить обработку оптических деталей с высокоточными асферическими и планарными поверхностями выпуклых, вогнутых и немонотонных с уравнениями , поверхности второго и высоких порядков с радиусами кривизны от нескольких метров до бесконечности. Предлагаемое устройство, по хравнению с известным, обладает возмож ностью прецизионной обработки деталей с криволинейными, в том числе асферическими, поверхностями за счет использования более простого по конструкции механизма перемещения головки с рабочим инструментом, возможностью прецизионной обработки деталей с криволинейными поверхностями, осевые сечения которых описываются уравнениями высших порядков (выше второго), а также планоидных поверхностей (при радиусе кривизны поверхности, равном бесконечности), оеесимметричных поверхностей за счет программного задания в процессе обработки углов наклона направляющим с помощью управляемых корректоров. Кроме того| повышается производитель ность обработки криволинейных поверх ностей за счет проведения измерений датчиками линейных перемещений в про цессе обработки. Формула изобретения Устройство для обработки оптических деталей с асферическими поверхностями. содержащее основание со смонтированными на нем приводом, поворотным столом для размещения детали и инструментальной головкой, связанной с механизмом ее перемещения, отличающееся тем, что, с целью повышения точности и производительности обработки, механизм перемещения головки выполнен в виде связанной с приводом траверсы, несущей головку и шариирно соединенной с ползунами, связанными с источником сжатого газа и расположенными на направляющих, одни концы которых шарнирно закреплены на основании, ai другие посредством шарниров соединены с корректорами угла наклона, при этом устройство снабжено датчиками линейного перемещения, установленными на столе, ползунах и корректорах, и блоком управления, выходы которого подключены к приводам стола, механизма перемещения головки и корректорам, а входы - к упомянутым датчикам линейного перемещения. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № , кл. В 2 В 13/00, .1959.
дидА
Фиг2
