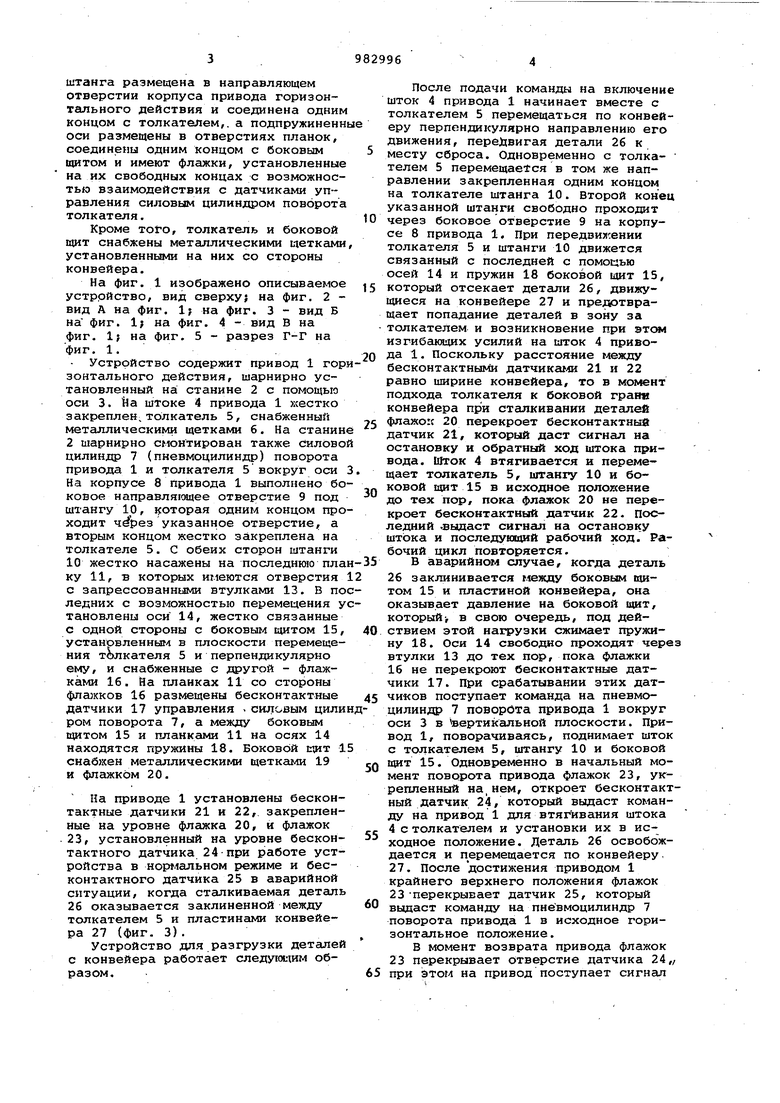
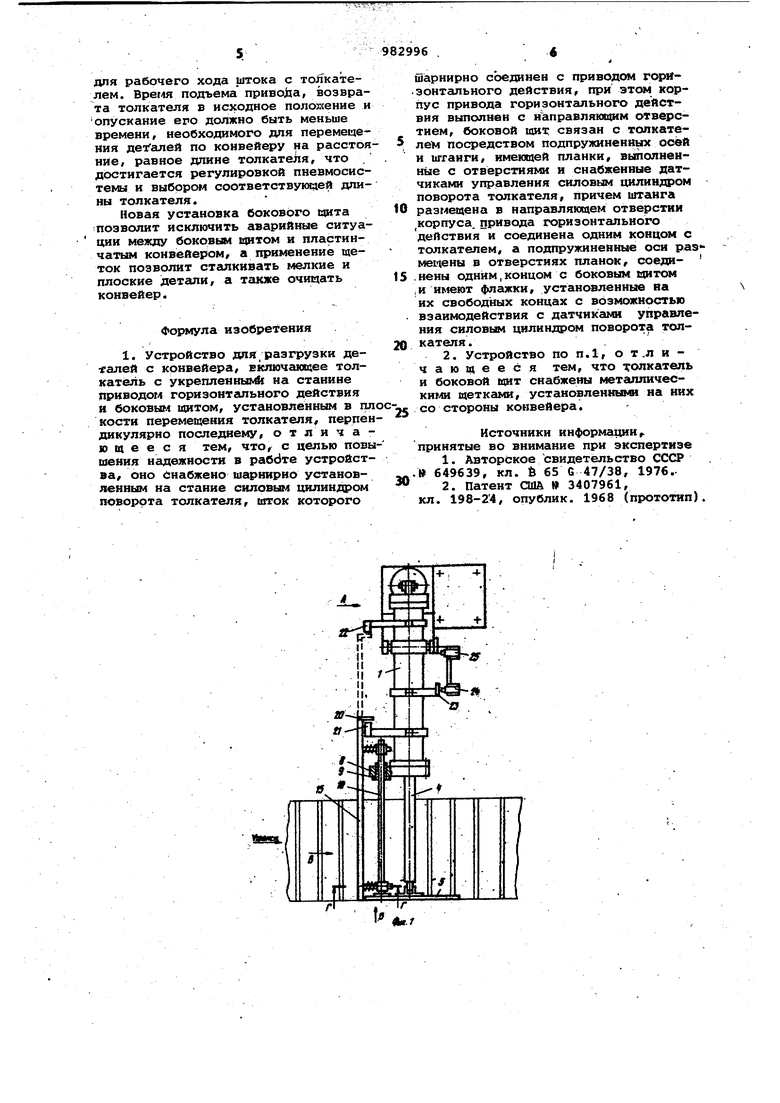
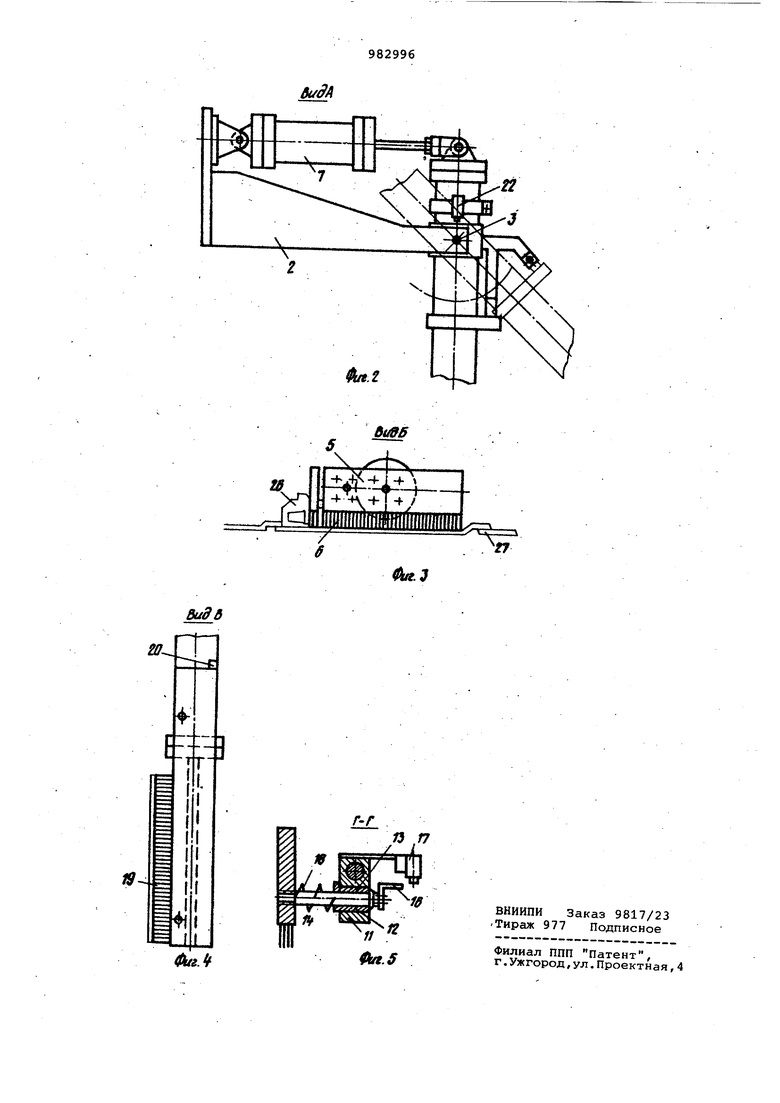
штанга размещена в направляющем отверстии корпуса привода горизонтального действия и соединена одним концом с толкателем,, а подпружиненн оси размещены в отверстиях планок, соединены одним концом с боковым щитом и имеют флажки, установленные на их свободных концах с возможностью взаимодействия с датчиками управления силовым цилиндром поворота толкателя. Кроме Tofo, толкатель и боковой щит снабжены металлическими щетками установленными на них со стороны конвейера. На фиг. 1 изображено описываемое устррйство, вид сверху; на фиг. 2 вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1) на фиг. 4 - вид В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 1.. Устррйство содержит привод 1 гор зонтального действия, шарнирно установленный на: станине 2 с помощью оси 3. а штоке 4 привода 1 хсестко закреплен,толкатель 5, снабженный металлическими щетками 6. На станин 2 шарнирно смонтирован также силово цилиндр 7 (пневмоцилиндр) поворота привода 1 и толкателя 5 вокруг оси На корпусе 8 привода 1 выполнено бо ковое направлягсяцее отверстие 9 под штангу 10, |:оторая одним концом про ходит через указанное отверстие, а вторым концом жестко закреплена на толкателе 5. С обеих сторон штанги 10 жестко насажены на последнюю пла ку 11, в которых имеются отверстия с запрессованными втулками 13. В по ледних с возможностью перемещения у тановлены оси 14, жестко связанные с одной стороны с боковым щитом 15 установленным в плоскости перемещения толкателя 5 и перпендикулярно ему, и снабженные с другой - флажками 16. На планках 11 со стороны флазкков 16 размещены бесконтактные датчики 17 управления - силовым цили ром поворота 7, а между боковым щитом 15 и планками 11 на осях 14 находятся пружины 18. Боковой глт 1 снабжен металлическими щетками 19 и флажком 20. На приводе 1 установлены бесконтактные датчики 21 и 22, закрепленные на уровне флажка 20, и флажок 23, установленный на уровне бесконтактного датчика 24 при работе устройства в нормальном режиме и бесконтактного датчика 25 в аварийной ситуации, когда сталкиваемая детгшь 26 оказывается заклиненной между толкателем 5 и пластинами конвейера 27 (фиг. 3). Устройство для разгрузки деталей с конвейера работает следующим образом. После подачи команды на включение шток 4 привода 1 начинает вместе с толкателем 5 перемещаться по конвейеру перпендикулярно направлению его движения, передвигая детали 26 к месту сброса. Одновременно с толкателем 5 перемещается в том же направлении закрепленная одним концом на толкателе штанга 10. Второй конец указанной штанги свободно проходит через боковое отверстие 9 на корпусе 8 привода 1. При передвижении толкателя 5 и штанги 10 движется связанный с последней с помощью осей 14 и пружин 18 боковой щит 15, который отсекает детали 26, движущиеся на конвейере 27 и предотвращает попадание деталей в зону за толкателем и возникновение при этс изгибающих усилий на шток 4 привода 1. Поскольку расстояние между бесконтактными датчикшл 21 и 22 равно ширине конвейера, то в момент подхода толкателя к боковой граня конвейера при сталкивании деталей флажок 20 перекроет бесконтактнь датчик 21, который даст сигнал на остановку и обратный ход штока привода. Шток 4 втягивается и перемещает толкатель 5, штангу 10 и боковой щит 15 в исходное полокение до тех пор, пока флажок 20 не перекроет бесконтактный датчик 22. Последний выдаст сигнал на остановку штока и последующий рабочий ход. Рабочий цикл повторяется. В аварийном случае, когда деталь 26 заклинивается между боковым щитом 15 и пластиной конвейера, она оказывает давление на боковой щит, который-, в свою очередь, под действием этой нагрузки сжимает пружину 18. Оси 14 свободно проходят через втулки 13 до тех пор, пока флажки 16 не перекроют бесконтактные датчики 17. При срабатывании этих датчиков поступает команда на пневмоцилиндр 7 поворота привода 1 вокруг оси 3 в вертикальной плоскости. Привод 1, поворачиваясь, поднимает шток с толкателем 5, штангу 10 и боковой щит 15. Одновременно в начальный момент поворота привода флажок 23, укрепленный начнем, откроет бесконтактный датчик 24, который выдаст команду на привод 1 для втягивания штока 4 с толкателем и установки их в исходное положение. Деталь 26 освобождается и перемещается по конвейеру, 27. После достижения приводом 1 крайнего верхнего положения флажок 23 -перекрывает датчик 25, который выдаст команду на пневмоцилиндр 7 поворота привода 1 в исходное горизонтальное положение. В момент возврата привода флажок 23 перекрывает отверстие датчика 24,, при этом на привод поступает сигнал для рабочего хода штока с толкателем. Время подъема привода, возврата толкателя в исходное полохсение и опускание его должно быть меньше времени, необходимого для перемещения деталей по конвейеру на расстоя нйе, равное длине толкателя, что . достигается регулировкой пневмосистемы и выбором соответствукж1ей длины толкателя. Новая установка бокового пдлта позволит исключить аварийные ситуации между боковым щитом и пластинчатым конвейером, а применение щеток позволит сталкивать мелкие и плоские детали, а также очищать конвейер. Формула изобретения 1. Устройство для/разгрузки деталей с конвейера, включающее толкатель с укрепленны14{ на станине приводом горизонтгшьного действия и боковыгд щитом, установленным в гш кости перемещения толкателя, перпен дикулярно последнему, отличающееся тем, что с целью повы шения надежности в работе устройства, оно Снабжено шарнирно установленным на стание силовым цилиндром поворота толкателя, ыггок которого шарнирно соединен с приводст горизонтального действия, при этом корпус привода горизонтального действия выполнен с иЪправлякхцнм отверстием, боковой щит связан с толкателе1и1 посредством подпружиненных осей и штанги, имеющей планки, выполненные с отверстиями и снабженные датчиками управления силовым цилиндром поворота толкателя, причем штанга размещена в направляющем отверстии корпуса, привода горизонтального действия и соединена одним концом с толкателем, а подпружиненные оси раз мещены в отверстиях планок, соединены одним,концом с боковым щнтом ,и имеют флажки, установленные на их свободных концах с возможностью взаимодействия с датчиками управления СИЛОВ1Д4 цилиндром поворота толкателя. 2. Устройство по п.1, о т.л и чающееся тем, что толкатель и боковой щит снабжены металличесКИ14И щетками, установленными на них со стороны конвейера. Источники информации принятые во внимание при экспертизе 1.Авторское свидетельство СССР 649639, кл. 6 65 G 47/38, 1976.. 2.Патент СЩ 3407961, кл. 198-24, опублик. 1968 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления изделий, преимущественно трубчатых раскосов со сплющенными концами | 1989 |
|
SU1764745A1 |
| Автоматизированный технологический комплекс для прессования изделий из порошков | 1991 |
|
SU1801048A3 |
| Устройство к пресс-ножницам для резки прутков | 1981 |
|
SU996113A1 |
| ПОДВЕСКА ПОДВЕСНОГО ТОЛКАЮЩЕГО КОНВЕЙЕРА ДЛЯ КУЗОВА АВТОМОБИЛЯ | 2003 |
|
RU2253603C1 |
| Устройство для съема грузов с захвата подвесного конвейера | 1981 |
|
SU973457A1 |
| Шаговый конвейер-накопитель | 1977 |
|
SU716921A1 |
| Устройство для подачи длинномерного материала в зону обработки | 1986 |
|
SU1371748A1 |
| Сборочное устройство для соединения деталей типа вал-втулка зачеканкой | 1980 |
|
SU867594A1 |
| Манипулятор | 1984 |
|
SU1298070A1 |
| Устройство для непрерывной намотки на катушку нитеобразных материалов | 1974 |
|
SU691225A2 |
-ИЧ
гв
ti
-f /
