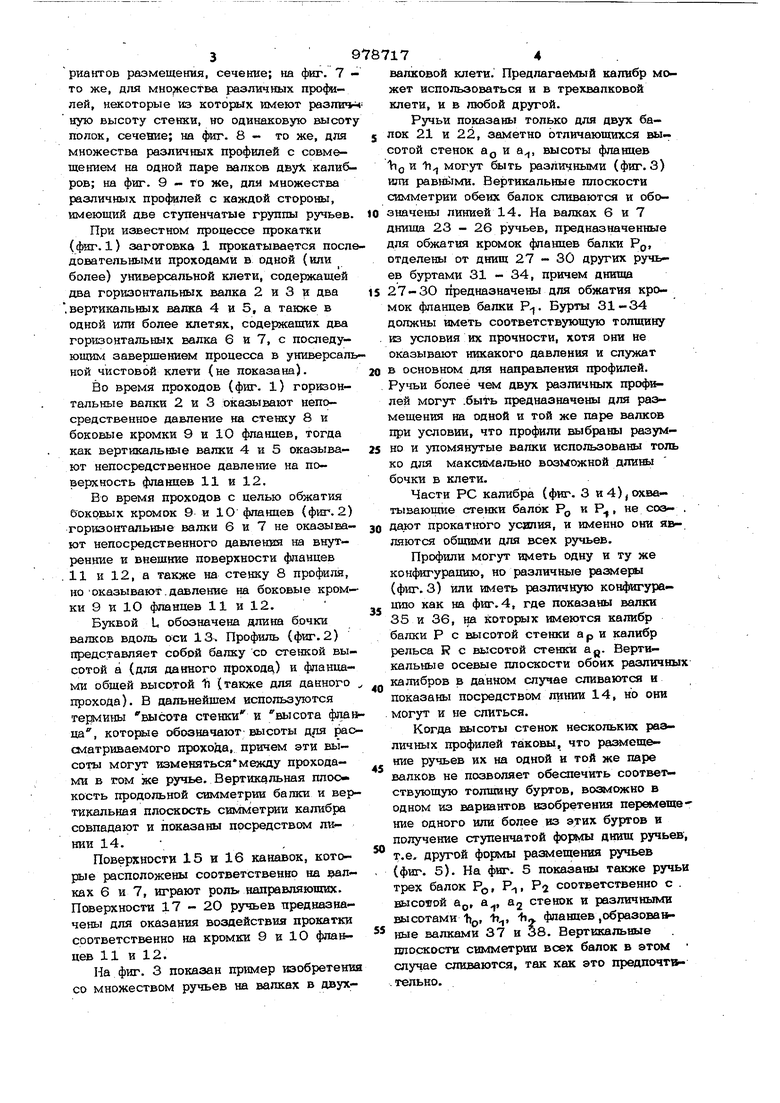
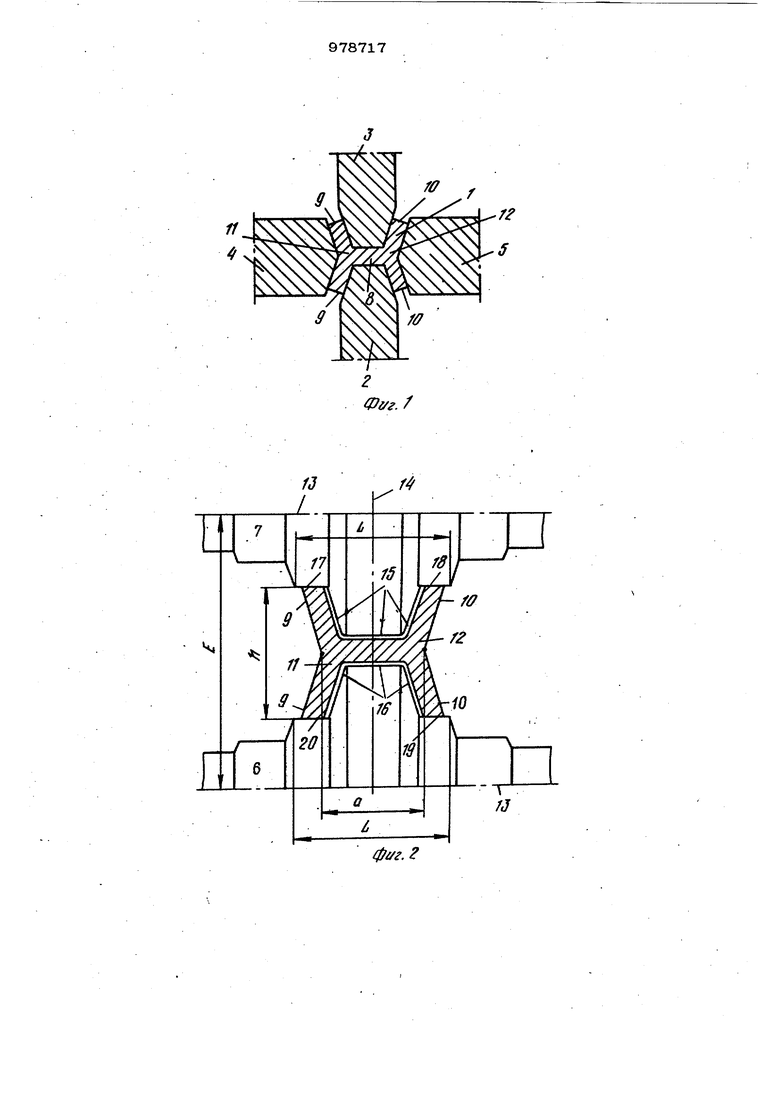
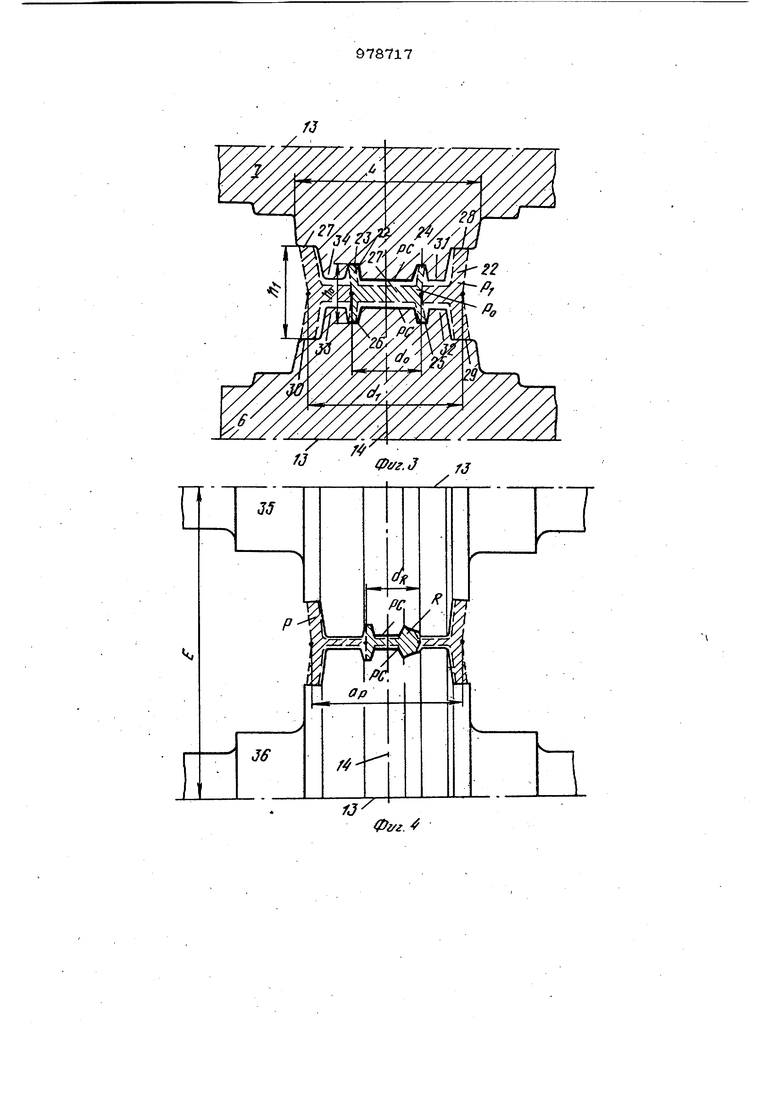
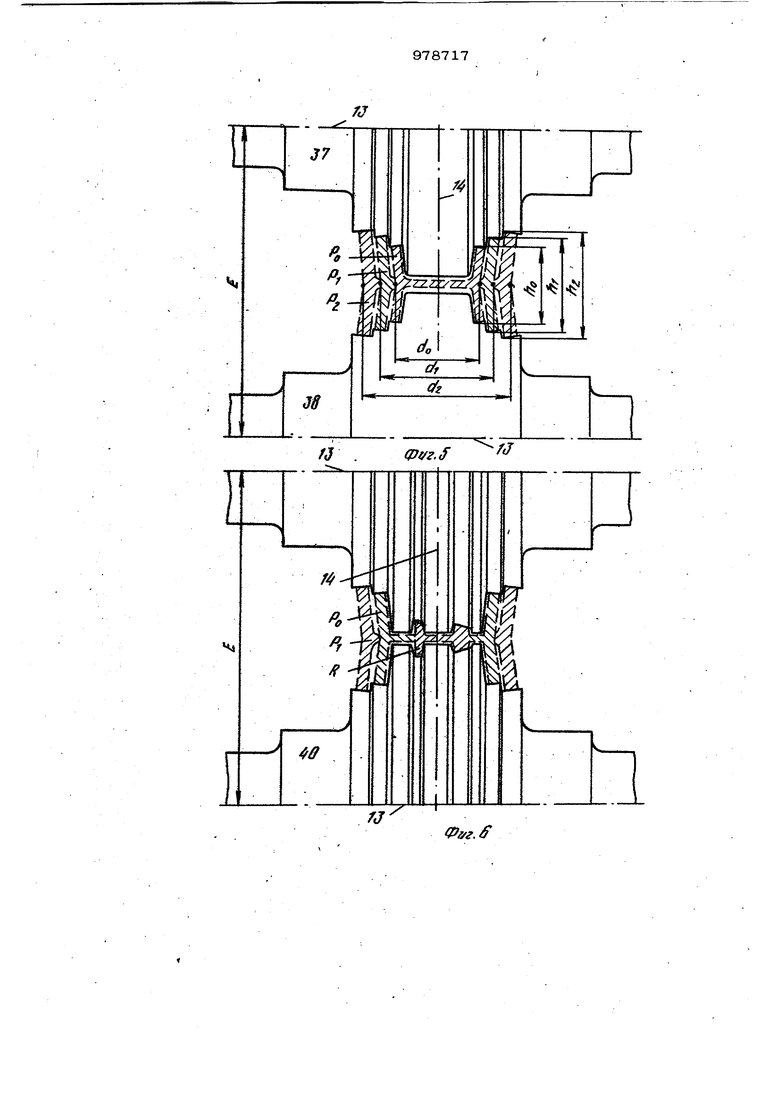
3 риактов размещения, сечение; на фиг. 7 то же, для мно кества различных профилей, некоторые из которых имеют разпич ную высоту стенки, но одинаковую высот полок, сечение; на фиг. 8 то же, для множества различных профилей с совмещением на одной паре валков двух калиб ров; на фиг. 9 - то же, для множества различных профилей с каждой стороны, имеющий две ступенчатые группы ручьев При известном процессе прокатки (фиг. 1) заготовка 1 прокатывается посл довательными проходами в одной (или более) универсальной клети, содержащей два горизонтальных валка 2 и 3 и два .вертикальных вапка 4 и 5, а также в одной или более клетях, содержащих два горизонтальных валка 6 и 7, с последующим завершением процесса в универсал ной чистовой клети (не показана). Во время проходов (фиг. 1) горизонтальные валки 2 и 3 оказывают непосредственное давление на стенку 8 и боковые кромки 9 и 10 фланцев, тогда как вертикальные валки 4 и 5 оказывают непосредственное давление на поверхность фланцев 11 и 12. Во время проходов с целью обжатия Соковых кромок 9 и 1О фланцев (фиг. 2) горизонтальные валки 6 и 7 не оказывают непосредственного давления на внутренние и внешние поверхности фланцев .Ни 12, а также на стенку 8 профиля, но оказывают.давление на боковые кромки 9 и 10 фланцев 11 и 12. Буквой L, обозначена длина бочки валков вдоль оси 13. Профиль (фиг. 2) представляет собой балку со стенкой высотой а (для данного проходу) и фпашшми общей высотой h (также для данного прохода). В дальнейшем используются термины высота стенки и высота фла ца, которые обозначают высоты для рас сматриваемого прохода, причем эти высоты могут изменяться между проходами в гом же ручье. Вертикальная плоо кость продольной симметрии банки и вер тикальная плоскость симметрии калибра совпадают и показаны посредством линии 14. Поверхности 15 и 16 канавок, которые расположены соответственно на валках 6 и 7, играют роль направляющих. Поверхности 17-20 ручьев предназначены для оказания воздействия прокатки соответственно на кромки 9 и 1О фланцев 11 и 12. На фиг. 3 показан пример изобретени со множеством ручьев на вапках в двух17валковой клети. Предлагаемый катгабр может использоваться и в трехвалковой клети, и в любой другой. Ручьи показаны только для двух балок 21 и 22, заметно отличающихся высотой стенок ад и а, высоты фланцев о-к могут быть различными (фиг. 3) или равньгми. Вертикальные плоскости симметрии обеих балок сливаются и обозначены линией 14. На валках 6 и 7 днища 23 - 26 ручьев, предназначенные для обжатия кромок фланцев балки PQ, отделены от днищ 27 - 30 других ручьев буртами 31 - 34, причем днища 27-30 предназначены для обжатия кромок фланцев балки Р. Бурты 31-34 должны иметь соответствующую толщину КЗ условия их прочности, хотя они не оказывают никакого давления и служат в основном для направления профилей. Ручьи более чем двух различных профилей могут .быть предназначены для размещения на одной и той же паре валков при условии, что профили выбраны разум- но и упомянутые валки использованы толь ко для максимально возможной длины бочки в клети. Части PC калибра (фиг. 3 и 4), охватывающие стенки балок Р и Р. , не соз- . дшот прокатного усилия, и именно они являются общими для всех ручьев. Профили могут иметь одну и ту же конфигурацию, но различные размеры (фиг. 3) или .feTb различную конфигурацию как на фиг. 4, где показаны валки 35 и 36, на которых имеются калибр балки Р с высотой стенки ар и калибр рельса R с высотой стенки а. Вертикальные осевые плоскости обоих различных калибров в данном случае сливаются и показаны посредством линии 14, но они могут и не слиться. Когда высоты стенок нескольких различных профилей таковы, что размещение ручьев их на одной и той же паре валков не позволяет обеспечить соответствующую толщину буртов, возможно в одном из вариантов изобретения паремеще-ние одного или более из этих буртов и получение ступенчатой формы днищ ручьев, т.е. другой фopвva I размещения ручьев (фиг. 5). На фиг. 5 показаны также ручьи трех балок Р, Р., Р соответственно с высовой ар, а, а2 стенок и различными , -hj. фланцев ,образова высотами К -о- и 38. Вертикальные ные валками 37 плоскости симметрии всех балок в этом случае сливаются, так как это предпочтительно.
В пределах изобретения могут быть выполнены комбинации приведенных выше примеров, как, например, показано на фиг. 6, где валки 39 и 40 выполнены с комбинацией ступенчатых ручьев двух балок РО и Р и, встроенного калибра рель са R.
С целью применения изобретения без дополшггельных затрат или существенной модификации работы прокатного стана, на котором оно используется, предпочтительные варианты изобретения описаны для случаев, когда вертикальные плоскооти продольной симметрии всех отдельных профилей сливаются.- Эта единственная продольная плоскость симметрии всех калибров сливается с осью прокатки, когда клети расположены одна за другой.
Вариант, показанный на фиг, 6, применим и для профилей в видебалок Р, Р и Р с различными длинами а,, а, aj и различными высотами -Ьд, 4, флангцев. Очень небольшие различия в длине стенок двух смежных балок, начиная с самой короткой стенки, диктуют целесо- образность ступенчатого совмещения ручьев (фш. 5).
В пределах изобретения возможна и комбинащ1я сочетания ручьев со ступе чатым расположением, разделенных бу1 тами, как на фиг. 3-6.
Представим совмещение балок Р , Р Р,,, Р , РЛ, имеющих соответственно увеличивающиеся различные длины а, а, Qn, а,, а., а с стенок но с аналогич- ной высотой фланцев в отнощенки два к двум. Предположим,, что балки PQ и РЗ имеют одну и ту же высоту Ь фланца, балки Р и Р - одинаковую высоту ti фланца, балки Р2 s одинаковую высоту фланца -h. Предположим также, что длина а« стенки балки РЗ соответственно больще длины а стенки балки Р2, чтобы сделать возможным размещение разделительного бурта 41 между первой группой ступенчатых ручьев.и второй группой ручьев для обжатия фланцев балок РЗ, Р и JPg. В такой комбинации (фиг. 7) валки 42 и 43 имеют первую группу ступенчатых ручьев (фиг. 5) для обжатия балок РО , Р и Р2, а также другую группу ручьев, отделенных от предыдущих ручьев посредством бурта 41, которая, позволяет обжать фланцы балок Р, Р и PC, Часть калибра, служащая в качестве самой короткой перемычки, является общей для всех встроенных ручьев.
В варианте изобретения (фиг. 8) можно иметь на прокатной бочке 1, валков 44 и 45 калибры для балок РО, Р, Р,, РЗ , Р. PS и балок Pj, Р7 и Р0. Группы ручьев на фиг. 8 могут быть использованы для получения необходимых высот стенки и путем изменения или сохранения межосевого расстояния Е вал(сов - для получения соответствующих высот фланцев.
В варианте изобретения (фиг. 9) имеется возможность расположить по длине бочки L, валков 46 и 47 более разноо&разные сочетания ручьев для балок с различной или одинаковой высотой и стенок. Если, с одной стороны, комбинируют крайние ручьи, а с другой стороны, комби1гаруют средние ручьи, то получают две группы разновысоких балок. Если же комбинируют крайние ручьи со средними, то получают две группы равновысоких балок.
В варианте изобретения, показанном пунктиром на правой части,фиг,. 8, возможно использование участка общей перемычки калибра балок Рд , Р, Р с целью выполнения там одного или более открытых ручьев для профилей 48 типа квадрата, ромбов, кругляков, рельсовых про кладок, спаренных стержней и т.д.
Кроме того, устройство может содержать другие комбинации отдельных групп ручьев, когда это позволяет длина бочки валков.
Формула изобретения
Валковый калибр для прокатки фланцевых профилей, содержащий открытые врезы (ручьи) для обжатия, преимущеотвенно контроля, полок по цгарине, ступенчато переходя1аие в перемычку для пропуска плоской стенки профиля, отличающийся тем, что, с целью рас. щирения технологических возможностей за счет использования одной пары валков для обработки более чем одного типоразмера профиля с разной высотой стенки,, между ручьем и средней зоной перемычки выполнены дополнительные врезы для обжатия боковых кромок фланцев. Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 588863, кл. В 21 В 1/1О, 1975, фиг. 4.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки рельсов | 2019 |
|
RU2717251C1 |
| Валок для периодической прокатки | 1983 |
|
SU1093371A2 |
| Способ прокатки фланцевых профилей | 1985 |
|
SU1271593A1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВЫХ ПРОФИЛЕЙ | 2002 |
|
RU2210440C1 |
| Способ прокатки двутавровых профилей | 1981 |
|
SU1002055A1 |
| СПОСОБ ПРОКАТКИ КРУПНЫХ ШВЕЛЛЕРОВ В КЛЕТИ ТРИО | 2005 |
|
RU2288049C1 |
| СПОСОБ ПРОКАТКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 1993 |
|
RU2103078C1 |
| Способ прокатки двутавровыхбАлОК | 1979 |
|
SU816583A1 |
| Валок для периодической прокатки труб | 1981 |
|
SU1066681A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2003 |
|
RU2241556C1 |


/J .
.
14 /
.9
