Изобретение относится к автоматизации разгрузки бункеров и может быть применено в любой отрасли промышленности для подачи сыпучих материалов конвейером иэ последовательно расположенных бункеров.
Известно устройство для управления подачей сыпучего материала,содержащее датчики заполнения бункеров, соединенные со входами блока поиска заполненного бункера, управляющие выходы которого соединены соответственно с одними из входов блока совпадения, каждый из которых своим выходом подключен к исполнительному механизму открытия выходного отверстия соответствующего бункера, двухпозиционный исполнительный .механизм, подключенный одним из выходов к входу генератора импульса, а входом и другим выходом - соответственно к одному из выходов и одному из входов блока управления укладочным агрегатом, другой вход KOtoporo подключен к разрешающему выходу блока поиска заполненного бункера, а другой выход - к однсалу из входов элемента ИЛИ, соединенного своим выходом с другими входами блоков совпадения, а другим.
входом с другим выходом блока управления укладочным агрегатом l3 .
Однако это устройство не позволяет контролировать выполнение команд разгрузки бункеров и исключать в процессе эксплуатации неисправный бункер.
Известно также устройство .для. управления подачей сыпучего материа10ла, содержащее программный блок,один из выходов которого подключен к одному из входов блока контроля работы питателей, а другие - к входам ключей рыбора режима управления,подклю15ченных одними выходами к исполнительным механизмам питателей, другими к одним из входов элемента Память, датчик скорости ленты конвейера,соединённый через реле скорости с одним
20 из входов программного блока, датчик наличия материала на ленте конвейера, подключенный к одному из входов блока задержки 2J .
Недостатком этого устройства яв25ляется неравномерность подачи материала из-за неисправности питателей, их выключения из управления или зависания материала в бункерах. Невыполнение питателями команды
30 разгрузки обнаруживается с запаздыванием, величина которого тем больше чем ближе расположен питатель к датчику наличия материала на ленте конвейера, что вызывает перерывы в пОдаче материала.
Задержка обнаружения сбоев в работе питател ей приводит к дополнительным перерывам в подаче материала
Цель изобретения - повышение производительности подачи материала.
Эта цель- достигается тем, что устройство снабжено блоком формирования временных интервалов и элементом ИЛИ, один из входов которого соединен с выходом блока задержки, другие - с выходами элементов Память, соединенных другими входами с .ыходами блока контроля работы питателей, выход элемента ИЛИ соединен с другими входами блока контроля работы питателей и программного блока, другие выходы последнего из которых подключены.к входам блока формирования временных интервалов, выход которого соединен с другим входом блока задержки.
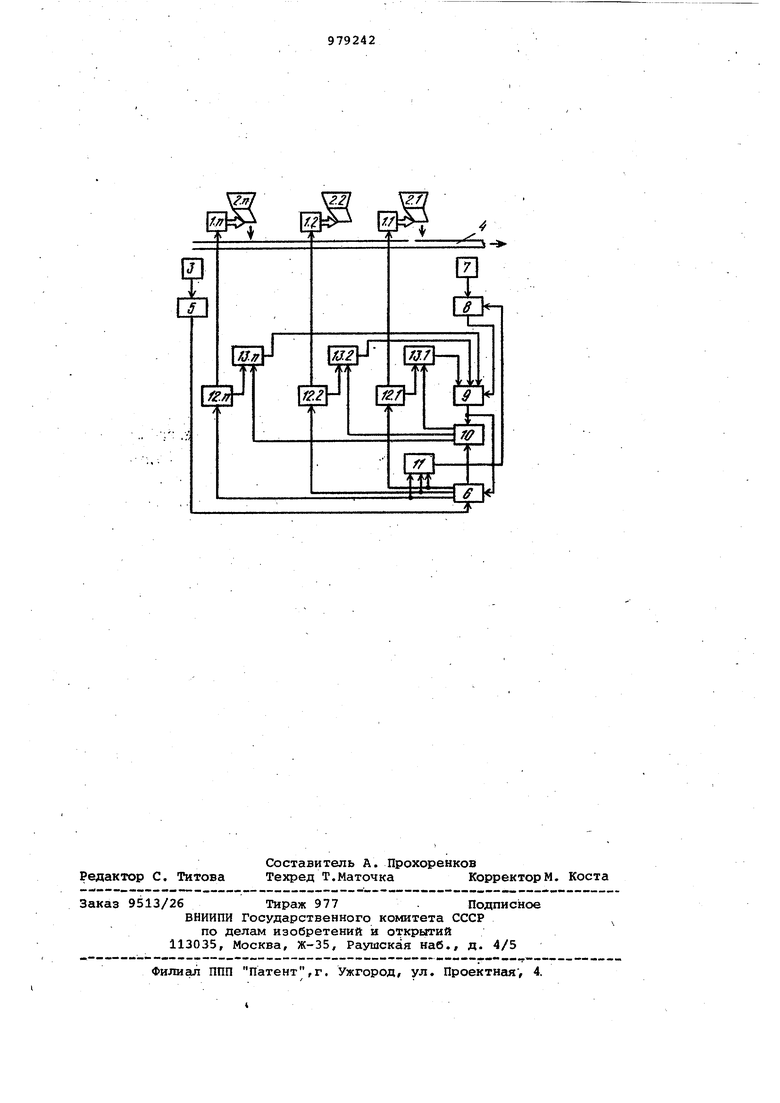
На чертеже представлена с-.руктурная схема устройства.
Устройство содержит исполни ельны механизмы 1.1...l.n питателей 2.1...2.П, датчик 3 скорости ленты конвейера 4, который через реле 5 скорости подключен к одному из входов программного блока 6. Датчик 7 наличия материала на ленте конвейера 4 через блок 8 задержки подключен к одному из входов элемента 9 ИЛИ, выход которого подключен к одному из входов блока 10 контроля работы питателей и к другому входу блока б. Один из выходов nporpawiHoro блока б соединен с другим входом блока 10 контроля работы питателей а другие подключены к входам блока 11 формирования временных интервалов, выход которого соединен с другим входом блока 8 задержки, и к входам ключей 12.1.,.12,п, одни из выходов которых соединены с исполнительными механизмами 1.1...l.n.Выходы блока 10 контроля работы питателей соединены с одними из входов элементов 13.1... 13.п Память, другие входы которых подключены к другим выходам ключей 12.1...12.П, а выходы - к входам элемента 9 ИЛИ.
Устройство работает следующим образом.
Перед началом работы ключи 12.1.. 12.п выбора режима управления ставятся в одно из положений автоматическое или местное управление, В режим местное управление ставятся ключи 12..1...12.П выбора режима управления питателей 2.1...2.П, исключенных из работы в автоматическом режиме (например, неисправных,
находящихся на профилактике и т.д.). .В качестве ключей управления могут быть использованы любые многосекционные ключи. В режиме автоматического управления ключи 12.1...12.П выбора режима управления подключают исполнительные механизмы 1.1...l.n питателей 2.1...2.п к соответствующим выходам программного блока 6. В режиме местного управления ключи 12.1...12.П выбора режимов управления по;рключают выходы программного блока б через элементы 13.1...13.П Память к соответствующим входам элемента 9 ИЛИ.
Элементы 13.1...13.пПамять могут быть выполнены, например, в,, виде реле с защелкой. В блок 8. задержки записаны времена прохождения материала на ленте конвейера 4 от каждого из питателей 2.1...2.П до датчика 7 наличия материала на ленте.
После включения конвейера 4 и набора скорости по сигналу датчика 3 скорости срабатывает реле 5 скорости и запускает программный блок 6. Датчик 3 скорости может быть выполнен, например, в виде тахогенератора, а реле 5 скорости :i виде любого порогового элемента. Программный блок б может быть выполнен в виде генератора импульсов и счетчика с дешифратором. Программный блок 6 формирует команды управления питателями 2 .1.., 2.п, длительность которых выбирается исходя из запаса материала и непрерывности подачи материала на ленте конвейера 4. Так, команда на включение последующего в нап{ авлении движения ленты конвейера 4 питателя, например 2.k, будет сформирована через время t после .отключения предыдущего питателя 2.k-l.t-- время прохождения материала на ленте между соседними питателями 2. При переходе от питателя 2.1 к питателю 2.п команда на включение питателя 2.п будет сформирована на время n-t раньше, чем отключен питатель 2.1. Команды программного блока б через ключи 12.1...12.П выбора режимов управления поступают на исполнительные механизмы 1.1...l.n, которые осуществляют разгрузку питателей 2.1...2.п. В случае если какой-либо питатель 2.k ( п) будет отключен ключом 12.k из управления, устройство при .этом работает следующим образом. I
Сигнал с выхода программного блока б через ключ 12.k выбора режима Управления и элемент 13.k Память поступает на вход э лемента 9 ИЛИ, с выхода которого поступает на вход блока 10 контроля работы питателей. Блок 10 контроля работы питателей может быть -выполнен в виде стробирующего дешифратора, входы которого
подключены к программному блоку 6.В момент формирования программным блоком б команды на загрузку отключенного питателя 2,k дешифратор блока 10 контроля работы питателей находится в состоянии k. При появлении сигнала элемента 9 ИЛИ на .строби- рующем входе блока 10 контроля работы питателей на его выходе k формируется сигнал, поступающий на вход элемента 13.k Память. Сигнал с выхода элемента 9 ИЛИ поступает, кроме того, на в.ход программного блока 6. При этом счетчик программного блока б изменяет свое состояние на 1 и на его выходе k+1 через время t формируется команда на разгрузку питателя 2k+1.
В случае, если какой-либо питатель .2т(1 i m i п) не выполнит или прекратит выполнение команды разгрузки (например, при зависании материала) , датчик 7 наличия материала на ленте обнаружит отсутствие материала и выдает сигнал блоку 8 задержки. Команда на разгрузку бункера m с выхода m программного блока
6поступает на вход т блока 11 формирования временных интервалов, который выбирает в блоке 8 задержки время mt, необходимое для прохождения материала от питателя m до датчика
7наличия материала на ленте конвейе ра.
При отсутствии материала дольше, чем время mt блок 8 задержки формирует сигнал, поступающий через элемент 9 ИЛИ на вход блока 10 контроля работы питателей, который формирует сигнал с выхода m элементу 13.т Память, который исключает из работы питатель 2.т с зависшим материалом. Элементом 13.m Память,может быть сформирован сигнал обслуживающему персоналу о неисправности питателя 2,т. После устранения неисправности элемент 13.m Память может быть возвращен Б исходное состояние ключом 12.m выбора режима работы.Сигнал с выхода элемента 9 ИЛИ поступает, кроме того, на вход программного бло ка б, который изменяет свое состояние на 1 и на выходе т+1 формируется команда управления питателем т+1
Устройство уменьшает время холос.той работы механизмов, так как блок формирования временных интервалов
позволяет корректировать время отсутствия материала на ленте. Например, при работе до питателей в группе и времени t прохождения материала на ленте от предыдущего до последующего питателя 4 с, исходя изчУсловия Т 36 - t (h-1), в каждом цикле разгрузки питателей может быть исключено от 4 до 36 с холостой работы оборудования.
Кроме того, устройство позволяет исключить .повторное включение питателей в одном цикле разгрузки, улучшить условия эксплуатации.
15
Формула изобретения
Устройство для управления подачей сыпучего материала, содержащее программный блок, один из выходов которого подключен к одному из входов блока контроля работы питателей,а другие - к входам ключей выбора режима управления, подключенных одними выходами к исполнительным механизмам питателей,другими - к одним из входов элементов Память, датчик скорости ленты конвейера, соединенный через реле скорости с одним из входов программного блока, датчик нал личия материала на ленте конвейера, подключенный к одному из входов блока задержки, отличающееся тем, что, с целью повышения производительности подачи материала, оно снабжено блоком формирования времен5ных интервалов и элементом ИЛИ,один из входов которого соединен с выходом блока задержки, другие - с выходами элементов Память, соединенных другиг входами с вы :одами блока
0 контрлоя питателей, выход элемента ИЛИ соединен с другими входами блока контроля работы питателей и програм много блока, другие выходы последнего из которых подключены к входам
5 блока формирования временных интервалов, выход которого соединен с другим входом блока задержки.
Источники информации, 0 принятые во внимание при экспертизе
1.Авторское свидетельство СССР
№ 586056, кл. В 65 G- 65/30, 1976.
2.Авторское свидетельство СССР № 640937, кл. В 65 G-65/30, 1976 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления загрузкой емкостей сыпучим материалом | 1982 |
|
SU1066924A1 |
| Устройство для управления подачей сыпучего материала в расходные бункеры | 1976 |
|
SU640937A1 |
| Устройство для автоматической загрузки материала в бункера | 1979 |
|
SU889577A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ТРАНСПОРТНЫМ ПОТОКОМ СЫРЬЕВЫХ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1991 |
|
RU2026806C1 |
| Устройство для загрузки бункеров стекольной шихтой | 1990 |
|
SU1724553A1 |
| Устройство для автоматической загрузки бункеров реверсивным передвижным конвейером | 1973 |
|
SU536103A1 |
| Питательная установка | 1983 |
|
SU1122592A2 |
| Устройство для управления загрузкой конвейера | 1984 |
|
SU1221105A1 |
| Питательная установка | 1979 |
|
SU856940A1 |
| Устройство для регулирования и контроля производительности измельчителя | 1990 |
|
SU1791031A1 |