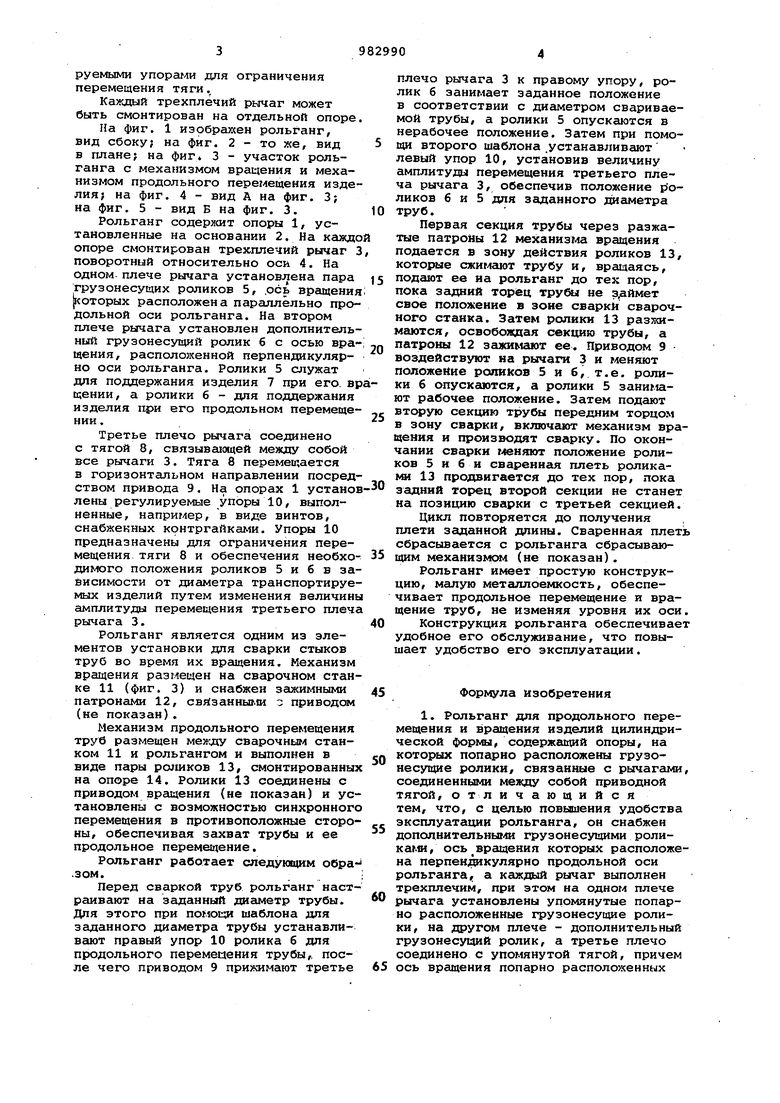
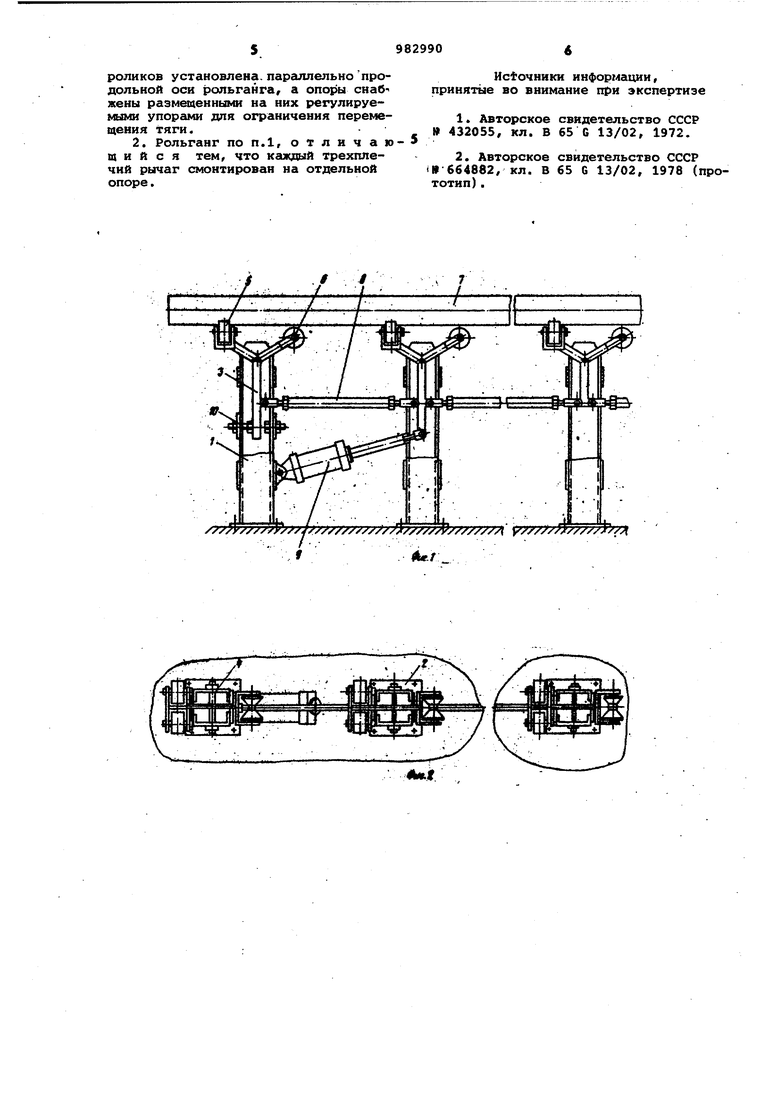
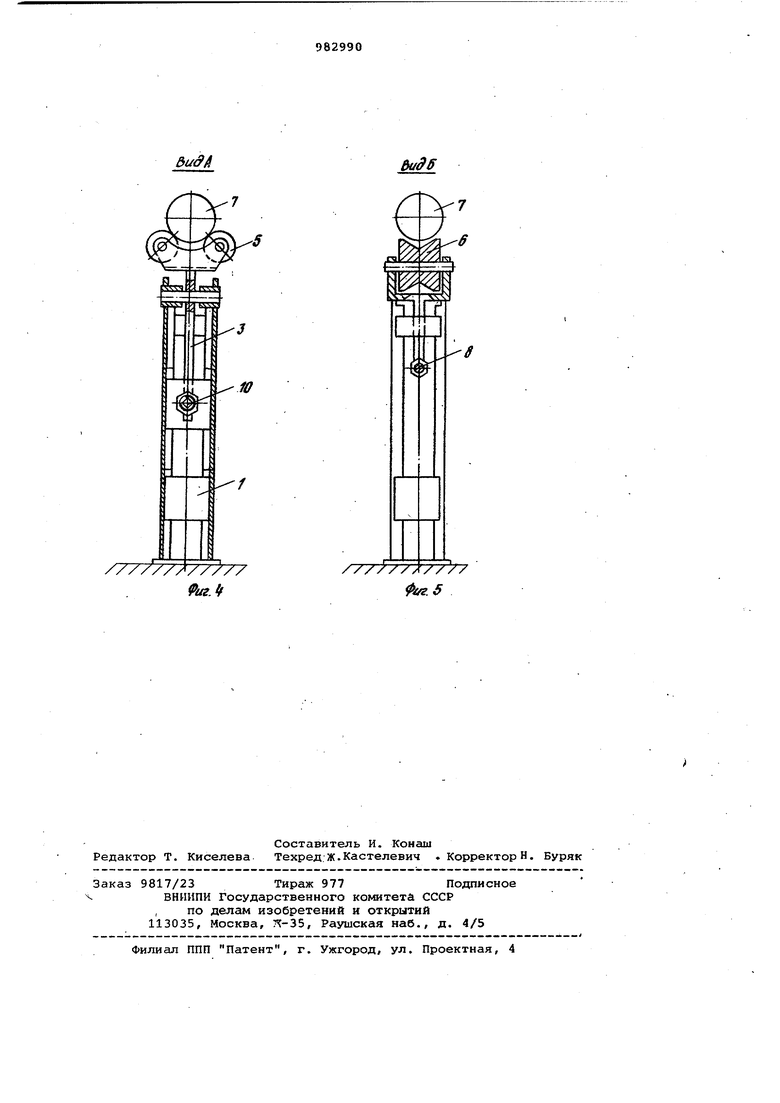
руемыми ynopciMH для ограничения перемещения тяги. Каждый трехплечий рычаг может быть смонтирован на отдельной опоре Па фиг. 1 иэобрах ен рольганг, вид сбоку; на фиг. 2 - то же, вид в плане; на фиг. 3 - участок рольганга с механизмом вращения и механизмом продольного пере1 ещения изделия на фиг. 4 - вид А на фиг. 3; на фиг. 5 - вид Б на фиг. 3. Рольганг содержит опоры 1, установленные на основании 2. На каждо опоре смонтирован трехплечий рычаг 3 поворотный относительно оси 4. На одном плече рычага установлена пара грузонесущих роликов 5, .ось вргицения рсоторых расположена параллельно продольной оси рольганга. На втором плече рычага установлен дополнительный грузонесущий ролик б с осью вращения, расположенной перпендикулярно оси рольганга. Ролики 5 служат для поддержания изделия 7 при его. ap щении, а ролики б - для поддержания изделия при его продольном перемещении . Третье плечо рычага соединено с тягой 8, связывгиощей между собой все рычаги 3. Тяга 8 перемещается в горизонтальном направлении посред ством привода 9. На опорах 1 устано лены регулируемые упоры 10, выполненные, например, в виде винтов, снабженных контргайками. Упоры 10 предназначены для ограничения перемещения тяги 8 и обеспечения необхо димого положения роликов 5 и б в за висимости от диаметра транспортируе мых изделий путем изменения величин амплитуды перемещения третьего плеч рычага 3. Рольганг является одним из элементов установки для сварки стыков труб во время их вращения. Механизм вращения размещен на сварочном стан ке 11 (фиг. 3) и снабжен зажимными патронами 12, св занныг.ш з приводом (не показан). Механизм продольного перемещения труб размещен мехуху сварочным станком 11 и рольгангом и выполнен в виде пары pojmKOB 13, смонтированны на опоре 14. Ролики 13 соединены с приводом вращения (не показан) и ус тановлены с возможностью синхронног перемещения в противоположные сторо ны, обеспечивая захват трубы и ее продольное перемещение. Рольганг работает следующим обра ЗОМ.. Перед сваркой труб рольганг наст раивают на заданный диаметр трубы. Для этого при ПОМО15И шаблона для заданного диаметра трубы устанавливают правый упор 10 ролика 6 для продольного перемецения трубы,, после чего приводом 9 прижимают третье плечо рычага 3 к правому упору, ролик б занимает заданное положение в соответствии с диаметром свариваемой трубы, а ролики 5 опускаются в нерабочее положение. Затем при помощи второго шаблона .устанавливают левый упор 10, установив величину амплитуды перемещения третьего плеча рычага 3, обеспечив положение роликов б и 5 для заданного труб. Первая секция трубы через разжатые патроны 12 механизма вращения подается в зону действия роликов 13, которые трубу и, вращаясь, подают ее на рольганг до тех пор, пока задний торец тру не здймет свое положение в зоне сварки сварочного станка. Затем ролики 13 разжимаются, освобождая секцию трубы, а патроны 12 зажимсцот ее. Приводом 9 воздействуют на рычаги 3 и меняют положение роликов 5 и б, т.е. ролики 6 опускаются, а ролики 5 занимают рабочее положение. Затем подают вторую секцию трубы передним торцом в зону сварки, включают механизм вращения и производят сварку. По окончании сварки Г4еняют положение роликов 5 и б и сваренная плеть роликакм 13 продвигается до тех пор, пока зёшний торец второй секции не станет на позицию сварки с третьей секцией. Цикл повторяется до получения плети заданной длины. Сваренная плеть сбрасывается с рольганга сбрасывающим механизмом (не показан). Рольганг имеет простую конструкцию, малую металлоемкость, обеспечивает продольное перемещение и вращение труб, не изменяя уровня их оси. Конструкция рольганга обеспечивает удобное его обслуживание, что повышает удобство его эксплуатации. Формула изобретения 1. Рольганг для продольного перемещения и вращения изделий цилиндрической формы, содержащий опоры, на которых попарно расположены грузонесущие ролики, связанные с рычагами, соединенными между собой приводной тягой, отличающийся тем, что, с целью повышения удобства эксплуатации рольганга, он снабжен дополнительны14и грузонесущими роликами/ ось вращения которых расположена перпен;оикулярно продольной оси рольганга,, а каждый рычаг выполнен трехплечим, при этом на одном плече рычага установлены упомянутые попарно расположенные грузонесущие ролики, на другом плече - дополнительный грузонесущий ролик, а третье плечо соединено с упомянутой тягой, причем ось вращения попарно расположенных
роликов установлена.парсшлельно продольной оси рольганга, а опоры снаб- жены размещенными на них регулируемыми упорами для ограничения перемещения тяги.
2. Рольганг ПОП.1, отличающ и и с я тем, что каждый трехплечий рычаг смонтирован на отдельной опоре.
Iicto4HHiai информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 432055, кл. В 65 G 13/02, 1972.
2.Авторское свидетельство СССР
664882, кл. В 65 G 13/02, 1978 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Рольганг для продольного перемещения и вращения изделий цилиндрической формы | 1981 |
|
SU1101388A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| Поточная линия для изготовления сварных конструкций | 1976 |
|
SU654374A2 |
| Агрегат для сборки и сварки пространственных конструкций | 1977 |
|
SU725857A1 |
| Автоматическая линия для изготовления трубных плетей | 1977 |
|
SU737169A1 |
| Стенд для сборки и сварки крупногабаритных изделий | 1981 |
|
SU1038159A1 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ, ГОЛОВКА СВАРОЧНАЯ И МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ ДЛЯ НЕЕ | 2007 |
|
RU2323073C1 |
/
