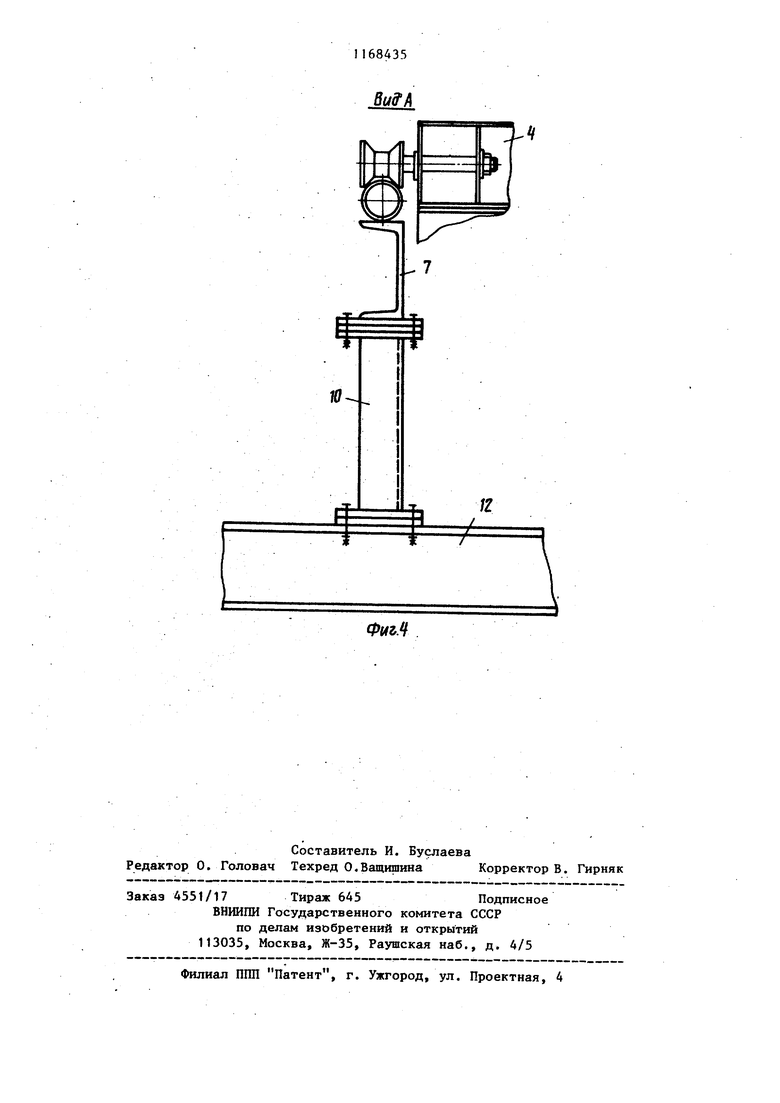
Изобретение относится к технике подготовки концов конвейерных лент и может быть использовано при обработке их перед соединением методом горячей или холодной вулканизации. Цель изобретения - сокращение габаритов устройства. . На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид вплане; на фиг. 3 - схема расположения кронштейнов; на фиг. 4 вид А на фиг. 2. Устройство содержит стол 1 с прижимом 2 конвейерной ленты 3. Над сто лом 1 на опоре 4 расположен узел 5 обработки. Опора 4 выполнена в виде рамы, установленной с возможностью перемещения по направляюпщм 6 и 7. Направляющие 6 и 7 своими ко.нцамиа, Ьис закреплены на парах крон штейнов 8, 9 и 10, 11 соответственн и расположены перпендикулярно напра лению перемещения конвейерной ленты 3 с помощью конвейера 12, расположенного в галерее 13. При этом длины кронштейнов в каж дой паре 8, 9 и 10, .11 выбраны различными. Узел 5 обработки имеет реж щую головку 14. Устройство работает следующим об разом. В зависимости от толщины конвейе ной ленты 3 и длины стыка выбирают высоты пар кронштейнов 8, 9 и 10, 1 При обработке, например, правого конца ленты 3 кронштейны 8, 9 и 10, 11 располагают согласно фиг. 3. При обработке левого конца ленты кронштейны меняются местами: кронштейн 10 с кронштейном 11, а кронштейн 8 с кронштейном 9. На кронштейнах закрепляются направляющие 6 и 7, располагаемые перпендикулярно направлению перемещения 1 : 52 конвейерной ленты 3. На направляющие 6 и 7 ставят опору 5 с узлом 5 обработки. Так как концы а, Ь, с, d направляющих 6 и 7 крепятся на кронштейнах 8-11 различной длины в строгой зависимости один от другого, то направляющие 6 и 7 оказываются в плоскости, параллельной плоскости заранее рассчитанного клиновидного среза, определяя тем самым плоскость перемещения опоры 4 и режущей головки 14 узла 5 обработки для обеспечения клиновидного среза. На стол 1 укладывают конвейерную ленту 3 и закрепляют прижимом 2. Устанавливают глубину резания, ширину реза и включают привод (не показан) узла 5 обработки. В зависимости от ширины режущей головки 14 и глубины резания производят необходимое количество резов. В конце обработки получается клиновидная плоскость, которую шерохуют, промазывают клеем и так далее, т.е. готовят к вулканизации. После обработки правого конца его снимают, а на стол укладывают левьш конец. Кронштейны меняют местами: кронштейн 10 с кронштейном 11, а кронштейн 8 с кронштейном 9 и производят разделку левого конца ленты в той же последовательности, что и для правого конца. Таким образом, установка направляющих 6 и 7 перпендикулярно направлению перемещения конвейерной ленты 3 и расположение концов а, Ь, с и d направляющих на кронштейнах 8-11 различной длины обеспечивают сокращение габаритов устройства за счет того, что направляющие не выходят за габариты ширины конвейера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разделки концов конвейерных лент | 1989 |
|
SU1669755A1 |
| Устройство для разделки концов конвейерных лент | 1981 |
|
SU979160A1 |
| Устройство для разделки концов конвейерных лент | 1988 |
|
SU1685729A2 |
| Устройство для разделки концов конвейерных лент под клиновидный стык | 1989 |
|
SU1689104A1 |
| Устройство для разделки конвейерных лент под стык | 1985 |
|
SU1294639A1 |
| Устройство для разделки конвейерных лент под стыковку | 1983 |
|
SU1141010A1 |
| Устройство для разделки концов конвейерных лент | 1980 |
|
SU872287A1 |
| Устройство для прикатки ремонтируемого участка конвейерной ленты | 1976 |
|
SU648429A1 |
| Устройство для местной вулканизацииКОНВЕйЕРНыХ лЕНТ | 1978 |
|
SU802074A2 |
| Устройство для разделки стыков резинотканевых лент | 1978 |
|
SU765003A1 |

УСТРОЙСТВО ДЛЯ РАЗДЕЛКИ КОНЦОВ КОНВЕЙЕРНЫХ ЛЕНТ, содержащее стол с прижимом для укладки ленты, узел обработки, расположенный над столом на опоре, выполненной в виде рамы, установленной с возможностью перемещения на направляющих, концы которых закреплены на парах кронштейнов различной длины, отличающееся тем, что, с целью сокращения габаритов устройства, направляющие расположены перпендикулярно направлению перемещения конвейерной ленты, а длины кронштейнов в каждой паре выбраны различными. (Л О) 00 со ел
I
BuffA
1Z
1
ФиъЛ
| ЭКСТРАКЦИОННЫЙ ПРИБОР ЛАБОРАТОРНОГО ТИПА | 1925 |
|
SU7421A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для разделки концов конвейерных лент | 1981 |
|
SU979160A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для разделки концов конвейерных лент | 1983 |
|
SU1168435A1 |
