Изобретение относится к строительной индустрии, а именно к формам для изготовления объемных блоков различных типо размеров. Известна форма для изготовления объемных блоков, включающая продольные и поперечные щиты и механизм распалубки из. Недостатками известной формы являются сложность конструкции и большие трудозатраты при его эксплуатации. Наиболее близка к изобретению форма ,Ш1Я изготовления железобетонных изделий, преимущественно объемных блоков, содар жашая поддон, продольные и поперечные щиты, гидроцилиндр, траверсу, соединенную с последним и с одним из продольных щитов,и механизм распалубки, выполненный в виде рычагов 12 . Недостатком известной формы является сложность процесса распалубки. Цель изобретения - упрощение распалубки. Поставленная цель достигается тем, что форма для изготовления железобетонч ных изделий, преимущественно объемных блоков, содержащая поддон, продольные и поперечные шиты, гкдроШшиндр, траверсу, соединенную с последним в с одним из продольных щитов, и механизм распалубкя, снабжена направляющими колонками с двумя упорными шайбами каждая, расположенными параллельно поперечным пштам, и жестко врикрепленными к продольному щиту, соединенному с траверсой, поддонсшорной балкой и втулками, в которых размещены направляющие колонки, поперечные щиты - упорами, каждый из рычагов механизма распалубки щарнирно закреп лен на поддоне, один из концов рычага выполнен с упорной вилкой, охватывающей направляющую колонку, а другой - с карком, контактирующим с упором поперечного щита, причем одна из упорных щайб контактирует с опорной балкой, а друтвйс последней и с упорной вилкой, при этом второй продольный щит вьтолнен откидвым.
Кроме этого, гвдроцилиндр расположим внутри поддона ниже формующей поверхности.
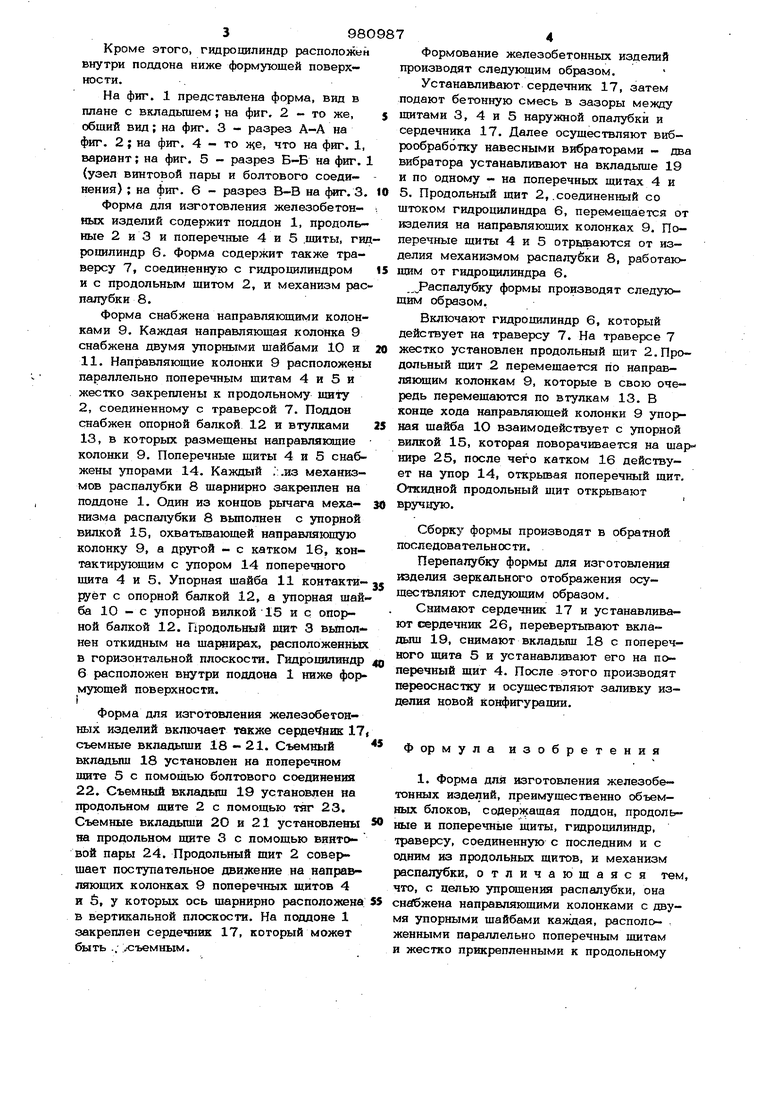
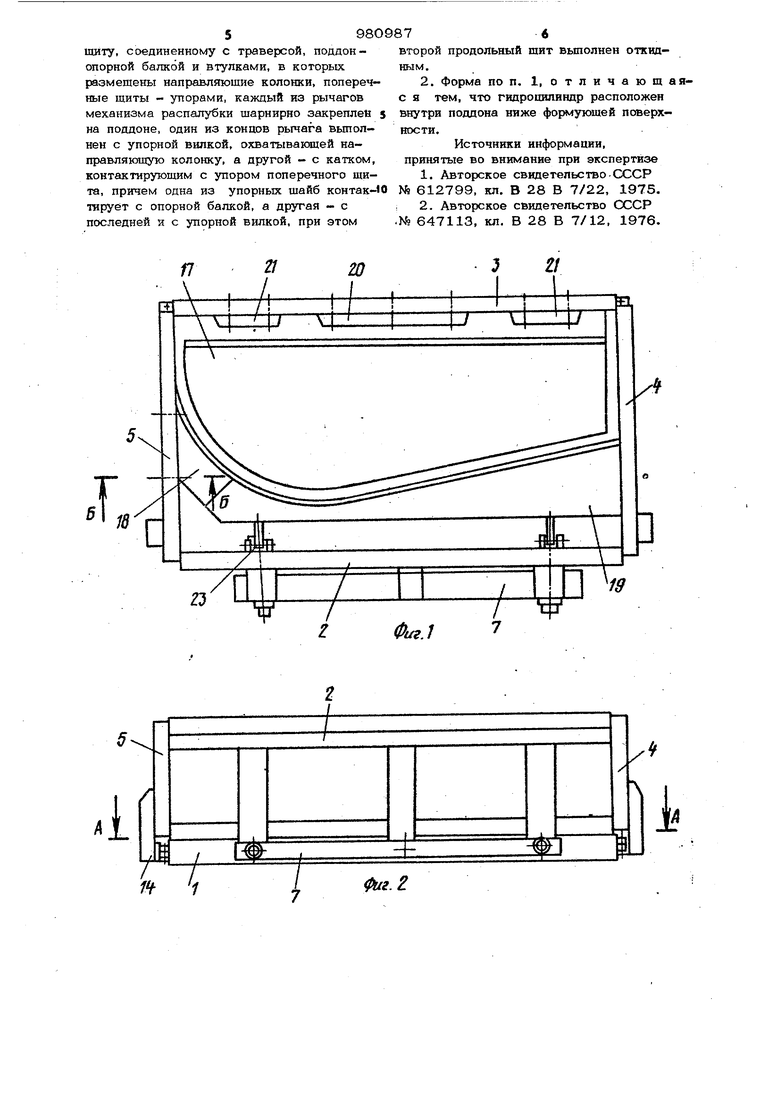
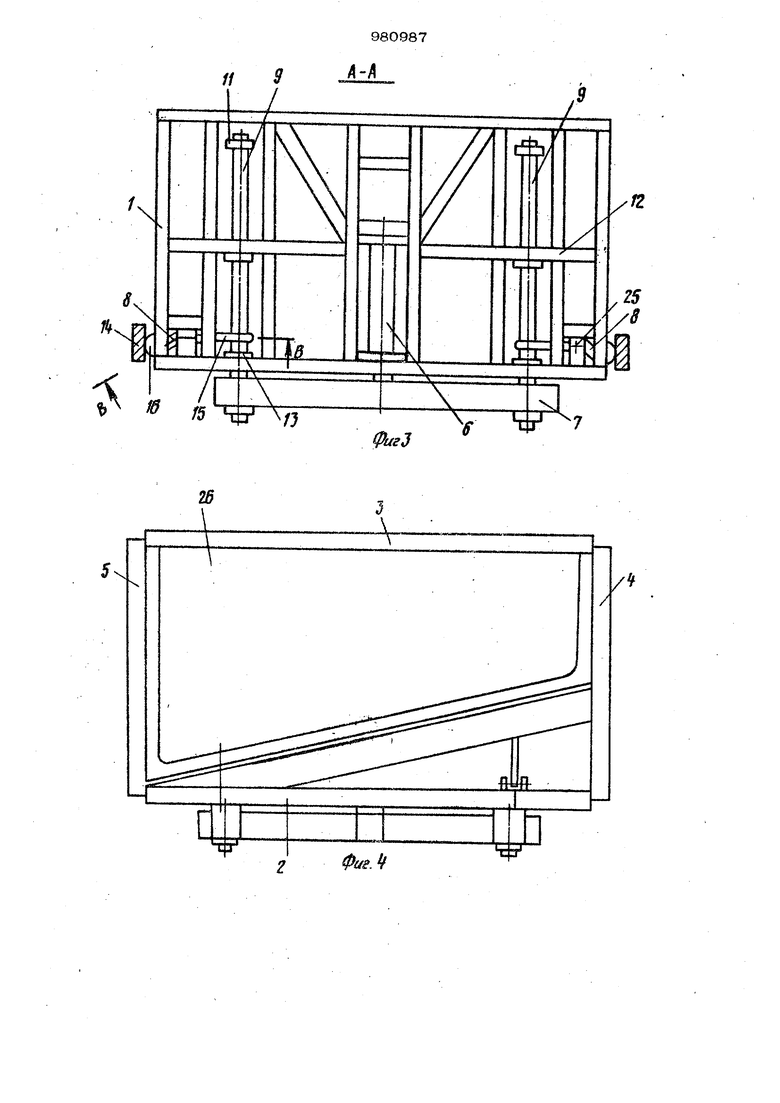
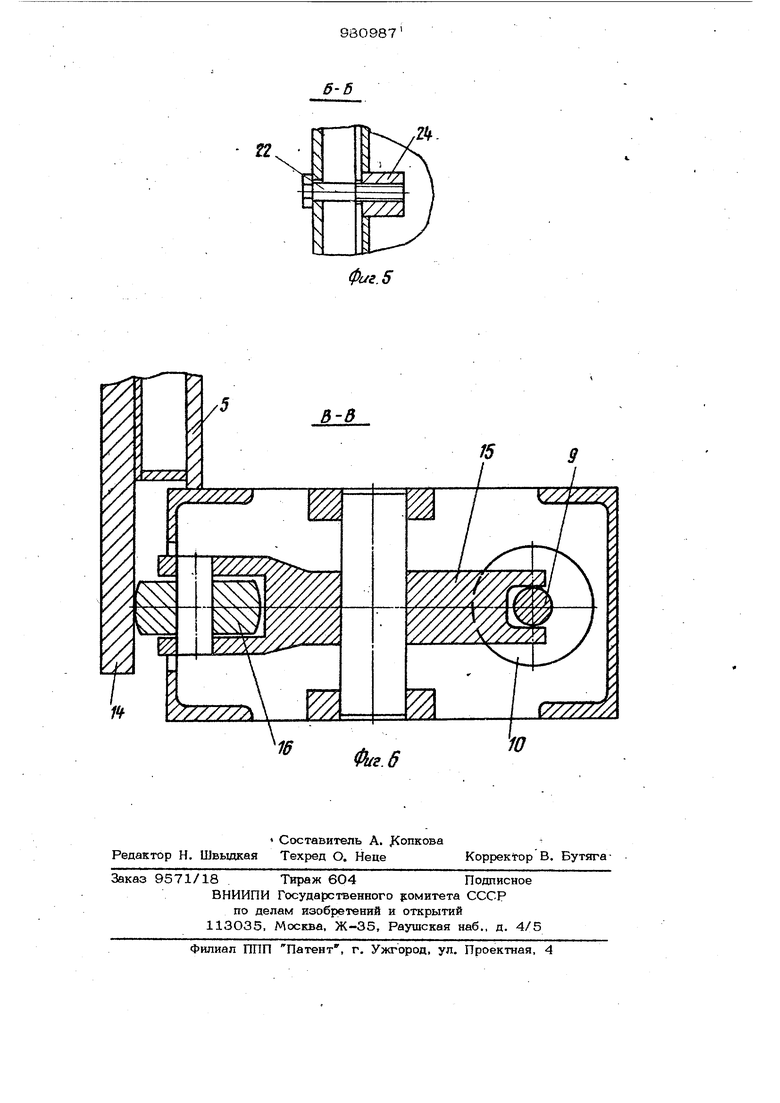
На фиг. 1 представлена форма, вид в плане с вкладьпием; на фиг. 2 - то же, общий вид; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - то ще, что на фиг. 1, вариант; на фиг. 5 - разрез Б-Б на фиг. 1 (узел винтовой пары и болтового соединения) ; на фиг. 6 - разрез В-В на (Jsur. 3.
Форма для изготовления железобетонных изделий содержит поддон 1, продольные 2 и 3 и поперечные 4 и 5 .шиты, гидроцилиндр 6. Форма содержит также траверсу 7, соединенную с гидроцилиндром и с продольным щитом 2, и механизм распалубки 8.
Форма снабжена направляющими колонками 9. Каждая направляющая колонка 9 снабжена двумя упорными щайбами 10 и 11. Направляющие колонки 9 расположены параллельно поперечным шитам 4 и 5 и жестко закреплены к продольному щиту 2, соединенному с траверсой 7. Поддон снабжен опорной балкой 12 и втулками 13, в которых размещены направляющие колонки 9. Поперечные щиты 4 и 5 снабжены упорами 14. Каждый .:.из механизмов распалубки 8 шарнирно закреплен на поддоне 1. Один из концов рычага механизма распалубки 8 вьшолнен с упорной вилкой 15, охватьтаюшей направляющую колонку 9, а другой - с катком 16, контактирующим с упором 14 поперечного щита 4 и 5. Упорная щайба 11 контактируёт с опорной балкой 12, а упорная шайба 10 - с упорной вилкой 15 и с опорной балкой 12. Продольный щит 3 вьтолнен откидным на щарцирах, расположенных в горизонтальной плоскости. Гидроцилиндр 6 расположен внутри поддона 1 ниже формующей поверхности.
Форма для изготовления железобетонных изделий включает также сердечник 17 съемные вкладьпии 18-21. Съемный
вкладыш 18 установлен на поперечном щите 5 с помонхью болтового соединения 22. Съемный вкладыш 19 установлен ва продольном шите 2 с помощью тяг 23. Съемные вкладьпии 2О и 21 установлены на продольном щите 3 с помощью винтовой пары 24. Продольный шит 2 совершает поступательное движение на напревляюших колонках 9 поперечных щитов 4 и S, у которых ось шарннрно расположена в вертикальной плоскости. На поддоне 1 закреплен сердечник 17, который может быть .; ;,-съемным.
Формование железобетонных изделий производят следующим образом.
Устанавливают сердечник 17, затем подают бетонную смесь в зазоры между щитами 3, 4 и 5 наружной опалубки и сердечника 17. Далее осуществляют виброобработку навесными вибраторами - дв вибратора устанавливают на вкладьш1е 19 и по одному - на поперечных щитах 4 и 5. Продольный щит 2, .соединенный со штоком гидроцилиндра 6, перемещается от изделия на направляющих колонках 9. Поперечные щиты 4 и 5 отрьФаются от изделия механизмом распалубки 8, работающим от гкдрошшиндра 6.
„ Распалубку формы производят следующим образом.
Включают гидроцилиндр 6, который действует на траверсу 7. На траверсе 7 жестко установлен продольный щит 2. Продольный шит 2 перемещается по направляющим колонкам 9, которые в свою очередь перемещаются по втулкам 13. В конце хода направляющей колонки 9 упорная щайба 1О взаимодействует с упорной вилкой 15, которая поворачивается на ша нире 25, после чего катком 16 действует на упор 14, открьгоая поперечный щит Откидной продольный щит открьгоают вручную.
Сборку формы производят в обратной последовательности.
Перепалубку формы для изготовления юделия зеркального отображения осуществляют следующим образом.
Снимают сердечник 17 и устанавливают сердечник 26, перевертывают вкладыш 19, снимают вкладыш 18 с поперечного щита 5 н устанавливают его на поперечный щит 4. После этого производят переоснастку и осуществляют заливку изделия новой конфигурации.
Формула изобретения
1. Форма для изготовления железобетонных изделий, преимущественно объемных блоков, содеря ащая поддон, продольные и поперечные щиты, гидроцилиндр, траверсу, соединенную с последним и с одним из продольных щитов, и механизм распалубки, отличающаяся тем что, с целью упрощения распалубки, она снабжена направляющими колонками с двумя упорными шайбами каждая, расположенными параллельно поперечным щитам и жестко прикрепленными к продольному
щиту, соединенному с траверсой, поддонопорной балкой и втулками, в которых размешены направляющие колонки, поперечные щиты - упорами, каждый из рычагов механизма распалубки шарнирно закреплен $ на поддоне, один из концов рычага выполнен с упорной вилкой, охватываклцей направляющую колонку, а другой - с катком, контактирующим с упором поперечного щита, причем одна из упорных шайб контак- О тирует с опорной балкой, а другая - с последней я с упорной вилкой, при этом
второй продольный щит вьшолнен отаидным,
2. Форма по п, 1, о т л и ч а ю щ с я тем, что гицропилиндр расположен внутри поддона ниже формующей поверхности.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 612799, кл. В 28 В 7/22, 1975.
2.Авторское свидетельство СССР .№ 647113, кл. В 28 В 7/12, 1976. } Фиг.1 Z1
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления предварительно напряженных железобетонных объемных элементов | 1976 |
|
SU710804A1 |
| Устройство для изготовления предварительно напряженных железобетонных изделий | 1983 |
|
SU1135885A1 |
| Установка для формования монолитных объемных железобетонных элементов типа "колпак" | 2023 |
|
RU2805026C1 |
| Установка для формования объемных элементов и арматурный каркас для объемных элементов | 1981 |
|
SU996196A1 |
| Устройство для изготовления объемных элементов | 1980 |
|
SU935301A1 |
| Устройство для распалубки бортов формы | 1990 |
|
SU1791131A1 |
| Установка для изготовления монолитных объемных железобетонных строительных изделий типа "Колпак | 1984 |
|
SU1344237A3 |
| Форма для изготовления многослойных изделий | 1982 |
|
SU1085831A2 |
| Установка для изготовления объемных элементов | 1980 |
|
SU906703A1 |
| Способ изготовления предварительно напряженных железобетонных объемных элементов и устройство для изготовления предварительно напряженных железобетонных объемных элементов | 1981 |
|
SU1047697A1 |
.
tl S
Й/
980987
д-д
/2
X
/
ft
г5
/
N
/
f5 Чт VJ
hzr 7
V
ej
фиг. 5
